| Titel: | Ueber eine verbesserte Methode die Platten der Kessel für Dampfmaschinen zusammenzufügen. Von Hrn. W. Ettrick in Sunderland. |
| Fundstelle: | Band 70, Jahrgang 1838, Nr. LVIII., S. 251 |
| Download: | XML |
LVIII.
Ueber eine verbesserte Methode die Platten der
Kessel fuͤr Dampfmaschinen zusammenzufuͤgen. Von Hrn. W. Ettrick in
Sunderland.
Aus dem Mechanics' Magazine, No. 782.
Mit Abbildungen auf Tab.
IV.
Ettrick's Methode Dampfkessel zu verfertigen.
Waͤhrend die Dampfmaschine und deren Kessel jaͤhrlich, ja man kann
sagen taͤglich Verbesserungen erfahren, ist es wirklich merkwuͤrdig,
daß die uͤbliche, hoͤchst unvollkommene, einen Verlust an Material und
Staͤrke bedingende Methode, die Kesselplatten zusammenzufuͤgen,
beinahe ganz außer Acht gelassen wurde. In der That wuͤßte ich nicht, daß mit
Ausnahme einer Abhandlung, welche ich vor zwei Jahren vor der British Association
vortrug, die aber noch immer nicht im Druke erschienen ist, irgend etwas
uͤber diesen Gegenstand bekannt gemacht worden waͤre. Da mir einige
Zeit darauf einige weitere Verbesserungen beifielen, so erlaube ich mir, sie selbst
dem Publicum zu unterstellen.
Meine Verbesserung beruht nun darauf, daß ich an den Raͤndern der Platten, an
denen das Metall durch das Ausschlagen der Loͤcher so sehr geschwaͤcht
wird, Vorspruͤnge anbringe, damit das Metall in seiner ganzen Ausdehnung von
gleicher Staͤrke bleibe. Jedem Sachverstaͤndigen muß bereits die große
Schwaͤchung, die durch das Ausschlagen einer so großen Metallmenge nothwendig
eintreten muß, aufgefallen seyn; eine Zeichnung wird dieß uͤbrigens aber auch
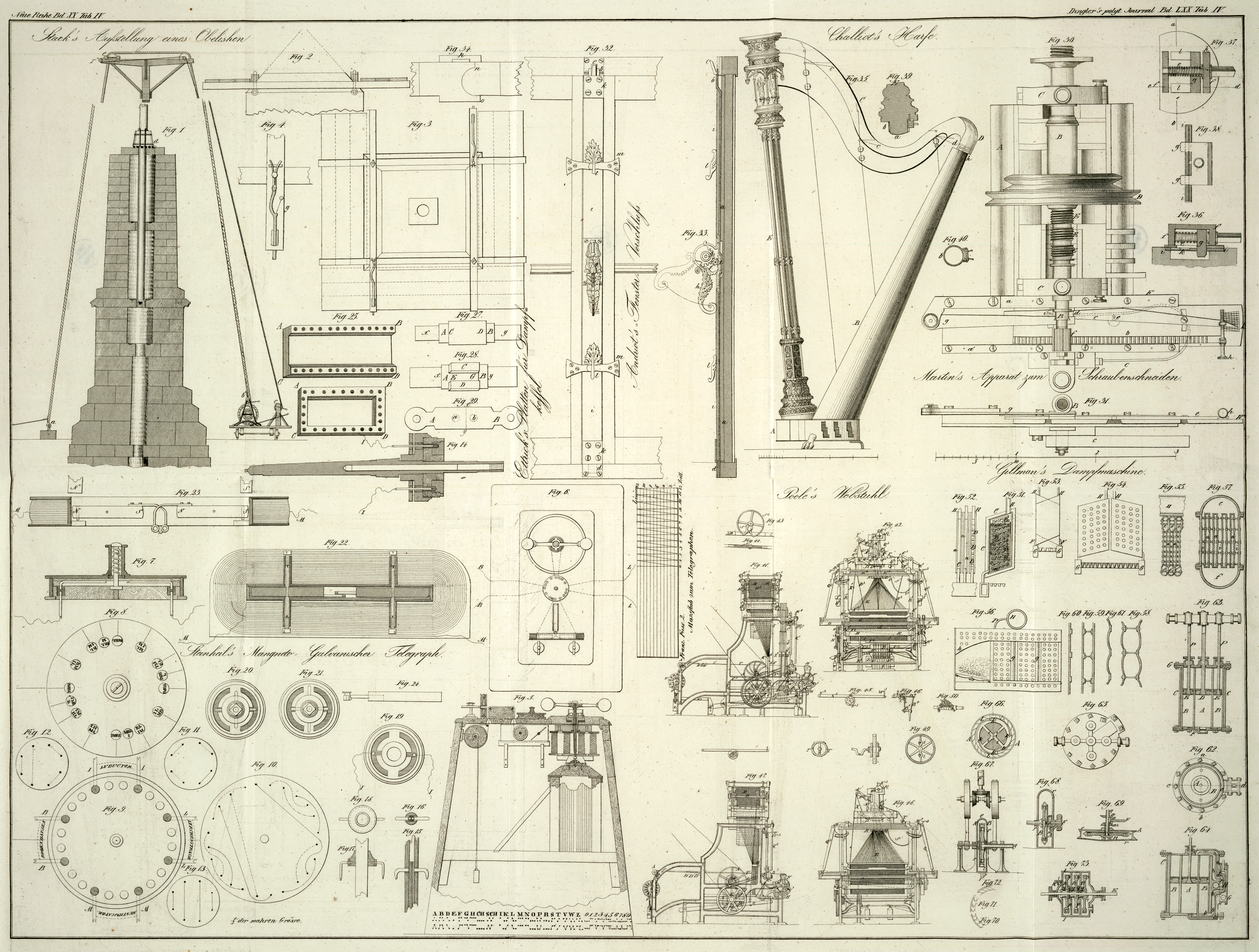
fuͤr Jedermann anschaulich machen. Wenn naͤmlich Fig. 29 eine Eisenplatte
ist, deren Theile A, B, um eine gleiche Staͤrke
zu erzielen, eine groͤßere Dike haben, als die uͤbrigen Theile, so
wird sie, wenn man sie an beiden Enden aus einander zu reißen sucht, an keiner
Stelle leichter nachgeben, als an den anderen. Wenn man aber bei a und b ein oder mehrere
Loͤcher in dieselbe schlaͤgt, so wird die Platte unter der Einwirkung
der Gewalt an einer dieser Stellen zerreißen. Dieser Fall tritt nun gerade an den
Platten der Dampfkessel ein; denn an diesen wird, nachdem die Platte in der Linie
x, y entzwei geschnitten worden, das Loch der einen
Haͤlfte b auf das Loch der anderen Haͤlfte
a gelegt, wo man dann beide Theile mittelst eines Nietnagels an
einander befestigt. Man kann dagegen den Platten dessen ungeachtet gleiche
Staͤrke geben, wenn man ihnen an den Raͤndern mehr Metall gibt, als in
der Mitte.
Die Form, welche eine derlei Platte darbieten wuͤrde, erhellt deutlich aus
Fig. 25,
wo A, B, C, D die beiden Raͤnder sind, durch
welche die Nietenloͤcher geschlagen worden. Es erhellt, daß hier bloß die
Raͤnder der beiden laͤngeren Seiten verdikt sind; allein, wenn die
Kessel von bedeutendem Durchmesser sind, so duͤrfte es besser seyn, auch den
beiden andern Raͤndern eine groͤßere Dike zu geben, wie dieß in Fig. 26 zu
sehen ist.
Leute, die in der Mechanik keine Praxis und Erfahrung besizen, duͤrften wohl
die Frage aufwerfen, wozu es nuͤze, Formen anzugeben, die entweder
unausfuͤhrbar sind, oder die sich wenigstens nicht so leicht herstellen
lassen, daß der Kuͤnstler bei deren Anwendung mit den bekannten Methoden
concurriren koͤnnte? Darauf erwiedere ich, daß sich Kesselplatten, deren
gegenuͤberliegende Raͤnder verdikt sind, ebenso leicht auswalzen
lassen wie Platten, die keine solche Verdikung besizen. Es bedarf hiezu nichts
weiter, als daß man an den beiden Enden der Walzen ein kleines Stuͤk von
diesen abschneidet. Eine Walze dieser Art ist in Fig. 27 angedeutet, wo
C, D den diksten Theil der Walze, die den
duͤnnsten Theil der Platte zu bilden hat, und A,
B die duͤnneren zur Bildung der Verdikungen bestimmten Theile
vorstellt, waͤhrend x, y die beiden Wellzapfen
sind. Wenn die Platten rings herum an allen vier Raͤndern Verdikungen
bekommen sollen, so muß die Walze etwas abgeaͤndert werden; auch ist dann von
Seite des Arbeiters beim Einlegen der Platte unter die Walze viel groͤßere
Sorgfalt noͤthig, was sich jedoch jeder Arbeiter bei einiger Uebung leicht
anzueignen wissen wird. In Fig. 28, wo eine Walze
dieser Art abgebildet ist, ist C, D deren
hoͤchster Theil, der den duͤnnsten Theil der Platte zu erzeugen hat; A, B sind die zum Behufe der Erzeugung der
Raͤnder A, B, C, D weggeschnittenen Theile; x, y sind die Wellzapfen, an denen die Walze
laͤuft. Der einzige Unterschied zwischen dieser Walze und der in Fig. 27
abgebildeten besteht darin, daß der Theil E, G hier so
weit ausgeschnitten ist, daß dessen Boden mit den Theilen A,
B gleiches Niveau hat. Dieser Ausschnitt dient zur Erzeugung der verdikten
Endraͤnder der in Fig. 26 ersichtlichen
Platte A, B, C, D. Es versteht sich hienach von selbst,
daß der Durchmesser dieser Walze so bestimmt seyn muß, daß der Ausschnitt E, G die beiden Raͤnder in der
gewuͤnschten Entfernung bildet. Der Umfang der Walze ohne den Ausschnitt E, G muß hienach der Laͤnge des duͤnnen
Theiles der Platte gleichkommen.
Tafeln