| Titel: | Beschreibung der großen Bandana-Gallerie, in der Türkisch-Roth Factorey der HHrn. Monteith und Comp. zu Glasgow. |
| Fundstelle: | Band 12, Jahrgang 1823, Nr. XXI., S. 73 |
| Download: | XML |
XXI.
Beschreibung der großen Bandana-Gallerie, in der
Türkisch-Roth Factorey der HHrn. Monteith und Comp. zu Glasgow.
Aus dem Quaterly Journal of Science in Gill's technical
Repository. August 1823. S. 105.
Mit Abbildungen auf Tab.
I. und einem Zusaz vom Herausgeber.
HH. Monteith und Comp. Beschreibung der großen
Bandana-Gallerie.
Die Vortheile liberaler Gesinnungen zeigen sich nirgendwo
deutlicher, als in den gegenwaͤrtigen Fortschritten chemischer
Kuͤnste. Noch vor 25 Jahren waren chemische Fabrikanten gewohnt, ihre
Arbeiten, wie einst die Charlatane des Mittelalters, mit dem Siegel des Geheimnisses
zu verschließen. Sie waͤhnten, und ganz natuͤrlich meistens ohne allen
Grund, daß sie allein im Besize Wunder wirkender Recepte waͤren, deren
Bekanntmachung ihnen Tod und Verderben bringen muͤßte. Die bemittelte
Eigenthuͤmer chemischer Fabriken waren damals gewoͤhnlich ohne alle
praktische Kenntniß in der Chemie. Sie waren daher gezwungen, von gewissen
arbeitenden Adepten abzuhaͤngen, die sie sich mit schwerem Gelde miethen mußten, um ihre
Fabriken zu leiten. Diese Adepten waren aber gewoͤhnlich Leute, die vorher
als Handlanger in irgend einer aͤhnlichen Fabrik dienten, und sich eine
oberflaͤchliche Kenntniß der Routine des Geschaͤftes erwarben: ohne
alle Erziehung, ohne alle Bildung, ohne alle Kenntniß und Uebersicht des
Geschaͤftes, das sie leiten sollten, hatten sie ohne Unterlaß mit
unuͤbersteiglichen Schwierigkeiten zu kaͤmpfen, und fielen von Zeit zu
Zeit in die verderblichsten Fehler. Die kleinsten Abweichungen in der
Qualitaͤt der Materialien, die sie anwendeten, in der Mischung derselben, in
der Temperatur, in der Dauer der Arbeit erzeugten die entgegengeseztesten Resultate,
die sie weder vorsehen noch leiten, und denen sie noch weniger zuvorkommen konnten.
Wenn auch, insofern eine Operation einmal gelang, der Gewinn bei derselben groß war,
so mißlang doch diese Operation weit haͤufiger, und der Verlust war nicht
selten dabei so groß, daß das ganze Gewerbe nicht wenig unsicher und kummervoll
wurde. Hieraus lassen sich die Fallimente chemischer Fabriken eben so gut als ihr
schnelles Emporkommen erklaͤren; die eine erhob sich eben so schnell zu
unerwartetem Reichthume, als die andere in unvorgesehenes Ungluͤk
stuͤrzte.
Endlich wurden die Besizer chemischer Fabriken des Vasallen-Zustandes muͤde,
in welchem sie von ihren eigenen, eigennuͤzigen und eigensinnigen Mischlingen
gehalten wurden; sie wollten sich nicht mehr laͤnger auspluͤndern
lassen, und fingen an, die Grundsaͤze, worauf ihr Kunstgewerbe beruht, zu
studiren, und geriethen dadurch in den Umgang wissenschaftlich gebildeter
Maͤnner. Sie sahen nun zum erstenmale ein, daß sie bei ihren sogenannten
chemischen Processen nur dadurch Bestimmtheit und Sparsamkeit erlangen konnten, wenn
sie sich derselben Grundsaͤze bedienten, welche die Aerzte bereits lang
vorher unter dem Schuze oͤffentlicher Geseze gegen die unsichere
Geheimnißkraͤmerei der Apotheker mit dem gluͤklichsten Erfolge geltend
machten. In dieser Ueberzeugung beriethen sie sich mit Chemikern uͤber ihre
Unfaͤlle, und uͤber die Schwierigkeiten, mit welchen sie zu
kaͤmpfen hatten. Winke von hoͤherer oder minderer Bedeutung wurden
gegeben und befolgt, und diese fuͤhrten den Fabrikanten zu neuen Fragen, und
den Chemiker zu neuen
Untersuchungen. Auf diese Weise entstand eine Verbindung zwischen Theorie und
Praxis, welche in wenigen Jahren viele Zweige der chemischen Kuͤnste in
unserem Lande auf einen ungewoͤhnlich hohen Grad von Vollkommenheit
erhob.
Ohne Zweifel muß es viele Faͤlle gegeben haben, in welchen Chemiker von
einigem Range dem Fabrikanten einen schlechten Rath ertheilten, indem wir chemische
Schriftsteller Recepte zu Verfahrungsarten herausgeben sehen, die nicht bloß sehr
nachtheilig, sondern sogar absurd sind. Solche Mißleitungen sind beinahe immer die
Folge von Vernachlaͤssigung gehoͤriger Versuche nach dem
gehoͤrigen Maßstabe, oder von Sorglosigkeit bei Anstellung derselben, oder
wohl gar von oberflaͤchlicher Kenntniß der Grundsaͤze der Wissenschaft
selbst. Es ist eine Arbeit, die jeder kann, eine blendende Menge klassischer
Versuche zusammen zu tragen, und daruͤber sehr beredt zu commentiren, ohne
selbst philosophischer oder praktischer Chemiker zu seyn.
Die Verbindung zwischen Wissenschaft und Kunst, die in unserem Lande die spaͤt
gereifte Frucht der Nothwendigkeit gewesen ist, war, unter dem Schuze der
RegierungNapoleon's I. Siehe polytechn. Journ. B.
10. S. 510., laͤngst schon in Frankreich gediehen, und hatte eine bedeutende
Ausdehnung erhalten. Der beruͤhmte Staatsminister, Colbert, der die hellsten
Ansichten uͤber Staatswirthschaft besaß, die jemals einem Minister zu Theil
geworden sind, gruͤndete eine wissenschaftliche Schule zur Leitung und zum
Beistande der Faͤrbereien in Frankreich. Aus dieser Schule, die unter der
Leitung einer Reihe ausgezeichneter Chemiker fortbestand, gingen die
unschaͤzbaren Untersuchungen uͤber die schoͤnste, aber zugleich
auch am meisten verwikelte chemische Kunst hervor, uͤber die
Faͤrberei, und diesen Untersuchungen verdankt Frankreich einen großen Theil
seiner Ueberlegenheit in diesem hoͤchst eintraͤglichen Zweige seiner
National-Industrie.
Die Manufactur der HHrn. Monteith und Comp. war schon seit vielen Jahren in der
commerciellen Welt wegen der Guͤte und Schoͤnheit ihrer
Baumwollen-Fabrikate beruͤhmt. Ihr Krapproth wetteifert an Glanz und Festigkeit mit jeder
Adrianopel-Waare, und die weißen Zeichnungen, die uͤber ihre rothen Kattune
hingestreut sind, uͤbertreffen an Reinheit, Eleganz und Schaͤrfe der
Umrisse die reinsten urspruͤnglichen Bandana-Muster.
Die eben so reichen als aufgeklarten Eigenthuͤmer dieser Fabrik haben von
jeher dafuͤr gesorgt, alles, was die neuesten Entdekungen und Fortschritte in
der Chemie und Mechanik darbothen, zu ihrem Vortheile zu benuͤzen, und ihre
Factorei verdient in dieser Hinsicht als eine Schule praktischer Wissenschaft
studirt zu werden. Die Erlaubniß, die sie uns gewaͤhrten, ihre
Entfaͤrbungs-Gallerie (discharging-gallerey) zu
beschreiben, ist ein Beweis ihrer liberalen Gesinnungen sowohl als des
wohlgegruͤndeten Selbstgefuͤhles, daß das auf ihre Fabrik verwendete
Capital, und die Geschiklichkeit, mit welcher in derselben gearbeitet wird,
sicherere Buͤrgen fuͤr den besseren Absaz sind, den ihre Waaren auf
allen Marktplaͤzen von Europa finden, als die strengste
Geheimnißkraͤmerei uͤber ihr Verfahren. Sie haben daher nur selten
Fremden, die sich entweder durch ihren Character oder durch ihre Kenntnisse
auszeichneten, die Erlaubniß versagt, ihre Manufactur zu besehen; eine
Gefaͤlligkeit, die man nie ohne Vergnuͤgen und Unterricht
genuͤzt haben wird.
Ihre neuen hydrostatischen Pressen haben sie im Jahre 1813 unter der Leitung des Hrn.
Georg Ridger, des Aelteren, ihres Geschaͤftsfuͤhrers, vollendet. Sie
besizen derselben sechzehn, die ungemein schoͤn gebaut sind, und in Einer
Reihe dastehen, vier und vier bei einander. Die Zwischenraͤume zwischen einer
jeder Partie derselben dienen den Arbeitern zum Durchgange, um leicht auf den
Ruͤken der Presse gelangen zu koͤnnen. Jede Partie oder
Unterabtheilung nimmt 25 Fuß ein; die ganze Laͤnge des Apparates
betraͤgt demnach 100 Fuß.
In jeder Presse befinden sich ein paar Muster in Blei (oder wie sie es nennen, ein
paar Platten (plates), deren
Verfertigungsweise unten angegeben werden wird. Die eine dieser Platten ist an dem
oberen Bloke der Presse befestigt, und dieser Blok ist so vorgerichtet, daß er sich
an einer Art von allgemeinem Gelenke (universal joint)
dreht, wodurch diese Platte sich desto genauer an die untere anlegt. Leztere ruht auf dem
beweglichen Theile der Presse, gewoͤhnlich Schwelle (sill) genannt. Wenn diese in die Hoͤhe gedruͤkt wird, so
passen die beiden Muster mittelst Leit-Stiften an den Eken, die mit der
groͤßten Sorgfalt eingepaßt werden, hoͤchst genau auf einander.
Die Kraft, welche diese große hydrostatische Reihe in Bewegung sezt, befindet sich in
einem besonderen Zimmer, das Maschinen-Zimmer genannt.
Die Maschine besteht ans zwei Cylindern von besonderem Baue, mit genau in dieselben
passen, den cylindrischen Staͤmpeln und drei kleinen Drukpumpen an jedem
Cylinder, die von einer Dampfmaschine getrieben werden.
Der Staͤmpel des groͤßeren Cylinders hat acht Zoll im Durchmesser, und
ist oben mit einem Gewichte von 5 Tonnen beladen: er kann durch einen ledernen
Halsring ungefaͤhr zwei Fuß hoch aufsteigen. Der Staͤmpel des anderen
Cylinders hat nur Ein Zoll im Durchmesser, und ist gleichfalls mit einem Gewichte
von 5 Tonnen oben beladen, und steigt 2 Fuß hoch durch einen Halsring.
Wenn nun die Staͤmpel auf dem untersten Puncte stehen, so werden 4–6
kleine Drukpumpen durch die Dampfmaschine in Bewegung gesezt: zwei um den
groͤßeren, und zwei um den kleineren Staͤmpel zu heben. In kurzer Zeit
ist so viel Wasser in die Cylinder gebracht, daß die belasteten Staͤmpel ihre
hoͤchsten Puncte erreicht haben, und nun sind sie bereit auf die
hydrostatischen Drukpressen zu wirken, indem der Druk des Wassers unter der Erde
durch starke kupferne Roͤhren von kleinem Durchmesser aus einem Zimmer in das
andere geleitet wird.
An jeder Presse befinden sich zwei Klappen; die eine oͤffnet eine Verbindung
zwischen dem ersten großen Cylinder, und dem Cylinder der Presse; die andere
zwischen dem ersten kleinen Cylinder und der Presse. Der Dienst der unteren ist kein
anderer, als lediglich den unteren Blok der Presse zu heben, und in
Beruͤhrung mit dem oberen zu bringen; die zweite gibt dem Stoffe den
gehoͤrigen Druk. Eine dritte Klappe ist an der Presse angebracht, um das
Wasser aus ihrem Cylinder zu entleeren, wenn die Presse nachlassen soll, damit man
den Stoff wegnehmen oder durchziehen kann.
Zwoͤlf bis vierzehn Stuͤke, die vorlaͤufig tuͤrkisch-roth
gefaͤrbt wurden, werden durch eine besondere Maschine so parallel als
moͤglich uͤber einander gestrekt, und uͤber einen
hoͤlzernen Cylinder, die Trommel genannt, aufgerollt, welcher sodann auf den
Ruͤken der Presse in gehoͤriger Lage aufgelegt wird. Ein Theil dieser
vierzehn Lagen, so groß als die Flaͤche der Platten, wird hierauf zwischen
denselben mittelst Haken, die an den beiden Enden der Stuͤke angebracht
werden, durchgezogen. Wenn man nun die mit dem ersten achtzoͤlligen Cylinder
verbundene Klappe oͤffnet, so tritt das Wasser in den Cylinder der Presse,
und hebt augenbliklich den unteren Blok derselben, so daß die untere Platte mit dem
darauf liegenden Zeuge genau an die obere angedruͤkt wird. Nun wird diese
Klappe geschlossen, und die obere geoͤffnet. Der Druk von 5 Tonnen an dem
einzoͤlligen ersten Cylinder wirkt nun auf den Staͤmpel der Presse von
acht Zoll im Durchmesser. Die wirklich ausgeuͤbte Kraft wird also hier 5
× 8² = 320 Tonnen, da die Flaͤchen der Cylinder sich
verhaͤlten, wie die Quadrate ihrer Durchmesser. Der Stoff wird also zwischen
die bleiernen Muster-Platten mit einem Druke von 320 Tonnen gepreßt (= 640000
Pf.)
Nun muß die bleichende oder entfaͤrbende Fluͤssigkeit
(waͤsserige Chlorine, die man erhaͤlt, wenn man Schwefelsaͤure
zu einer Aufloͤsung von chlorsaurem Kalke sezt,) auf den Stoff gebracht
werden. Diese Fluͤssigkeit befindet sich in einer großen Cisterne in einem
nahe gelegenen Hause, aus welcher sie nach Belieben in mehrere kleinere bleierne an
den Pressen angebrachte Cisternen geleitet wird. Diese Cisternen haben graduirte
Weiser-Roͤhren, um die Menge Fluͤssigkeit zu bestimmen, welche zur
Entfaͤrbung des bestimmten Musters noͤthig ist. Die Sperrhaͤhne
an den Roͤhren und Cisternen, welche diese Fluͤssigkeit enthalten,
sind alle von Glas.
Aus der Maß-Cisterne fließt die Fluͤssigkeit in die Hoͤhlungen der
oberen Bleiplatte, und senkt sich von diesen auf den Stoff nieder, durchdringt ihn,
zieht die rothe Farbe aus, und wird mittelst einer Furche in dem unteren Bloke
endlich in die Abzugsroͤhre geleitet. Sobald die Chlorin-Fluͤssigkeit
durch ist, wird, auf dieselbe Weise, Wasser durchgelassen, um alle Chlorine
wegzuschaffen, indem sonst, wenn der Druk der Presse nachgelassen wird, die Umrisse der
entfaͤrbten Figuren nicht scharf genug seyn wuͤrden. Der Durchgang der
entfaͤrbenden Fluͤssigkeit durch den Stoff, so wie der des Wassers,
wird durch einen pneumatischen Apparat oder durch ein Geblaͤse gelegentlich
unterstuͤzt. Dieser leztere Apparat besteht aus einem großen Gasometer, aus
welchem die einem maͤßigen Druke unterworfene Luft hervortritt, und in der
Richtung der Fluͤssigkeit auf die Lagen des Stoffes wirkt. Durch einen
gelegentlichen Rieb an dem Luft-Sperrhahne kann der Arbeiter auch die
gleichfoͤrmige Vertheilung der entfaͤrbenden Fluͤssigkeit
uͤber alle Hoͤhlungen der oberen Platte sichern. Wenn viele Waaren
abgeliefert werden muͤssen, wird der Luft-Apparat stark gebraucht, indem der
Arbeiter dadurch sein Product verdoppeln kann.
Die zur Entfaͤrbung noͤthige Zeit in der ersten Presse reicht hin, um
die drei anderen Arbeiter die uͤbrigen fuͤnfzehn in Gang bringen zu
lassen. Der Entfaͤrber (discharger) geht nun von
Presse zu Presse; laͤßt Entfaͤrbungs-Fluͤssigkeit, Luft und
Wasser zu, und ihm folgen in gehoͤrigen Zwischenraͤumen die
Gehuͤlfen, die die Presse nachlassen, ein anderes Stuͤk von Stoffen
hervorziehen, und die Pressen wieder herstellen. Sobald die Fluͤssigkeit in
die sechszehnte Presse eingelassen wird, ist es Zeit die erste Presse zu
oͤffnen. Auf diese Weise gehen 10 Minuten hin; d.h., 224 Saktuͤcher
(16 × 14) werden in 10 Minuten nach ihrem Muster entfaͤrbt. Auf diese
Art werden nach und nach die Stuͤke ganz durchgezogen und behandelt.
Wenn die Stoffe aus der Presse kommen, laufen sie vorne durch zwei Walzen, und kommen
von diesen in einen untergesezten Trog mit Wasser, worauf sie den Waͤschern
und Bleichern zur Vollendung uͤbergeben werden. Auf diese Weise werden mit 16
Pressen 1600 Stuͤke, jedes zu 12 Yards (36 Fuß), oder 19,200 Yards, durch
vier Arbeiter in 10 Stunden in die herrlichsten Bandanas verwandelt.
Die Muster oder Platten, welche in die Pressen kommen um die weißen Figuren auf den
Stoffen zu bilden, werden auf folgende Weise aus Blei verfertigt. Ein Gitter-Rahmen
aus Gußeisen, ein Zoll dik und die Kanten aufwaͤrts gebogen, so daß er einen
Trog bildet, der etwas groͤßer ist als das Bleimuster, dient als feste
Grundlage. In diesen Trog kommt eine Bleiplatte von ungefaͤhr 1/2 Zoll Dike, und
wird darin mittelst von Unten aufsteigenden Schrauben-Naͤgeln gehoͤrig
befestigt. An die Kanten dieser Bleiplatte werden die Enden eines Bleiblattes
angeloͤthet, welches die ganze aͤußere Flaͤche des eisernen
Gestelles bedekt, und auf diese Weise wird ein fester Zoll tiefer Trog gebildet. Der
aufrecht stehende Rand gibt nicht nur der Platte große Staͤrke, sondern dient
auch zur Aufnahme der Fluͤssigkeit. Nun wird ein duͤnnes Bleiblatt auf
die dike Bleiplatte, wie Furnitur auf Toiletten-Tische, aufgelegt und an den Kanten
angeloͤthet. Beide Stuͤke Blei muͤssen vorher durch
Haͤmmern auf einer glatten Steinplatte vollkommen eben gemacht, und dann mit
einem Hobel uͤbergangen werden. Die Oberflaͤche des duͤnnen
Bleiblattes wird, nach vorlaͤufig geschehener Befestigung, mit Zeichenpapier
belegt, welches darauf aufgepappt wird, und auf dieses wird das Muster gezeichnet,
und dem Model-Schneider uͤbergeben. Dieser heftet nun zufoͤrderst alle
Theile des Musters, welche dicht bleiben muͤssen, mit messingenen Nadeln
nieder, und schneidet mit den kleinen Instrumenten, die die Modelschneider
gewoͤhnlich zur Verfertigung der krummen Linien der Muster brauchen,
senkrecht durch das duͤnne Blatt durch. Die auf diese Weise ausgeschnittenen
Stuͤke lassen sich leicht herausheben, und bilden so die Canaͤle,
durch welche die weißen Figuren auf dem rochen Stoffe entstehen. Am Grunde dieser
Canaͤle wird eine hinlaͤngliche Anzahl von Oeffnungen durch die dikere
Bleiplatte gemacht, damit die entfaͤrbende Fluͤssigkeit leicht ein und
ausfließen kann. Wenn auf diese Weise eine Platte fertig ist, wird mit
Drukerschwaͤrze in der hydrostatischen Presse ein Abdruk davon auf das Papier
gemacht, womit eine zweite Platte uͤberpappt ist, und so gibt jedes paar
Platten ein Muster, das nach Belieben in die Presse gethan, und herausgenommen
werden kann.
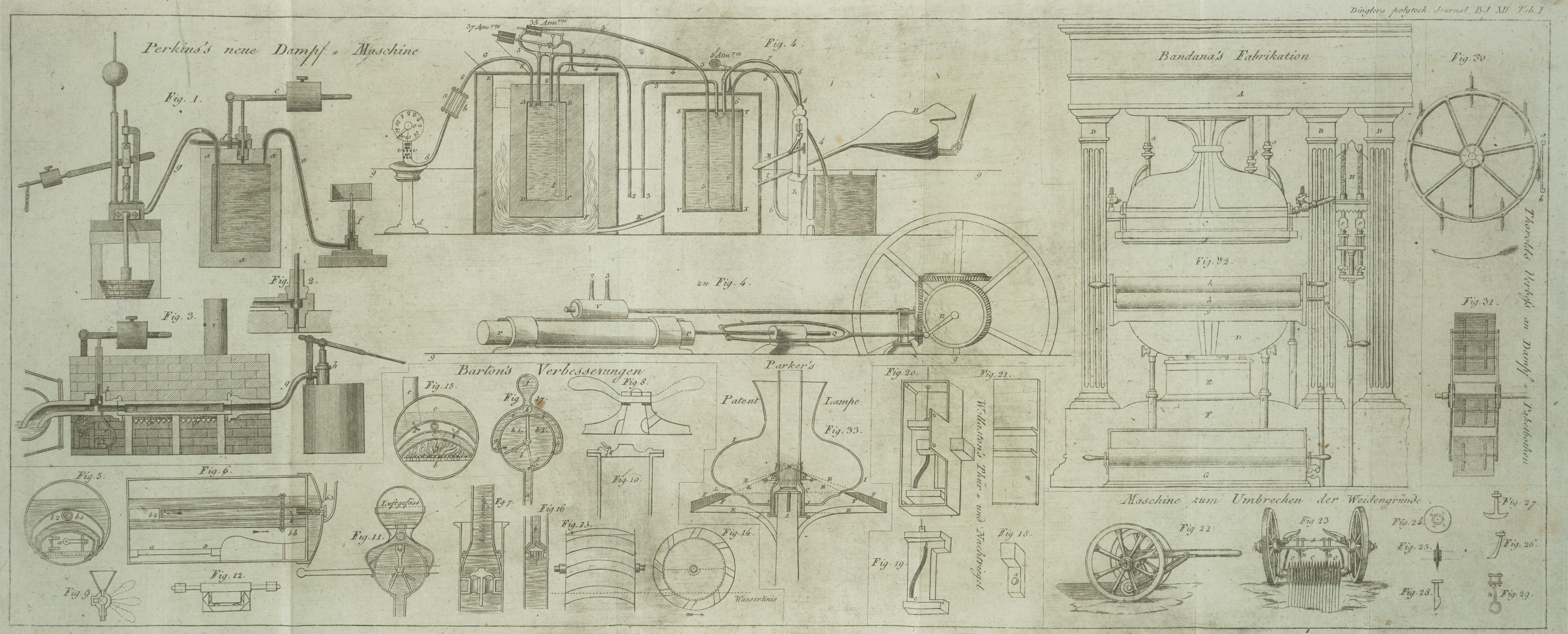
Taf. I. Fig.
32. ist ein Aufriß einer Presse; A, der obere
Theil derselben oder die Deke; BB, die
Stuͤzen oder Saͤulen; C, der obere Blok,
um das obere Muster daran zu befestigen; D, der untere
oder bewegliche Blok; E, der Cylinder; F, die Sohle oder die Grundlage; G, der Wassertrog, in welchen der abgelassene Zeug faͤllt; aa, Roͤhren, um Wasser einzulassen; b, eine Roͤhre fuͤr die Luft; c, Hahn, um Fluͤssigkeit aus dem Behaͤlter oder
Messer zufließen zu lassen; H, Behaͤlter oder Fluͤssigkeits-Messer;
dd, Glasroͤhren, welche die Menge der
in dem Behaͤlter enthaltenen Fluͤssigkeit anzeigen; ee, glaͤserne Sperrhaͤhne, um die
Fluͤssigkeit in die Cisterne zu lassen; ff,
Sperrhaͤhne, um Wasser einfließen zu lassen; gg, die Muster-Platten; nn, Schrauben,
um die Muster parallel unter einander zu stellen; mm, Zapfen, die mit einem einen halben Zoll tiefen Loche durchbohrt sind.
Das untere eiserne Gestell hat correspondirende Stifte, welche in diese
Loͤcher passen, so daß die Muster immer genau auf einander passend erhalten
werden; hh, Walzen, welche den abgelassenen Zeug
aufnehmen und durchziehen, und von welchen er in den Wassertrog hinabfaͤllt;
k, Sperrhahn zur Fuͤllung des Wassertroges
mit Wasser; iii, Ablaufroͤhren fuͤr
Wasser und Fluͤssigkeit.
Glasgow den 30. Mai 1823.
Bemerkungen uͤber obigen Aufsaz.
Es duͤrfte vielleicht fuͤr unsere Leser nicht uninteressant seyn, den
Fortschritten der verschiedenen Methoden, Fleke oder Figuren auf seidenen oder
baumwollenen Saktuͤchern zu erzeugen, bis zu der oben beschriebenen
hoͤchsten Vervollkommnung derselben nachzuspuͤren. Wir erinnern uns
noch der Zelt, wo die Faͤrber eine Menge von Weibern und Kindern dazu
verwendeten, kleine vierekige Stellen des ungefaͤrbten Stoffes in
regelmaͤßige Figuren zusammen zu binden, damit sie von der Farbe nicht
angegriffen wuͤrden, und weiße oder gelbe vierekige Fleken auf dem Saktuche
zum Vorscheine kaͤmen. Der erste Schritt, den die Kunst in diesem Zweige der
Industrie vorwaͤrts that, war die Anwendung der Entfaͤrbungs-Methode,
die man in Rees's
New Cyclopaͤdia unter dem Suchworte
„Discharging“
erklaͤrt findet. Wir geben hieraus folgenden AuszugEs ist, um einen gelinden Ausdruk zu gebrauchen, eine Schande, daß die
wenigsten deutschen Universitaͤts- und Hofbibliotheken dieses von uns
schon so oft empfohlene Werk besizen, dessen Ausfuhr aus England man sogar
durch eine Parliaments-Acte verbiethen wollte, weil darin die Geheimnisse
der englischen Industrie aufgedekt sind. Man wird nicht verlangen
koͤnnen, daß Privatleute sich ein Werk beilegen, das uͤber 600
fl. kostet; man kann aber von Bibliothekaren fodern, daß sie, statt der
gelehrten Albernheiten, mit welchen sie ihre Bibliotheken vollpfropfen,
Werke zum oͤffentlichen Gebrauche beischaffen, die von dem
entschiedensten Nuzen fuͤr jedes Land und von dem
wohlthaͤtigsten Einflusse auf dasselbe, die also wahres
Staatsbeduͤrfniß sind. A. d. U..
„Dieses Verfahren wird haͤufig von Faͤrbern angewendet, um
auf gefaͤrbten Stoffen besondere Muster hervorzubringen. Eine Fabrik
dieser Art wurde neulich in West-Scotland errichtet, und sie erhielt sehr bald
eine bedeutende Ausdehnung. Sie erzeugt Bandana-Saktuͤcher nach Art der
Indischen. Das Materials ihrer Waare ist Baumwolle, die bald zweidraͤhtig
bald einfach gewoben wird. Die Grundfarbe dieser Saktuͤcher ist das feste
Tuͤrkisch-Roth, und diese Farbe wird stellenweise wieder vernichtet, so
daß eine Menge weißer Fleken auf rothem Grunde entstehen. Das Verfahren bei
Bildung dieser Fleken ist nichts weniger als complicirt; da die Manufactur aber
neu und nur auf die Gegend beschraͤnkt ist, wo sie entstand, und da man
sie allgemein bewundert, so kann eine Nachricht uͤber die bei derselben
gebrauchte Maschine, so wie uͤber das Verfahren, dessen man sich daselbst
bedient, vielleicht einiger Aufmerksamkeit werth seyn. An den indischen Bandanas
stehen die weißen Fleken meistens in Haufen in Diagonaler- oder Demant-Richtung
bei einander, und diese Form hat man auch meistens bei den nachgeahmten Bandanas
beibehalten. Die Fleken sind bald rund, bald vierekig, und zuweilen, obschon
selten, dreiekig. Vor Entdekung und Einfuͤhrung des
Entfaͤrbungs-Processes hat man die Bandanas mittelst des
gewoͤhnlichen Calico-Drukes nachgeahmt; allein, außer dem, daß die Farbe
nicht so lebhaft und glaͤnzend war, schoß sie auch sehr bald ab, so daß
diese Methode, bei der Guͤte der entfaͤrbten Bandanas und der
Nachfrage nach denselben, bald gaͤnzlich wird aufgegeben werden
muͤssen.“
„Die Maschine, deren man sich bedient, ist eine sehr starke
Schraubenpresse, deren ganzes Gestell Gußeisen ist. Jeder Theil dieser Presse
muß nothwendig so stark seyn, daß er, ohne irgendwo nachzugeben, den
staͤrksten Druk ertragen kann.“
„Das Muster, welches man zu geben verlangt, wird auf zwei flache Tafeln
geschnitten, die genau aufeinander passen. Sie sind gewoͤhnlich von
Gußeisen, und die untere Tafel ist oben mit Kupfer oder mit irgend einem anderen
Metalle uͤberzogen, welches zugleich eine feine Politur annimmt, und
einiger Massen im Stande ist, der aͤzenden Kraft der entfaͤrbenden
Fluͤssigkeit zu widerstehen, welche aus oxigenirt-kochsalzsaurem Kalke
mit Wasser verduͤnnt besteht. In der unteren Platte, die vollkommen glatt
und eben seyn muß, ist fuͤr jede Stelle, die entfaͤrbt werden
soll, ein Loch ausgeschnitten. In der oberen Platte oder in dem Dekel der Presse
wird jeder Flek durch eine hohle Roͤhre von Messing oder Kupfer gebildet,
die in einem in der Platte angebrachten Loche luftdicht befestigt, und mit einem
Kitte aus Bleiweiß und Oel oder mit irgend einem anderen Kitte so eingekittet
ist, daß die entfaͤrbende Fluͤssigkeit bei keiner anderen
Oeffnung, als durch diese Roͤhren entweichen kann.“
„Um die obere Platte oder um den Dekel ist ein Ranft, welcher das Ablaufen
der entfaͤrbenden Fluͤssigkeit hindert, und an jeder Eke derselben
ist ein rundes Loch zur Aufnahme eines Stiftes, der in der unteren Platte oder
Sohle der Presse angebracht ist, um den unteren Theil der hohlen Roͤhren
genau senkrecht uͤber die Loͤcher der unteren Platte zu bringen.
Ausser diesen Leitern sind noch zwei Kerben angebracht, welche die aufrechten
Stuͤzen der Presse umfassen, so daß die obere Platte bei ihrem Steigen
und Fallen an sechs verschiedenen Stellen geleitet wird. Das Heben und
Niederdruͤken des Dekels geschieht mittelst einer Schraube, die man durch
ein auf derselben befindliches Rad mit senkrechten Speichen um dasselbe, durch
welche man, wie bei anderen großen Preßen, einen Hebel stekt, dreht, und so den
Dekel auf oder niederschraubt. Die Sohle oder der Boden der Presse muß
vollkommen horizontal seyn, und wird von sechs starken eisernen senkrechten
Fuͤssen getragen: an jeder Eke steht naͤmlich einer, und einer in
der Mitte zu jeder Seite unter den zwei aufrechten Preß-Pfeilern. Der zu
entfaͤrbende Stoff kommt zwischen den Dekel und die Sohle.“
„Der mechanische Theil bei dieser Arbeit kommt beinahe in jeder Hinsicht
dem Verfahren der Tuchbereiter, Buchbinder und anderer Arbeiter, welche große
Schrauben-Pressen noͤthig haben, gleich. Genauigkeit bei der Arbeit und
Staͤrke sind alles, was man zum Gelingen der Arbeit noͤthig hat:
beide sind aberaher auch unerlaͤßliche Bedingungen hiezu. Die Presse muß so
befestigt werden, daß sowohl der Dekel als die Sohle vollkommen horizontale
Ebenen bilden. Die Sohle muß vollkommen eben seyn, und die hohlen Roͤhren
in dem Dekel muͤssen alle den Boden bei gleichem Druke genau
beruͤhren. Die Oeffnung der Roͤhren muß ferner genau mit den
Loͤchern oder Oeffnungen in der Sohle correspondiren; und die Leiter
muͤssen so befestigt seyn, daß sie leicht spielen, zugleich aber auch
jede Abweichung des Dekels beim Steigen und Fallen unmoͤglich machen. Da
ein gewaltiger Druk entsteht, wenn der Dekel niedergeschraubt wird, so muß man
sehr dafuͤr sorgen, daß alle Stuͤzen der Presse so genau
senkrecht, als moͤglich, stehen, und die einmal gehoͤrig gestellte
Presse muß stark befestiget werden.“
„Wenn nun dieser Apparat gehoͤrig vorgerichtet und befestiget ist,
so ist das uͤbrige weitere Verfahren sehr einfach. Die Stoffe sind in der
natuͤrlichen Baumwollen-Farbe gewoben, und werden dadurch schoͤner
und wohlfeiler als die sogenannten Pullicate-Saktuͤcher und andere
Nachahmungen indischer Waaren, wo die Muster auf dem Stuhle verfertigt und die
Wolle als Garn gefaͤrbt wird. Man mag noch so sehr Acht geben, daß das
Garn bei den langweiligen und oft zu wiederholenden Prozessen der
Tuͤrkischroth-Faͤrberei keinen Schaden nimmt, so wird jeder, der
mit Verarbeitung von gefaͤrbtem Garne bekannt ist, gestehen, daß die
Veraͤnderung, welche das Garn unter der Hand des Faͤrbers erlitt,
alle folgende Arbeiten, die zur Verwebung desselben noͤthig sind, sehr
erschwert; und was von gefaͤrbtem Garne uͤberhaupt gilt, gilt, der
Natur der Faͤrberei nach, vielleicht von keinem mehr, als vom sogenannten
Tuͤrkischgarne. Man muͤßte folglich den Arbeitslohn, den die
Winder, Spuhler und Weber erhalten, in dem Verhaͤltnisse erhoͤhen,
als sie mit mehr Hindernissen zu kaͤmpfen haͤtten, und bei aller
angewendeten Muͤhe, weniger an Arbeit liefern koͤnnten. Uebrigens
ist jedes Muster, das man den Saktuͤchern auf dem Stuhle geben kann,
immer nur eine Art von Quadrillirung (checking), und
alle verschiedene Farben koͤnnen, wenn man anders die Muster nicht zu
sehr zusammengesezt und folglich außerordentlich theuer machen will, nur
parallel oder unter rechten Winkeln eingetragen werden. Die Zeit, die man mit dem Wechseln
der Farbe bei dem Eintragen verliert, hindert gleichfalls die Beschleunigung der
Arbeit nicht wenig, und so macht sowohl der Zustand und die Natur des zu
verwebenden Stoffes, als der Mechanismus des Webens selbst, den Lohn fuͤr
die Arbeit in dem Verhaͤltnisse der Menge, die er hievon erzeugt,
nothwendig hoͤher.“
„Da aber die Bandanas einfach, ganz wie Caloco, Kammertuch etc. gewoben
werden, so hat man hier mit keinem Hindernisse dieser Art zu kaͤmpfen,
und die ganze weitere Arbeit und Auslage ist fuͤr die Presse.“
„Die auf obige Weise gewobenen Stoffe werden von allen Unreinigkeiten
gesaͤubert, und Tuͤrkisch-Roth, so wie das gewoͤhnliche
Tuͤrkischgarn, gefaͤrbt. Wenn sie nun entfaͤrbt werden
sollen, werden sie sorgfaͤltig in Quadrate 10–12fach
zusammengelegt, und auf die Sohle der Presse gebracht, von welcher der Dekel
vorlaͤufig gehoben wurde, jezt aber wieder auf dieselbe fest
niedergeschraubt wird, so daß die Stoffe zwischen Dekel und Sohle so stark als
moͤglich gepreßt werden. Der untere Theil einer jeden hohlen
Roͤhre druͤkt nun stark auf die obere Flaͤche des Stoffes,
und da er, wie oben bemerkt wurde, senkrecht auf den Loͤchern der unteren
Platte steht, so kann kein Theil der entfaͤrbenden Fluͤssigkeit
entweichen, außer durch jene Oeffnungen, welche die Muster bilden. Wenn nun die
Presse niedergeschraubt ist, so wird die entfaͤrbende Fluͤssigkeit
auf den Dekel gegossen, und, da der Ranft sie nicht abfließen laͤßt, so
laͤuft sie durch die Oeffnungen der Roͤhren, und entfaͤrbt
die Stellen des Stoffes, durch welche sie laͤuft; denn die Gewalt der
Presse hindert sie, sich uͤber irgend einen anderen Theil zu verbreiten.
Die entfaͤrbende Fluͤssigkeit wird in einem Troge aufgenommen, der
unter der unteren Platte der Presse angebracht ist. Aus diesem Troge wird sie
mittelst eines Spundes in Gefaͤße geleitet, die zu ihrer Aufnahme
bestimmt sind, und darin aufbewahrt; denn, obschon sie waͤhrend ihres
Durchganges durch den Stoff und durch das Entfaͤrben desselben viel von
ihren chemischen Eigenschaften verloren hat, so behaͤlt sie doch noch
genug von den lezteren, um bei weniger wichtigen Operationen des Reinigens und
Bleichens mit Vortheil angewendet werden zu koͤnnen. Die Entfaͤrbung
geschieht mittelst dieser Fluͤssigkeit in ungefaͤhr 8 bis 10
Minuten. Nachdem die Fluͤssigkeit durch den Stoff durchgedrungen ist,
wird der Dekel gehoben, und der Stoff herausgenommen, hierauf ein neues
Stuͤk eingelegt, und mit demselben wieder auf dieselbe Weise
verfahren.“
„Wenn zwei fleißige Leute zum Zusammenlegen des Stoffes, zur Bedienung der
Presse und zur Anwendung der Fluͤssigkeit verwendet werden, so wird ein
Stuͤk von 12 Saktuͤchern in 15 Minuten fertig; folglich
koͤnnen 2 Personen in einem Tage, bei 12 stuͤndiger Arbeit,
48–50 Duzend Saktuͤcher liefern.“
„Diese ganze Arbeit fodert nichts, als Sorgfalt und Aufmerksamkeit; denn,
wo die Presse gehoͤrig vorgerichtet ist, ist nichts anderes mehr
noͤthig, als die Saktuͤcher gehoͤrig zusammen zu legen,
vierekig auf die untere Platte der Presse zu legen, und zu sorgen, daß der Dekel
so fest als moͤglich niedergeschraubt wird, ehe man die
entfaͤrbende Fluͤssigkeit einwirken laͤßt. Bei dem
Herausnehmen aus der Presse sehen die entfaͤrbten Stellen nicht weiß,
sondern matt strohfarben aus. Die gewoͤhnliche Verfahrungsart bei dem
sogenannten Klaͤren gibt aber sehr bald diesen Fleken eine schoͤne
weiße Farbe, und erhoͤbt den Glanz des Tuͤrkisch-Rothes. Leute,
die lange Zeit mit dieser Presse umgegangen sind, halten den Kitt, mittelst
welchem die Roͤhren mit dem Dekel verbunden sind, fuͤr eine
hoͤchst wichtige Sache. Man muß allerdings oͤfters und
sorgfaͤltig dabei nachsehen; denn, wenn nur etwas Fluͤssigkeit
entweichen kann, so hat der Grund dieser Saktuͤcher dadurch wesentlich
gelitten. Da diese Erfindung noch neu ist, und die praktische Chemie
gegenwaͤrtig aͤußerst schnell fortschreitet, so ist es nicht
unwahrscheinlich, daß irgend eine Composition von hoͤherer Wirksamkeit
(als die bisher gewoͤhnlich gebrauchte Aufloͤsung von
uͤbersaurem kochsalzsaurem Kalke) bald entdekt werden mag. Der bisher
gebrauchte Kitt dient so ziemlich gut zu diesem Zweke, fodert aber die
hoͤchste Aufmerksamkeit von Seite derjenigen, welchen die Bedienung der
Pressen anvertraut ist.“
„Die Methode der Bereitung der entfaͤrbenden Fluͤssigkeit
wurde zuerst von Karl Tennant, Esqu., St. Rollocks bei Glasgow, erfunden und
praktisch angewendet; gegenwaͤrtig befinde sich dieselbe in den
Haͤnden aller Fabrikanten. Folgende Bemerkungen uͤber die praktische
Anwendung dieser Fluͤssigkeit wurden dem Verfasser dieses Artikels von
Hrn. Esqu. Tennant selbst gefaͤlligst mitgetheilt, und er gibt sie hier
mit dessen eigenen Worten:“
„Nach meinen Erfahrungen ist eine Aufloͤsung von oxigenirt
kochsalzsaurem Kalke von 1,010 specif. Schwere, der mit 1/100 seines Gewichtes
Schwefelsaͤure von 1,846 specif. Schwere (wie die gewoͤhnliche
kaͤufliche Schwefelsaͤure meistens hat) zersezt wurde, die
vortheilhafteste Composition zur Entfaͤrbung des Tuͤrkisch-Roth,
und ich glaube sie wird in unserer Gegend ziemlich allgemein so
gebraucht.“
„Da die oxigenirte Kochsalzsaͤure, wenn sie aus ihrer Verbindung
mit dem Kalke entwikelt wird, nur wenig im Wasser aufloͤsbar ist, so
wirkt sie desto besser, je schneller sie nach ihrer Ausscheidung mit der
Schwefelsaͤure gebraucht wird; und dieß geschieht am beßten dadurch, daß
man die Model (types, Hr. Tennant meint hier die Roͤhren oben im Dekel der Presse) bloß
mit der Aufloͤsung fuͤllt, und dieselbe so viele Minuten lang
darin stehen laͤßt, als zur Entfaͤrbung nothwendig
ist.“
„Nachdem diese Entfaͤrbung geschehen ist, muß die saure
Fluͤssigkeit sorgfaͤltig aus den Modeln ausgewaschen werden, ehe
man diese von den Stoffen wegnimmt.“
„Man hat seit Kurzem einige Veraͤnderungen an der Presse in einigen
Manufacturen vorgenommen. Der Hauptunterschied besteht darin, daß man statt, der
Schraube ein großes Gewicht auf den Dekel druͤken laͤßt. Man hat
sich hiezu vorzuͤglich des Wassers bedient, und dieses mittelst einer
Drukpumpe in einen auf dem Dekel befindlichen Trog hinaufgehoben. Allerdings mag
dieß einen mehr gleichfoͤrmigen Druk auf die ganze Oberflaͤche des
Dekels hervorbringen, als eine Schraube, die nur auf einen Punct wirkt, und in
dieser Hinsicht mag diese Abaͤnderung als Verbesserung gelten. Man hat
bisher nur wenige solche Pressen; diejenigen aber, die solche besizen,
versichern, daß sie entsprechend wirken.“
Zusaz des Herausgebers.
Die vorstehende Beschreibung des Verfahrens, das Fabrikat Bandanas darzustellen, ist
meiner fruͤhern Erfahrung zu Folge richtig. Indessen muͤssen die Herrn
Mittheiler dieser Verfahrungsweise ihr Verfahren, weiße Stellen in tuͤrkischroth
gefaͤrbten Baumwollengeweben hervorzubringen, fruͤher sehr geheim
gehalten haben, weil selbst Hr. Bancroft im Jahr 1816
noch keine Kenntniß davon hatte. Er sagt in seinem Faͤrbe-Buch (deutsche
Uebersezung Bd. 2. S. 346.) in einer Anmerkung: „noch bis vor wenig Jahren
wurde das Tuͤrkischroth ausschließlich auf gesponnene nicht auf gewebte
Baumwolle gefaͤrbt; jedoch seit Herrn Arkwright's Erfindung (welcher zu Folge, wie Herr Wilson bemerkt, die
Baumwolle nach der Laͤnge der Faͤßer kartaͤtscht und
gestrichen, und so versponnen wird), wird der Zwirn oder das Garn viel
staͤrker und also auch gleicher gemacht, so daß die daraus gewebten
Musseline mit Anwendung der gehoͤrigen Sorgfalt faͤhig werden, das
Tuͤrkischroth zu empfangen und sogar durch Vorbehaltung weißer Stellen bunt gemacht zu werden. Lezteres
geschieht, indem man den Musselin, nachdem er in den oͤligten und andern
Tunken eingeweicht worden, durch Cylinder laufen laͤßt (damit die Tunken
gleichfoͤrmig ausgepreßt werden, wie dieß bei andern ganzen
Stuͤken, die nur eine einzelne Beize bekommen haben, geschieht),
denselben sodann troknet, und endlich vor der Faͤrbeoperation auf die
Stellen, welche weiß bleiben sollen, eine starke Reservage von Sauerklee- oder Citronensaͤure drukt.“
Zu dem Anhang der Adrianopel-Rothfaͤrberei fuͤgten die Herausgeber der
deutschen Uebersezung desselben Faͤrbebuchs (Dingler und Kurrer) einen Zusaz
uͤber die Merinosfabrikation bei, wo Bd. 2. S. 472. gesagt wird:
„wir wollen, ehe wir zur Beschreibung dieses Fabrikars
uͤbergehen, die Darstellung der Bandanas beschreiben, was Herr Bancroft,
da er doch einmal diesen Gegenstand zur Sprache brachte, aus uns unbekannten
Gruͤnden unterließ. Die in jenen Bemerkungen des Herrn Verfassers mit
Saͤure, welche angewendet wird, um die Thonerde aufzuloͤsen und
wegzuschaffen, bedrukte Waare wird nach geschehenem Aufdruk und Troknung
gehoͤrig gereinigt, wie gewoͤhnlich mit Krapp gefaͤrbt, und
nach dem Faͤrben einmal geschoͤnt. Nach dem Schoͤnen wird
die Waare in einem oxydirt salzsauren Kalibad, wobei das Kali vorwalten muß, so
lange behandelt, bis die vorher mit der sauren Aezreservage bedrukt gewesenen
Stellen vollkommen weiß zum Vorschein kommen.“
„Dieses Fabrikat, welches bloß aus einzelnen weißen Objecten besteht,
laͤßt sich nach Dinglers Erfahrung auch gut
darstellen, wenn die Objecte der zu entfaͤrbenden Stellen durch zwei gut
auf einander geschliffene bleierne Platten durchgearbeitet werden. Diese Platten
werden durch einen noch zu beschreibenden Kitt auf mehrere uͤber Hirn
verbundene Bretter, von 4 bis 5 Zoll Durchmesser, befestigt. Der obere
hoͤlzerne Theil wird da, wo die Objecte in dem Blei durchgebrochen sind,
durchbohrt, um der Fluͤssigkeit einen Ablauf zu verschaffen. Diese
Vorrichtung kommt auf einen starken vierekigten Rahmen, der mit vier starken
Fuͤßen versehen ist, zu liegen, wo unterhalb eine bleierne Vorrichtung
zum Einsammeln und zum weitern Benuͤzen der Fluͤssigkeit
angebracht ist.“
„Zwischen diese beide Bleiplatten werden nun 8 bis 12 roth
gefaͤrbte Tuͤcher, die gehoͤrig ausgebreitet sind, gelegt.
Die auf dem Holz befestigten Bleiplatten werden durch mehrere starke Schrauben
moͤglichst fest auf einander geschraubt. In die oben erweiterte Oeffnung
in dem Holze schuͤttet man schwache oxidirte Salzsaͤure, oder auch
eine gut gesaͤttigte Verbindung der oxidirten Salzsaͤure mit Kali
und laͤßt solche durchtropfen, wo in kurzer Zeit die weiß darzustellenden
Objecte entfaͤrbt werden, und der starken Pressung wegen nicht aus der
Kontur treten koͤnnen. Die Schrauben werden nun schnell aufgemacht, die
Platten hervorgezogen, die obere aufgehoben, und die Tuͤcher sogleich ins
Wasser geworfen, damit die Konturen rein stehen bleiben. Um sich von dem
Gesagten durch einen kleinen nicht kostspieligen Versuch zu uͤberzeugen,
darf man nur zwei gut auf einander passende Brettstuͤkchen in der Mitte
durchbohren, dazwischen 5 bis 6fach auf einander liegenden,
tuͤrkischroth-gefaͤrbten Kattun legen, die beiden
Brettstuͤkchen durch vier Schrauben fest verbinden, und in eine Oeffnung
oxidirte Salzsaͤure gießen, nach deren Durchlaufung die Stellen des
Kattuns, durch welche die oxidirte Salzsaͤure lief, vollkommen weiß
erscheinen werden; vorausgesezt, daß der zu diesem Versuch gewaͤhlte
Kattun vor dem Faͤrben weiß gebleicht war.“
Weiter als bis auf dieses mechanische oͤrtliche Entfaͤrben haben es bis
jezt die sonst so industrioͤsen Englaͤnder nicht gebracht, und nur
einige deutsche und franzoͤsische Fabriken sind es, die bis jezt
ausschließlich in
Adrianopelroth gefaͤrbten baumwollen Geweben die buntesten
Gegenstaͤnde in den geschmakvollsten Desseins mit Erfolg hervorbringen.
Unterm 11. April 1818 ließen sich zwar die Callicodruker Gilbert Lang und Robert
Schmith zu Parkholm, bei Glasgow, in der Grafschaft Lanark ein Patent auf Erzeugung
des neuen Schweizer Hoch- und Blaß-Rothes (!) durch oͤrtliche Beize und eines
blaß blauen Anfluges auf diesem Roth ertheilen; die in dem Patente beschriebene
Angabe ihrer Verfahrungsweise, die allem Anschein nach von einem Schweizer oder
Muͤhlhauser Farben-Receptenhaͤndler herruͤhrt, ist aber so
zwekwidrig, daß nach derselben kein Productions-Resultat hervorgehen kann. Das
Geschichtliche der Erfindung dieses Fabrikats nebst dem Verfahren der Darstellung
ist als Anhang der Tuͤrkischrothfaͤrberei in der deutschen Ausgabe des
Baucroft'schen Faͤrbebuch (Nuͤrnberg bei Schrag) Bd. 2. S. 471 u. f.
vollstaͤndig beschrieben. Wir werden in der Folge natuͤrliche Muster
der neuern Erzeugnisse von diesem Fabrikate mittheilen.
Tafeln