| Titel: | Ueber eine verbesserte Methode, Stangen-Eisen zu erzeugen. |
| Fundstelle: | Band 33, Jahrgang 1829, Nr. LXXXII., S. 353 |
| Download: | XML |
LXXXII.
Ueber eine verbesserte
Methode, Stangen-Eisen zu erzeugen.
Von dem Herausgeber des Register of
Arts; ebendaselbst N. 69. S. 321.
Mit Abbildung auf Tab. VII.
Ueber eine verbesserte Methode,
Stangen-Eisen zu erzeugen.
Die gegenwaͤrtig gewoͤhnliche und beinahe
allgemeine Methode, Stangen-Eisen als Hammer- oder
geschlagenes Eisen zu verfertigen, besteht darin, daß man eine
Masse rothgluͤhenden Eisens nach und nach durch Furchen
von verschiedener Form und Groͤße durchlaufen
laͤßt, welche auf der Oberflaͤche zweier großen
schweren Cylinder aus dichtem Metalle eingeschnitten sind, die
mit einer ungeheueren Gewalt durch Dampfmaschinen von der Kraft
von 10 bis 100 Pferden in inniger wechselseitiger
Beruͤhrung umgetrieben werden. Die Furchen sind
nothwendig so stark, als die Querdurchschnitte der Stangen,
welche man erhalten will. Fuͤr runde Stangen ist die
Furche in jedem Cylinder ein Halbkreis, der mit seinem
Durchmesser an den correspondirenden Halbkreis anschließt,
folglich einen ganzen Cylinder bildet. Fuͤr vierekige
Stangen ist in jedem Cylinder eine dreiekige Furche, die,
mit ihrer Basis an die der Nachbarin gestellt, ein Vierek gibt.
Auf aͤhnliche Weise erhaͤlt man Furchen und
Stangen und Staͤbe von den mannigfaltigsten Formen.
Da die Eisenmasse, oder, wie sie auf den englischen Streitwerken
heißt, die Blume, (bloom) groß genug
ist, um ganze Stangen zu bilden, wenn sie vollkommen gestrekt
wird, und da man Gelegenheit hat, sie in Einer Hize durch viele
Furchen laufen zu lassen; so sind die Walzen gewoͤhnlich
6 bis 10 Fuß lang, damit man sie nach Umstaͤnden brauchen
kann. Je laͤnger die Walzen, desto schwaͤcher sind
sie; um ihnen daher die gehoͤrige Staͤrke zu
geben, macht man sie sehr dik und schwer. An Einem Ende einer
jeden Walze ist ein Spornrad, welches in das entgegengesezte
eingreift, und so beide Walzen oder Cylinder mit derselben
Triebkraft in entgegengesezter Richtung treibt, und Alles
zusammendruͤkt, was durch beide Walzen
durchlaͤuft. Was man mit der Hand hierbei zu thun hat,
ist Folgendes.
Die Ofenthuͤre wird mittelst eines langen Hebels und einer
Kette geoͤffnet, und der Arbeiter am Ofen, der hier einer
Hize sich aussezen muß, die jedem Ungewohnten unaushaltbar
scheint, zieht mittelst einer langen Zange die Blume aus dem
Ofen, die alsogleich zu den Walzen gezogen wird, welche mit
großer Schnelligkeit umlaufen. Hier wird die Blume nun nach der
Laͤnge der Furchen an den Walzen angelegt, zwischen
welchen sie in einem Augenblike
durchgeschossen ist, worauf sie sich an der
entgegengesezten Seite bedeutend verlaͤngert und in
gleichfoͤrmiger Dike zum Vorschein kommt. Hier wird sie
dann von zwei Maͤnnern mit Zangen gefaßt, um uͤber die Walzen zuruͤk
gehoben zu werden, und durch die naͤchste Furche
durchzulaufen, indem die Walzen immer in derselben Richtung sich
drehen. Auf aͤhnliche Weise wird dann die Stange durch
alle uͤbrigen Furchen nach und nach durchgelassen, um sie
endlich auf die gehoͤrige Dike zu bringen. So wie die
Stange waͤhrend der Arbeit laͤnger wird, wird auch
die Arbeit fuͤr die Leute schwerer, indem sie die Stange
mit ihren Zangen stuͤzen
muͤssen, waͤhrend dieselbe ruͤkwaͤrts und vorwaͤrts laͤuft. Waͤhrend dieser
Arbeit sind sie einer furchtbaren sengenden Hize ausgesezt, die
Niemand auszuhaken vermag, der nicht daran gewohnt ist. Um nun
mit der Stange so schnell als moͤglich fertig zu werden,
damit sie nicht zu kalt wird, wird von Seite der Arbeiter nicht
bloß große Geschiklichkeit, sondern auch die haͤrteste,
anhaltendste und unbaͤndigste Anstrengung erfordert.
Stange auf Stange kommt von dem Ofen zu den Walzen, bis endlich
die ganze Fuͤllung des Ofens verarbeitet ist. Und
waͤhrend dieser Ofen geleert wird, werden andere Oefen in
der Naͤhe der Walzen gefuͤllt und geheizt, so daß
die Arbeit, einige Ruhepunkte fuͤr die Arbeiter
abgerechnet, ununterbrochen fortgeht. Damit die Walzen nicht
durch die Beruͤhrung des gluͤhenden Eisens zu heiß
werden, laͤuft immer Wasser strahlenweise uͤber
dieselben herab. Dadurch entsteht aber, wie es uns scheint,
nicht selten Nachtheil und Gefahr: da naͤmlich das Eisen
weißgluͤhend aus dem Ofen kommt, und an seiner
Oberflaͤche oxydirt wird, wenn es mit kaltem Wasser in
Beruͤhrung kommt, so werden rothgluͤhende Schuppen
nach allen Seiten und auf die Arbeiter hin geschleudert, die wie
Figuren in einem Feuerwerke dastehen.
Dieses so eben in Kuͤrze dargestellte Verfahren,
Stangen-Eisen zu erzeugen, scheint uns noch mancher
Verbesserung in Hinsicht auf die Arbeiten faͤhig, welche
mit der Hand geschehen, wodurch nicht bloß Muͤhe,
Nachtheile fuͤr die Gesundheit, und Gefahr fuͤr
die Arbeiter beseitigt werden, sondern auch die Maschine weniger
kostbar, und die Haͤlfte der Kraft derselben erspart
wird. Wir scheinen hier viel zu versprechen, glauben indessen
uns nicht verrechnet zu haben.
Die erste Idee, die sich uns darbot, war, eine Reihe von kleinen Walzen-Paaren (die nur
5–6 Zoll breit sind) hinter
einander hinzustellen, so daß die Stange ununterbrochen in einer
geraden Linie von Furche zu Furche fortlaͤuft, bis sie
ihre gehoͤrige Dike und Laͤnge erhalten hat:
waͤhrend sie so fortschreitet, sollte sie durch eine
gefurchte eiserne Platte gestuͤzt werden, die ihr
zugleich als Leiter von Furche zu Furche dienen koͤnnte.
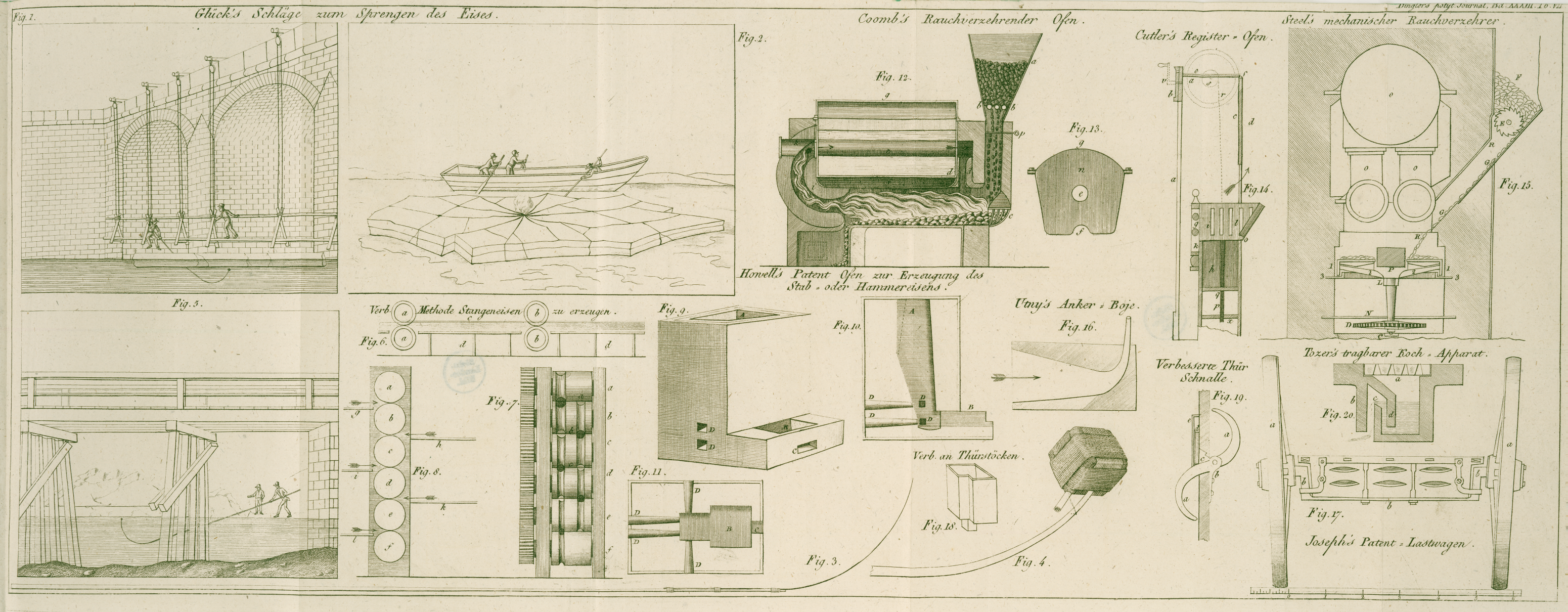
Diese Idee ist in Fig.
6. dargestellt. aa ist
der Durchschnitt des ersten Walzen-Paares, deren innere
Kreise die Tiefe der Furchen andeuten. bb ist das zweite
Walzen-Paar u.s.f. c zeigt
wie die Stange in der Dike ab- und in der Laͤnge
zunimmt, so wie sie durch die Walzen durchlaͤuft. Auf
diese Weise muͤßte offenbar eine Stange in dem dritten
Theile der Zeit fertig werden, die sie jezt dazu braucht, und,
wenn man dieß zugeben muß, so ist es auch klar, daß die Kraft
der Maschine zureicht, drei solche Stangen zu fertigen,
waͤhrend sie jezt eine liefert. Wenn man ferner wird
zugeben muͤssen, daß die Handarbeit der Arbeiter auf
diese Weise auf ein Drittel reducirt
wird, so ist es auch klar, daß Ein Arbeiter auf diese
Weise fuͤr neun arbeiten kann,
indem Ein Arbeiter in dem dritten Theile der Zeit dieselbe
Arbeit verrichtet, wozu man jezt drei Maͤnner braucht.
Man darf ferner nicht vergessen, daß, waͤhrend das Eisen
auf diese Weise schneller durchlaͤuft, es heißer bleibt,
und daß folglich weniger Kraft nothwendig ist, dasselbe zwischen
den Walzen zusammen zu druͤken. Das Allerwichtigste bei
dieser Arbeits-Methode ist aber dieses, daß, da das Eisen
durch dieselbe waͤhrend der Arbeit heißer bleibt, eine
bessere Eisenstange gebildet
wird. Der Grundsaz: „man muß das Eisen schmieden, waͤhrend es
heiß ist,“ ist zu allgemein bekannt und befolgt, als daß man mehr
hieruͤber zu sagen noͤthig haͤtte, als
dieß, daß Eisenstangen, die nicht heiß genug sind, waͤhrend
sie durch die Walzen laufen, an ihren Kanten springen, und auch
(oͤfters) in anderer Hinsicht so ungesund sind, daß sie
vom Schmiede geschweißt werden muͤssen.
Ohne noch anderer Vortheile zu erwaͤhnen, welche man bei
dieser Vorrichtung gewinnt, will ich die Einwuͤrfe
auffuͤhren, die man gegen dieselbe machen kann. Man kann
sagen: „die Mittheilung der Kraft wird, in einer
solchen Entfernung, sehr unbequem.“ Dagegen
bemerken wir bloß, daß dieses oͤfters nothwendig der Fall
seyn muß; daß aber, wo dieß nicht nothwendig ist, die Stange
durch eine andere Rollen-Vorrichtung
zuruͤkgefuͤhrt werden kann, die daneben, oben oder
unten angebracht ist, wodurch dann die Bewegung durch ein
gewoͤhnliches Triebwerk in entgegengesezter Richtung
hervorgebracht werden kann. Ein zweiter Einwurf koͤnnte
dieser seyn, daß die Stange „wahrscheinlich nicht
regelmaͤßig von einem Walzen-Paare zu dem
anderen gefuͤhrt und gleichfoͤrmig aufgenommen
wird.“ Dagegen bemerke ich, daß man die
Abstaͤnde zwischen den Walzen leicht nach der
Groͤße der einzufuͤhrenden Stange reguliren kann.
Anfangs muͤßte die Stange vollkommen aus einem
Walzen-Paare heraus seyn, ehe sie in das zweite eintritt,
und eben so muß sie aus dem zweiten Paare heraus seyn, ehe sie
in das dritte kommt u.s.f.; hinter dem vierten Paare
wuͤrde die Guͤte der Stange nicht leiden, wenn
sie, wo sie bereits verhaͤltnißmaͤßig duͤnn
geworden ist, sich biegt oder windet.
Ein anderer Plan, eigentlich nur eine Modification der ersten
Idee, ist dieser, der in Fig. 2
und 3.
dargestellt ist. Fig.
7. stellt sechs Walzen von der Endseite dar: a, b, c, d, e, f; sie stehen
uͤber einander und sind mit dem gewoͤhnlichen
Raͤderwerke auf ihren Achsen versehen, so daß jede sich
in entgegengesezter Richtung dreht. Fig.
8. zeigt dieselbe Vorrichtung im Durchschnitte, wo die
Pfeile den Lauf andeuten, den die Stangen durch die Walzen
nehmen. Wir wollen annehmen, die Stelle auf welcher die
Eisenplatte ruht, g, sey gleichhoch
oder etwas niedriger als die Muͤndung des Ofens. Man
laͤßt dann die Blume auf diese
Stelle herabgleiten und schiebt sie von g zwischen die Walzen a
und b. Sobald diese dieselbe gefaßt
haben, schießt sie durch sie durch, und faͤllt auf g: diese Bewegung geschieht
allmaͤhlich, denn die Stange windet sich heraus. Das
Ende, welches die Walzen a und b zuerst verließ, nimmt auf h die Lage, welche der Pfeil
andeutet, und man darf sie nur etwas stoßen, um sie zwischen die
Walzen b und c zu bringen, aus welchen sie auf i faͤllt; eben so
faͤllt sie aus c und d auf k,
und dann aus d und e auf l,
von wo aus sie durch e und f durchfaͤhrt, u.s.f. wenn
mehrere Walzen-Paare noch darunter stehen, oder sie
laͤuft in einer gerade hinter dem lezten
Walzen-Paare angebrachten Walzenreihe fort. Man
kann beide Systeme zugleich oder jedes einzeln anwenden. Nach
dem ersten Plane braucht man eben so viel Raum, wie bei der
gewoͤhnlichen Methode, nur daß dieser Raum eine andere
Figur erhaͤlt; nach dem zweiten hat man nur ein Sechstel
dieses Raumes noͤthig, und in dieser Hinsicht scheint
dieser Plan besser.
Die Figuren sollen nur eine Idee geben; es ist alle weitere
Ausfuͤhrung derselben absichtlich weggelassen: indessen
wollen wir doch bemerken, daß die Achsen der Walzen so
eingerichtet seyn muͤssen, daß sie an einer Seite
ausgreifen, damit in wenigen Minuten eine Walze herausgenommen,
und eine andere dafuͤr eingestekt werden kann.
Durch diesen leichten Wechsel wird die Unterbrechung beseitigt,
die so oft auf großen Werken Statt hat. Die Kuͤrze dieser
Walzen gibt ihnen ungemeine Staͤrke, so daß sie nicht so
schwer zu seyn brauchen, als laͤngere Walzen von gleichem
Durchmesser: sie koͤnnen daher auch netter abgedreht
werden. Es ist offenbar, daß ein solches Strekwerk weniger
kostet, und besseres Eisen liefern muß.
Tafeln