| Titel: | Ueber eine gewiße Verbesserung bei der Bildung und Bereitung des Stahles zu Wagen-Federn, vorzüglich aber zu Kutschen-Federn, worauf John Tompson, in Regent-street, Westmünster, und bei den Londoner-Stahlwerken dd. 2. März. 1822. ein Patent erhielt. |
| Fundstelle: | Band 9, Jahrgang 1822, Nr. XV., S. 162 |
| Download: | XML |
XV.
Ueber eine gewiße Verbesserung bei der Bildung und Bereitung des Stahles zu Wagen-Federn, vorzüglich aber zu Kutschen-Federn,
worauf John Tompson, in Regent-street, Westmünster, und bei den Londoner-Stahlwerken dd. 2. März. 1822. ein Patent erhielt.
Aus dem Repertory of Arts, Manufactures et Agriculture, Sept. 1822. S. 194.
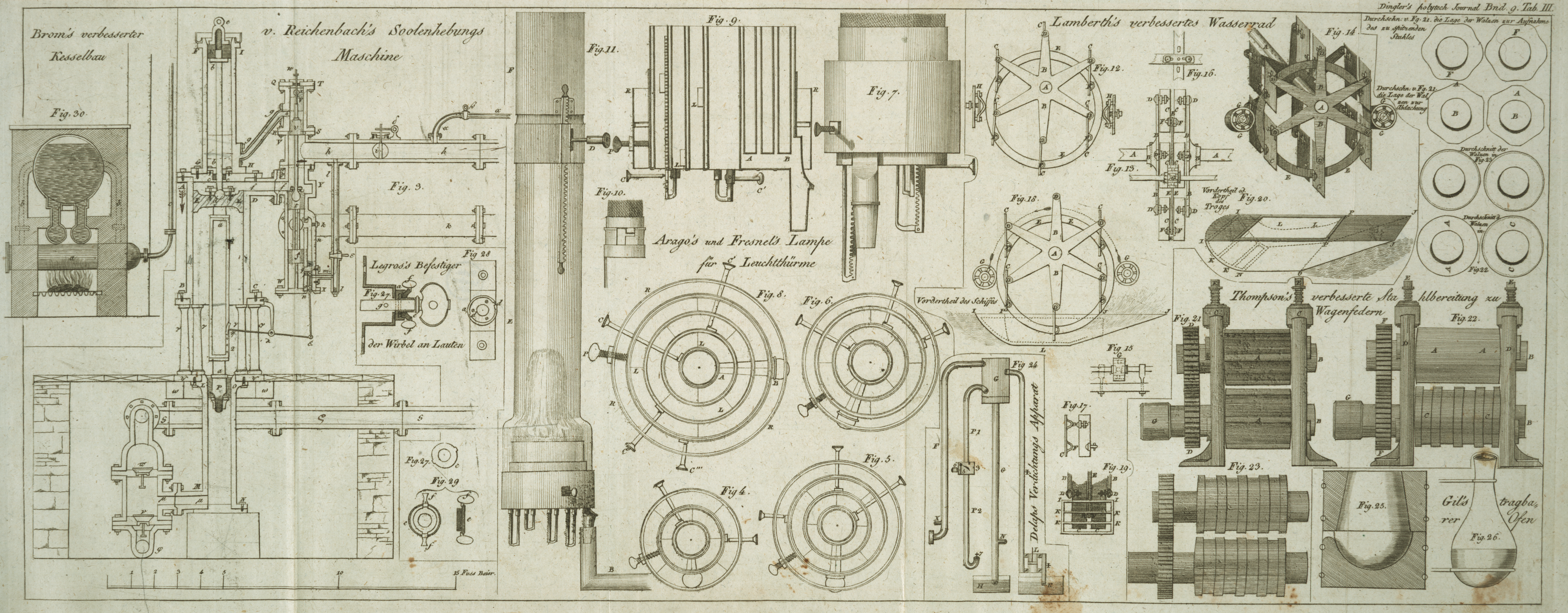
Mit Abbildungen auf Tab. III.
Thompson über Verbesserung bei Bereitung des Stahles zu Wagen-Federn.
Durch diese Verbesserung wird nicht bloß eine bedeutende Menge
von Arbeit erspart, sondern der Stahl zugleich auch besser, und die Feder
wohlfeiler.
Abgesehen von der großen Mannigfaltigkeit von Formen, welche man den Wagen und
Kutschen-Federn bisher gegeben hat, so werden doch die Bestandtheile
derselben allgemein als Stangen oder Platten verfertigt, welche in ihrer Dike die
Form eines Keiles oder eines Doppel-Keiles besizen, und die fuͤr die
Federn-Schmide gefertigten Stahlstuͤke sind beinahe durchaus, sowohl
ihrer Breite als Dike nach, parallele Stangen, welche in der Folge mittelst des
Hammers ihre gehoͤrige Gestalt erhalten. Diese Arbeit macht viele
Muͤhe, Auslagen und gibt noch unsichere Waare. Hr. Thompson gibt nun den zu Federn bestimmten Stahl-Stangen ihre
noͤthige keilfoͤrmige Form statt mit dem Hammer mittelst
Strekwalzen.
Fig. 21
stellt ein Paar dieser Spiz-Walzen (pointing
rollers) dar. Diese Walzen muͤßen mit einer hinlaͤnglichen
Menge flacher
Stellen an ihrer aͤußeren Flaͤche versehen seyn, und diese flachen
Stellen muͤßen an jeder Walze einander gegen uͤber stehen, so wie die
gekruͤmmten oder zusammendruͤkenden Theile derselben. Der Zwek, den
man bei diesen Walzen beabsichtigt, ist, die Spizen oder Enden der zu Federn
bestimmten Stahl-Stangen zu verduͤnnen, damit sie leichter zwischen
die abnehmenden Walzen eingeschoben werden koͤnnen: und dieß geschieht durch
die gekruͤmmten oder zusammendruͤkenden Theile der Walzen auf ihrer
Peripherie, die nur zwei Zoll lang sind. Nachdem die Spize der Stange auf diese
Weise ihrer Dike nach verduͤnnt wurde, so kann sie, in dem die flachen Theile
der Walze alle einander gegenuͤber stehen, leicht aus den Walzen
herausgezogen werden.
Fig. 22.
zeigt ein Paar abnehmende Walzen mit excentrischen Furchen laͤngs der unteren
Walze. Diese Walzen muͤßen, ihrem Umfange nach, so groß seyn, daß dieser
nicht nur der Laͤnge der zu einer Feder zu verduͤnnenden Stange gleich
ist, sondern sie muͤßen auch, in Hinsicht auf Druk, als eine flache oder
schlafende Walze wirken, damit man die Stange, sobald sie hinlaͤnglich
verduͤnnt ist, zwischen denselben herausziehen kann.
GG ist eine Walze mit irgend einer schiklichen
Zahl von Furchen, welche der Breite und Dike der zu Federn bestimmten Stangen oder
Platten angemessen sind. BB sind die Haͤlse
dieser Walzen. AA ist eine flache cylinderische
Walze. DD sind die Saͤulen, welche die
Walzen tragen. EE sind die Bind- oder
Stoß-Schrauben, welche die Walzen zusammenhalten, um die Dike irgend einer zu
verduͤnnenden Stange oder Plane, nicht aber das Verhaͤltniß der
Verduͤnnung sowohl der Substanz als der Laͤnge nach zu bestimmen:
dieses wird lediglich durch die Dimensionen der Furchen in der Walze CC gegeben, FF
sind die Zahn-Raͤder, welche die der Walze CC mitgetheilte Bewegung auf die obere Walze AA uͤbertragen. G ist die Verbindungs-Buͤchse, welche die Walze C mit der treibenden Kraft verbindet.
Die gefurchte Walze kann Ueber oder unter der flachen cylindrischen Walze angebracht
und mit Zahnraͤdern zur Bewegung dieser Walzen verbunden seyn. Man kann auch,
wie in Fig. 3,
zwei gefurchte Walzen anwenden. Die zugespizte Stange oder Platte kommt dann in die
erfoderliche Furche, und zwar entweder an jenem Theile der Furche, welcher von dem
Mittelpunkte am meisten entfernt ist, oder an dem flachen Theile der Walze.
Die Walzen werden waͤhrend ihrer Bewegung durch diese excentrischen oder
ungleich vertieften Furchen eine Stange oder Platte von verschiedener Dike, nach der
Excentricitaͤt dieser Furchen bilden, und keilfoͤrmig
verduͤnnen. Die Stangen oder Platten zu Federn muͤßen, wie es bei
Stahl-Stangen gewoͤhnlich geschieht, roth gluͤhend
gewaͤlzt werden; Herr Thompson fand es aber
hoͤchst vorteilhaft, dieselben nach her kalt zu rollen, wodurch sie mehr
gehaͤrtet, glatter, und von den Schuppen an der Oberflaͤche gereinigt
werden. Er bedient sich auch flacher Walzen, deren aͤußerste
Oberflaͤche excentrisch gegen ihre Zapfen oder Haͤlse ist, deren von
dem Mittelpunkte am weitesten entfernt stehende Theile aber, bei gleichem
Durchmesser der Walzen, einander gegenuͤber stehen. Er hat die Umdrehung der
Walzen so eingerichtet, daß ihre Oberflaͤchen sich gleichmaͤßig von
einander entfernen, wenn sie von dem naͤchsten Beruͤhrungspunkte aus
einander fahren, bis sie in die weiteste Entfernung gelangen, wodurch dann
nothwendig die gegen die Spize hin sich verduͤnnende keilfoͤrmige oder
doppelt keilfoͤrmige Form entsteht.
Die Anwendung dieser Walzen fodert bedeutende Aufmerksamkeit und Geschiklichkeit von
Seite des Arbeiters, um die Stahl-Stange zwischen solche Theile der Walzen zu
bringen, die einander am naͤchsten kommen. Doch wird ein geschikter und der Arbeit bei einem
Strekwerke kundiger Mann sich bald die noͤthige Geschiklichkeit bei diesen
Walzen verschaffen, und den Stangen die beliebige Abdachung (nip) geben koͤnnen, je nachdem er sie durch diese oder jene Furche
oder flache Walzen laufen laͤßt.
Hr. Thompson kann bei seiner Strek-Maschine die
Stangen oder Platten von der Mitte gegen die beiden Enden hin, oder von den Enden
gegen die Mitte hin verduͤnnen, und die uͤbrigen Theile als
Parallelopipede unberuͤhrt lassen, und mittelst dieser Walzen alles leisten,
was bisher durch den Hammer geschah.
Die punktirten Linien in den Durchschnitten der Walzen zeigen den Lauf der
excentrischen Furchen in Fig. 22 und 23.
Tafeln