| Titel: | Ueber Verminderung der Reibung an Maschinen. Von Hrn. Thom. Gill. Aus dessen technical Repository. Juni 1822. S. 450. |
| Fundstelle: | Band 9, Jahrgang 1822, Nr. VII., S. 85 |
| Download: | XML |
VII.
Ueber Verminderung der Reibung an Maschinen. Von Hrn. Thom. Gill. Aus dessen technical Repository. Juni 1822. S. 450Vergl. polytechnisches Journal. VIII. Bd. S.
391. Fortsezung der Abhandlung „Ueber Verminderung der
Reibung etc.“
.
Mit Abbildungen auf Tab. III.
Gill über Verminderung der Reibung an Maschinen.
Ueber Anwendung der Epicykloide auf die Zaͤhne der Naͤher und Triebstoͤke an Stok- und Taschen-Uhren.
Es ist offenbar, daß die Methode, nach welcher man die
Epicykloide bei Muͤhlraͤdern und Drillingen anwendet, bei den kleinen
Zaͤhnen und Triebstoͤken der Stok- und Taschen Uhren nicht gebraucht werden
kann, und doch ist es fuͤr eine gute Uhr von hoͤchster Wichtigkeit,
daß ihr Raͤderwerk mit der moͤglich kleinsten Reibung spielt, was doch
nur wieder durch Anwendung dieser krummen Linie geschehen kann. Diese krumme Linie
haben auch die beruͤhmten Uhrfabriken bis her immer an ihren Raͤdern
und Triebstoͤken beruͤksichtigt. Der beruͤhmte Hr. Robert Hynam in Petersburg hat vor mehreren Jahren der Society
of Arts etc. ein Modell dieser Art,
ungluͤklicher Weise aber ohne alle Beschreibung, gesendet, so daß man
dasselbe nicht verstehen konnte. Der sel. Hr. Hindley zu
Jock, der beruͤhmteste Thurm-Uhrmacher seiner Zeit, hat diese Methode
mit dem beßten Erfolge angewendet, und seine Arbeiter folgten seinem Beispiele und
Unterrichte. Hr. W. Hardy, ein sehr geistreicher
Uhrmacher, macht immer die Zaͤhne seiner Werke epicykloidal, und da er die
Freundschaft hatte, uns sein Verfahren hiebei mitzutheilen, so wollen wir seine
Methode, die Messer zu dem Einschneider der Zaͤhne in die messingenen
Raͤder zu verfertigen, hier beschreiben. Er bildet die Basis seiner Messer
aus kreisfoͤrmigen Messing-Bloͤken, welche in ihrem
Mittelpunkte durchloͤchert sind, und zugleich auch mehrere
walzenfoͤrmige Loͤcher an ihren Peripherien, nach der Richtung des
Halbmessers eingebohrt besizen, um die Stiele der Stahl-Cylinder aufzunehmen,
aus deren aͤußeren Enden die Zaͤhne der Messer gebildet werden sollen.
Diese Cylinder werden durch staͤhlerne Stifte, welche durch Loͤcher,
die sowohl in den Bloͤken als in den Stielen der Cylinder durchgebohrt sind,
laufen, in den Bloͤken in ihrer Lage erhalten. Ihre aͤusseren Enden
werden sodann auf der Drehebank so viel als moͤglich nach der beabsichtigten
krummen Linie zugedreht. Um dieß mit Genauigkeit thun zu koͤnnen, bedient Hr.
Hardy sich einer kreisfoͤrmigen Platte von
Stahl-Blech, die ungefaͤhr 3/10 Zoll dik, und in der Mitte mit einem
Loche versehen ist: er macht sodann einen Ausschnitt in der Kante derselben, und
bildet eine Seite dieses Ausschnittes zur wahren Epicykloidal- und
Radial-Form der zu schneidenden Zaͤhne aus. Er traͤgt ferner
die so gebildete Seite so ab, daß sie im Stande ist, als Dreh-Meißel zu
schneiden, und nachdem er sie gehaͤrtet und temperirt hat, befestigt er sie
an der Achse der Theilungs-Scheibe der Schneide-Maschine, gerade so,
als ob ein Rad geschnitten werden sollte. Das verlangte Messer wird dann an dem
Schneidbaume der Maschine statt der gewoͤhnlichen Messer befestigt, und beide
Seiten der Zaͤhne werden nach und nach in Beruͤhrung mit der Schneide
des befestigten Messers gebracht, in dem man das verlangte Messer an dem Baume
umkehrt. Auf diese Weise erhalten die Zaͤhne an ihren Seiten genau die
bestimmte Form: vorne, ruͤkwaͤrts und an der Spize muͤßen sie
auf die gewoͤhnliche Weise zum Schneiden zugeformt werden, worauf sie sodann
aus dem Bloke genommen, gehaͤrtet und temperirt werden. Run kommen sie wieder
in den Blok zuruͤk, damit ihre Seiten mit orientalischem
Wezstein-Pulver (Turkey oilstone) und Oele, das
auf ein Stuͤk Burbaum ausgestrichen ist, poliert werden koͤnnen: Vorne
und oben werden sie, wie gewoͤhnlich, abgeschliffen (skive-ground) und hiemit sind die Messer fertig.
Man sieht, daß die Seiten dieser Zaͤhne ruͤkwaͤrts nicht
geaͤndert, sondern wie gewoͤhnlich belassen sind, und folglich, da
ihre Seiten poliert sind, mittelst der gewoͤhnlichen Schmiere (aus gleichen
Theilen Talg und Baumoͤl und noch ein mal so viel Wachs) die von Zeit zu Zeit
angewendet wird, die Zaͤhne der Raͤder nicht bloß schneiden, sondern
zugleich auch an ihren Seiten sehr schoͤn polieren.
Die Messer zu staͤhlernen Triebstoͤken hat Hr. Hardy aus dichten Stahl-Platten verfertigt, und wie
gewoͤhnlich gezaͤhnt; ihre Seiten sind aber genau nach der
Epicykloidal- und Radial-Linie, so wie die Zaͤhne an seinen
Raͤdermessern gebildet.
Der gute Erfolg dieser hohen Aufmerksamkeit auf die Form der Zaͤhne seiner
Raͤderwerke, die Genauigkeit, mit welcher seine Spindeln und die juwelierten
Spindelloͤcher vollendet, verbunden mit einer neuen Hemmung von seiner
Erfindung, fuͤr welche die Society of Arts etc.
ihm mit ihrer goldenen Medaille und mit 50 Guineen belohnte, zeigt sich im
schoͤnsten lichte an dem Meisterwerke einer Uhre, welche er vor mehreren
Jahren fuͤr die Sternwarte zu Greenwich verfertigte.
Ueber Verminderung der Reibung bei den Spindeln.
Die zweite Hauptursache des Verlustes an Kraft bei Maschinen ist, wie gesagt, die
Reibung der Spindeln in ihren lagern, welche aus verschiedenen Gruͤnden
entsteht.
Sehr oft entsteht Reibung dadurch, daß die Oberflaͤche der Lager zu klein ist:
es ist besser, sie zu weit, als zu eng zu machen, in dem in dem ersteren Falle jeder
Theil der Spindel mit weit weniger Schwere auf das Lager druͤkt, und folglich
Oel, Fett, oder was sonst immer schluͤpfrig macht, leichter zwischen beide
hineinschleichen, und dadurch das Reiben, Abschleifen und wechselseitige
Abnuͤzen derselben an einander verhindern kann.
Dr. Desaguliers hat sehr viele Versuche uͤber
diesen Gegenstand angestellt, und das Resultat derselben war, daß ein
Quadrat-Zoll Reibungs-Flaͤche nie mehr als 7 Centner zu tragen
haben soll, in dem es sonst unmoͤglich wird, dieselbe schluͤpfrig zu
erhalten, da sogar Pech ausgepreßt wird, wo der Druk diese Last uͤbersteigt,
und die Flaͤche auf diese Weise mit einander in Beruͤhrung kommen.
Eine andere haͤufige Ursache der Reibung bei den Spindeln ist die
Abnuͤzung ihrer Schultern. Diese Ursache kann, in vielen Faͤllen,
dadurch entfernt werden, daß man das Lager der Schultern auf solche Theile
uͤbertraͤgt, welche sich weniger schnell bewegen. Es ist offenbar, daß
in dem Mittelpuncte einer jeden Spindel sich ein Theil befindet, der sehr wenig
Bewegung hat: wenn es daher moͤglich ist, daß dieser Theil statt der
Schultern den Druk nach dem Ende oder nach der Seite hin aufnehmen und tragen kann,
so koͤnnen die Schultern gaͤnzlich entuͤbrigt und die Reibung
auf denselben kann beseitigt werden. Hr. Hardy hat dieß
sehr weislich bei allen Spindeln, wo es moͤglich war, an seiner Uhre zu
Greenwich so eingerichtet, und Pfeile an den Platten des Gestelles angebracht,
welche die Enden der Spindeln beruͤhren, um sie darauf ruhen zu lassen. In
einer zahllosen Menge von Fallen, die taͤglich vorkommen, koͤnnte man
sich dieselbe gute Wirkung von einer aͤhnlichen Vorrichtung verschaffen.
Unsere Schmiede, Muͤhlenbaumeister und andere Maschinisten haben indessen die
Sitte, diesen hoͤchst schaͤzbaren Theil bei dem Baue ihrer Maschinen
dadurch gaͤnzlich zu beseitigen, daß sie Loͤcher durch den Mittelpunkt
ihrer Spindeln treiben, um sie desto leichter auf der Drehebank abdrehen zu
koͤnnen, und diese Loͤcher offen lassen, wenn ihr Werk vollendet
ist.
Wenn sie, statt dieses Verfahrens, zuvoͤrderst ihre staͤhlernen
Spindeln etwas laͤnger als noͤthig ist, machen wuͤrden, damit
man diese durchbohrten Theile wegnehmen koͤnnte; wenn sie die Enden ihrer
Spindeln dicht, und in einem gewissen Grade convex lassen wuͤrden, so daß ihr
Mittelpunkt uͤber den uͤbrigen Theil der Endflaͤche der Spindel
hervorspraͤnge, und diesen Mittelpunkt, wenn sie fertig und gehaͤrtet
sind, mit harten flachen Stahlplatten, die an den Lager-Bloͤken
befestigt sind, in Beruͤhrung braͤchten, so wuͤrden diese
Central-Theile die uͤbrigen vor der Abnuͤzung bewahren, und die
Reibung wuͤrde, auf diese Weise, bedeutend vermindert werden.
Es wird vielleicht noͤthig seyn, den guͤnstigen Erfolg dieses Verfahrens aus der
Erfahrung selbst zu erweisen. In einer großen Dampf-Muͤhle auf dem
Lande, die mehrere Stokwerke hoch ist, wurden die Maschinen in den verschiedenen
Stokwerken mittelst einer senkrechten Achse oder Spindel getrieben, die mehrere
große Schienen-Raͤder fuͤhrte, welche andere, auf horizontalen
Achsen laufende, Raͤder in den verschiedenen Stokwerken trieben. Der untere
Theil der großen Achse erlitt, wegen des fehlerhaften Baues und des großen
Gewichtes, das er zu tragen hatte, so viele Reibung, daß man immerdar Wasser auf ihn
aufgießen mußte, um ihn zu kuͤhlen, damit er nicht das anstehende
Gebaͤude anzuͤndete. Dem Uebel ward auf der Stelle das durch
abgeholfen, daß man dieser Achse einen anderen Fuß aus gehaͤrtetem Stahle,
und etwas convex, gab, und denselben ferner noch auf einer harten stachen
Stahlplatte laufen ließ, die unten auf dem Lager angebracht wurde. Der Hals des
untersten Theiles der Spindel, oder der Zapfen, wurde mit einer Buͤchse von
Glokenspeise umgeben, die vier halbzirkelfoͤrmige Einschnitte an ihrer
unteren Kante hatte, damit das Oel aus dem Lager, welches einen Behaͤlter
dafuͤr hatte, in dieselbe einfließen konnte. Die Buͤchse selbst wurde
durch 4 Schrauben, welche durch Schrauben-Loͤcher an den Seiten des
Lagers uͤber dem Oele durchgingen, in ihrer Lage erhalten. Seit mehreren
Jahren nach dieser Abhuͤlfe hat man uͤber diese Muͤhle keine
Klage mehr gehoͤrt.
Ein anderer Fall ereignete sich bei einer starken Wasser-Muͤhle, auf
welcher Flinten gebohrt, und geschliffen wurden. Bei dem Vorbohren der Laͤufe
werden dieselben immer der Laͤnge nach gegen die Bohrspize getrieben, und
dieß geschieht mittelst Hebeln, mit welchen der Arbeiter entgegen druͤken
muß. Die Reibung, welche der Bohrer in dem Laufe hervorbringt, ist so groß, daß man
den Lauf immer von Außen mit Wasser begießen muß, um ihn abzukuͤhlen, damit
er den Bohrer nicht verdirbt, der sonst augenbliklich leiden wuͤrde, wie man
dieß unterließe.
Gegen die Spindeln hin, welche die Bohrspizen fuͤhrten, war nun zur
Verminderung der Reibung alles nach obigem Grundsaze vorgerichtet; die Endzapfen
naͤmlich waren von Stahl, etwas convex an ihren Enden, gehaͤrtet und
temperirt, und liefen auf harten Stahlplatten, welche an den Lagerbaͤumen
befestiget waren. Sie arbeiteten auf diese Weise mehrere Jahre, ohne daß irgend eine
Klage wegen Reibung entstanden waͤre. Indessen traf es sich, daß an dem
anderen Ende einer dieser Spindeln, wo die breiten Enden der Bohrspizen sich
befanden, durch die Laͤnge der Zelt etwas schadhaft wurde, und ausgebessert werden
mußte. Man schikte um einen gewoͤhnlichen Grob-Schmied, der die
Ausbesserung nach der gewohnten Art vornahm. Bald darauf fing der Zapfen an, sich zu
erhizen, und konnte selbst mit aufgeschuͤttetem Wasser nicht mehr
gekuͤhlt werden. Er mußte also herausgenommen werden, und da sah man, daß der
Schmied ein Loch in dem Mittelpunkte, wie gewoͤhnlich, gemacht hatte, und
nachdem er die Spindel ausgebessert, und an beiden Enden gehaͤrtet hatte, das
Loch offen ließ. Die Folge davon war, daß Kreise oder Ringe sich rings um das Loch
in dem Mittelpunkte bildeten, und andere correspondirende Kreise sich auf der
Stahlplatte fanden; dazu kam noch ein Stift, der in das Loch an dem Ende der Spindel
eindrang: alles dieß ruͤhrte davon her, daß man den Mittelpunkt der Spindel
entfernt hatte. Man untersuchte hierauf alle uͤbrigen Spindeln in der
Muͤhle, und fand, daß die Stahl-Flaͤchen, die einander
beruͤhrten, durch die erlittene Reibung weiter nichts als wechselseitig sich
poliert hatten, und jezt besser waren, als anfangs, wo sie noch neu gewesen sind.
Man sah also, wo der Fehler lag, und sandte die verdorbene Spindel und Platte zu dem
Werkmeister, der sie zuerst gemacht hatte, und der sie wieder in ihrer ersten Form
und Vortrefflichkeit herstellte.
Eine andere sehr bedeutende Ursache der Reibung entsteht durch das Abnuͤzen
der Zapfen der Spindeln in den messingenen Lagern. Diesem Uebel kann großen Theils
dadurch abgeholfen werden, daß man die Zapfen aus gehaͤrtetem Stahle
verfertigt, und Hager von erstarrtem Gußeisen (chilled
cast-iron) nimmt. Das erstarrte Gußeisen ist so hart, daß beinahe
nichts auf dasselbe einzuwirken vermag, und dabei so glatt als moͤglich. Man
erhaͤlt diese Lager, wenn man in die Sandformen Gußeisen-Bloͤke
legt, welche das genaue Gegenstuͤk oder das Erhobene (das Relief) der hohlen
halbkreisfoͤrmigen Lager sind, auf welche man gießt: diese Bloͤke
muͤßen gleichfalls so glatt als moͤglich seyn. In solchen Lagern
laufen die Zapfen wirklich mit sehr geringer Reibung.
Wir wollen jezt aus der reinen Erfahrung einige der wohltaͤtigen Folgen
darstellen, welche die Anwendung der hier aufgestellten Grundsaͤze auf ein
Raͤderwerk gewaͤhrt. Bei der Wassermuͤhle, von welcher wir oben
sprachen, war das Raͤderwerk urspruͤnglich nach der
gewoͤhnlichen Art, nach welcher die Muͤhle-Baumeister zu bauen
pflegen, eingerichtet, und man war zufrieden, wenn die hoͤlzernen
Zapfenzaͤhne ein halbes Jahr dauerten, ohne erneuert werden zu maͤßen. Die Spindeln aus
Gußeisen unterlagen gleichfalls einer großen Abnuͤzung, und mußten
oͤfters herausgenommen und durch neue ersezt werden: dieß war aber noch nicht
alles, denn ein großer Theil der Kraft der Muͤhle ging ganz und gar umsonst
verloren. Die Muͤhle ging bereits viele Jahre waͤhrend einer neun und
neunzigjaͤhrigen Pachtzeit, und war sehr in Verfall gerathen; da man ins
dessen eine neue Pachtfrist auf 99 Jahre erhielt, so entschloß der Paͤchter
sich, kein Geld zu sparen, um die Muͤhle so gut wie moͤglich
herzustellen, und die Kraft des Wassers auf die moͤglich vortheilhafteste
Weise zu benuͤzen. In dieser Hinsicht ward es noͤthig, an der
Geschwindigkeit der oberschlaͤchtigen Wasserraͤder eine bedeutende
Reduction vorzunehmen. Diese Raͤder hatten 16 Fuß im Durchmesser, und liefen
im Durchschnitte mit einer Geschwindigkeit, die ihnen 16 bis 18 Umdrehungen in einer
Minute gestattete, oder beinahe so schnell, als das Wasser selbst zu laufen
vermochte. Man beschloß daher, diese Geschwindigkeit auf jene zuruͤk
zufuͤhren, welche der beruͤhmte Smeaton in
seinem Werke „uͤber die Kraft des Windes und des Wassers auf
Maschinen“
„(Essay on the Powers of Wind and Water in
Maschinery)“ als die Vortheilhafteste angab. Smeaton stellt naͤmlich den Grundsaz auf, daß der
Umfang oberschlaͤchtiger Wasserraͤder im Allgemeinen nie mehr als 3
Fuß waͤhrend einer Sekunde durchlaufen soll. Hiedurch wurde die Bewegung der
Wasserraͤder von 16 auf ungefaͤhr 3 und eine halbe waͤhrend
einer Minute zuruͤkgefuͤhrt, und die Anwendung eines neuen
Raͤderwerkes unvermeidlich, um die erfoderliche Geschwindigkeit an den
verschiedenen Theilen der Muͤhle hervorzubringen. Nach der
gewoͤhnlichen Methode wuͤrde man nun ein großes Zahnrad
gewaͤhlt haben, das einen kleinen Drilling treibt. Dieses große
Mißverhaͤltniß wuͤrde indessen nur zwei Zaͤhne auf einmal auf
einander haben wirken lassen, und wuͤrde uͤberdieß noch auf die Form
dieser Theile selbst einen sehr unguͤnstigen Einfluß gehabt haben. Man
entschloß sich daher, 2 Triebstoͤke und 2 Raͤder anzuwenden, um auf
diese Weise hohe Triebstoͤke benuͤzen, und 3 Zaͤhne statt 2 auf
einmal in Thaͤtigkeit bringen zu koͤnnen. In dieser Hinsicht
befestigte man ein Zahnrad von 10 Fuß im Durchmesser auf dem Muͤhlbaume, und
ließ einen Drilling von Gußeisen von 30 Zoll im Durchmesser auf einer anderen Achse
von demselben treiben.
Auf dieser lezteren Achse ward ein anderes Zahnrad von 8 Fuß im Durchmesser
befestigt, welches auf einen Drilling von Gußeisen wirkte, der 20 Zoll im
Durchmesser hatte, und
auf der Achse des Trommelrades befestigt war. Hiedurch erhielt nun die Trommel die
gehoͤrige Geschwindigkeit, um bis Bohr-Spindeln und Schleifsteine zu
treiben. Die Zaͤhne des großen Rades waren 9 Zoll, die des zweiten oder
mittleren 3 Zoll breit, und die Zaͤhne der Drillinge standen damit im
Verhaͤltniße. Alle diese Zaͤhne waren, nach oben beschriebener Weise,
vollkommen epicykloidalisch, und die Zaͤhne der Drillinge wurden genau
darnach bemessen und vorgerichtet. Die Kosten waren allerdings bedeutend; allem sie
galten einmal fuͤr allemal; denn seit den vielen Jahren, als Hr. Gill diese Muͤhle kennt, durfte nicht ein einziger
Zahn ausgebessert werden, und es ging mehrere Jahre her, bis die Spuren des Meißels
von den Drillingen verschwanden.
Ein anderer Fall aͤhnlicher Art hatte gleichfalls bei dieser Muͤhle
Statt. Die 5 feinen Bohr-Spizen wurden von 5 Drillingen aus Gußeisen
getrieben, die in einander griffen. Ungluͤklicher Weise waren die
Zaͤhne derselben so schlecht geformt, daß sie sich unablaͤssig zu
Pulver rieben, und haͤufig mit neuen ausgewechselt werden mußten. Man
entschloß sich, auch diesem Uebel abzuhelfen, und ließ ein Modell-Rad aus
weicher Glokenspeise verfertigen, dessen Zaͤhne vollkommen epicykloidal
waren. Man ließ 5 Drillinge nach diesem Modelle aus Eisen gießen, und stellte sie
auf; und obschon das Modell etwas verduͤnnt zulaufen mußte, damit man die
Triebstoͤke nach dem Guße aus dem Model bringen konnte, so hatte dieß, in dem
sie verkehrt gegeneinander aufgestellt wurden, doch keine nachtheiligen Folgen. Sie
wurden so, wie sie aus dem Guße kamen, ohne alles weitere Zuthun, aufgestellt, und
rieben sich so wenig aneinander ab, daß sie, in Folge der geringen Einwirkung auf
einander, sich sehr bald polierten, und zeither keine Ausbesserung noͤthig
hatten.
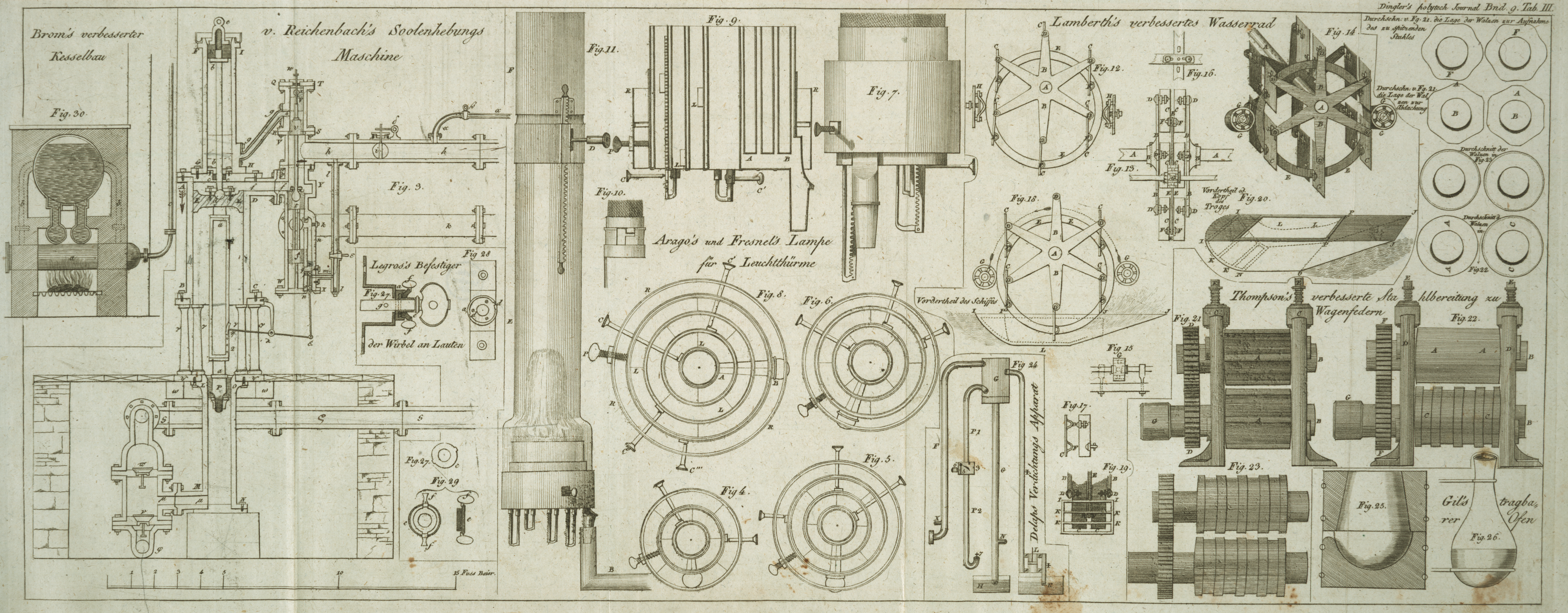
Nur einige Bemerkungen uͤber das offenbar Unschikliche der Zaͤhne, die
in irgend einer anderen Form, als jene der Epicykloide, gebildet sind. Wirft man
einen Blik auf Fig.
1. Tab. III, so sieht man, daß 3 Zaͤhne des Rades auf einmal in den
Drilling eingreifen, und 2 derselben die Zaͤhne des Drillinges unmittelbar
beruͤhren, in dem die gekruͤmmten Theile staͤts auf die
Halbmesser des Rades sowohl, als des Drillinges wirken, und nie sich wechselseitig
beruͤhren oder stoßen.
Und nun wollen wir fragen, ob es eine andere krumme Linie gibt, welche, auf
Zaͤhne von Raͤdern und Drillingen angewendet, dieselben so wirken
laͤßt, wie diese, und, wie diese, sie so in einander passen und
sich wechselseitig ausfuͤllen laͤßt, und die folglich, wenn
das Rad den Triebstok treibt, oder umgekehrt, wie es bei Maschinen
gewoͤhnlich der Fall ist, so wenig Ruͤkschlag (back-lash) oder Verlust gibt? Oder, ob es eine Linie gibt, welche
den Zaͤhnen mehr Staͤrke zu geben erlaubt, als diese? Wir glauben, daß
es unmoͤglich seyn wird, diese Fragen bejahend zu beantworten, und hoffen,
daß man uns erlaubt, zu behaupten: daß die Epicykloide die
einzige krumme Linie fuͤr Zaͤhne an Raͤdern und
Drillingen ist.
Eben dieß gilt auch von der Cykloide fuͤr
Zaͤhne an Raͤdern und Drillingen, welche in Zahnstoͤke
eingreifen. Fig.
2 in Tab. III. zeigt, daß 3 Zaͤhne des Zahnstokes in jene des
Drillinges eingreifen, und zwei davon in unmittelbarer Beruͤhrung stehen. Man
vermuthe ja nicht, daß sie so dargestellt sind, um ihre Formen nach einer
eingebildeten Theorie zu verzerren; sie sind so dargestellt, weil sie, nach den oben
aufgestellten Grundsaͤzen, so seyn muͤßen; so stellte sie auch Hr. Lowry in seiner Original-Zeichnung dar, von
welcher diese hier eine genaue Copie ist. Wir hoffen demnach, daß man uns erlauben
wird zu behaupten: die Cykloide ist die einzige krumme Linie
fuͤr Zaͤhne an Raͤdern und Triebstoͤken, die in
Zahnstoͤke eingreifen.
Wir hoffen ferner, daß man es nicht mehr fuͤr noͤthig erachten wird,
bei den fehler haften Formen der Zaͤhne der
Raͤder und Triebstoͤke, die nach den irrigen Grundsaͤzen des
Hrn. Camus gebildet sind, laͤnger zu verweilen:
die nach diesen Grundsaͤzen erzeugten Krummen sind gaͤnzlich verfehlt,
und jeder, der sich der Muͤhe unterziehen will, dieselben zu zeichnen, wird
sich leicht hievon uͤberzeugen koͤnnen.
Was die Anwendung der Cykloide, an der Stelle der Epicykloide, auf die Zaͤhne
der Raͤder und Triebstoͤke, die in einander eingreifen, betrifft, so
ist es offenbar, daß diese Methode des Hrn. Prof. Robinson, außer der Unschiklichkeit der Anwendung einer zwischen einer
geraden und krummen Linie erzeugten krummen Linie auf Koͤrper, die sich
staͤts in krummen Linien bewegen, auch keine von jenen Abweichungen an den
krummen Linien der Zaͤhne gestattet, die in Hinsicht auf die verschiedenen
Durchmesser der Raͤder und Drillinge selbst so sehr noͤthig ist, da
die krummen Linien des Rades und des Triebstokes abgesondert von einander gebildet
werden, und keiner Abaͤnderung faͤhig sind, waͤhrend die
Epicykloide zwischen Kreisen der urspruͤnglichen Durchmesser des Rades sowohl,
als des Drillinges erzeugt wird, und sich bei jeder Veraͤnderung an denselben
gleichfalls aͤndert.
Da wir nun die Vortheile der Anwendung der Cykloide und der Epicykloide auf die
Zaͤhne der Raͤder, Drillinge und Zahnstoͤke, so wie die
LeichtigkeitWenn wir gegen nichts in dieser Abhandlung protestiren, so glaube wir, und
zwar aus Erfahrung, gegen dieses Woͤrtchen Leichtigkeit der Anwendung wenigstens bei deutschen Schlossern und
Zimmerleuten protestieren zu muͤßen, nicht
bloß zu koͤnnen. Nur fuͤr die geringe Zahl der etwas
Gebildeten unter dieser Klasse von Arbeitern koͤnnte vielleicht eine
sehr populaͤr abgeschriebene Abhandlung uͤber diesen
Gegenstand von einigem Nuzen seyn. So wenig man aber unsere
gewoͤhnlichen Zimmer-Mahler ohne Patronen mit allen
Abhandlungen von Albert Duͤrer und da Vinci nur einen geraden Strich wird machen
lehren, so wenig wird ein Schlosser oder Zimmermann sich eine passende
Cykloide oder Epicykloide auf die Zaͤhne seiner Raͤder nach
den Abhandlungen der HHn. White und Gill verzeichnen. Es waͤre, wie es dem
Uebersezer scheint, sehr zu wuͤnschen, daß irgend ein Mathematiker
sich die Muͤhe nicht reuen ließe, fuͤr Raͤder und
Triebstoͤke von verschiedenem Durchmesser die Epicykloiden der
Zaͤhne derselben zu zeichnen, wenigstens von 1/2 Zoll zu 1/2 Zoll bei
den groͤßeren, von einem Zolle angefangen, damit derjenige, der sich
eine Maschine bauen laͤßt, darnach Patronen verfertigen
koͤnnte, die er dem Schlosser oder Zimmermanne zur genauen
Nachachtung mittheilte. Solche Zeichnungen waͤren fuͤr das
praktische mechanische Leben eben so noͤthig, als
Muͤnz-Tabellen fuͤr das Leben im Comptoir. A. d.
Ueb. dieser Anwendung gezeigt haben, so hoffen wir, dieselbe bald allgemein
eingefuͤhrt zu sehen. Ebendieß erwarten wir auch hinsichtlich der
Verminderung der Reibung an den Spindeln.
Tafeln