| Titel: | Verbesserte Methode Metall vor Oxydirung zu schüzen, worauf sich Thomas Dowling in London am 24. Jan. 1839 ein Patent ertheilen ließ. |
| Fundstelle: | Band 74, Jahrgang 1839, Nr. LXXXI., S. 376 |
| Download: | XML |
LXXXI.
Verbesserte Methode Metall vor Oxydirung zu
schuͤzen, worauf sich Thomas Dowling in London am 24. Jan.
1839 ein Patent ertheilen ließ.
Aus dem Repertory of Patent-Inventions. Sept. 1839,
S. 145.
Mit Abbildungen auf Tab.
VI.
Dowling's verbesserte Methode Metalle vor Oxydirung zu
schuͤzen.
Die metallenen Gegenstände, welche meiner Methode gemäß gegen Oxydation geschüzt
werden sollen, müssen vorläufig auf einem groben Schleifsteine, wie man ihn zum
Schleifen der gröbsten Eisenwaaren zu benuzen pflegt, troken geschliffen werden. Ich
sage troken, weil man das Schleifen gewöhnlich naß bewerkstelligt, d.h. indem man
die Steine entweder in einem Troge, worin Wasser enthalten ist, umlaufen läßt, oder
indem man beim Umlaufen der Steine etwas Wasser auf sie herabfließen läßt. Das
Schleifen, welches zu meinem Zweke durchaus mit ganz trokenen Steinen zu geschehen
hat, ist beendigt, wenn der Gegenstand auf seiner ganzen Oberfläche eine rauhe
Politur erlangt hat.
Die auf solche Weise geschliffenen oder raub polirten Gegenstände müssen allsogleich in das von
mir sogenannte Conservationsbad gebracht werden, worin sie nicht unter 48 Stunden
verbleiben sollen, und aus dem sie nach Ablauf dieser Zeit genommen werden können,
je nachdem man ihrer zur weiteren Behandlung bedarf. Dieses Bad seze ich zusammen,
indem ich in einem geeigneten Gefäße 120 Gallons Regenwasser mit 120 Pfd. käuflicher
Soda, 30 Pfd. guten Aezkalkes, und einem Pfunde reinen Olivenöhles verseze. Wenn die
Mischung gut durcheinander gerührt worden, ist das Bad nach 24 Stunden zum Gebrauche
fertig, so daß man die grob geschliffenen Gegenstände in dasselbe bringen kann.
Hiebei ist jedoch besonders darauf zu achten, daß sie einander nicht berühren, und
daß die Flüssigkeit so ruhig als möglich erhalten wird. In dem Maaße als die
Mischung durch Verdünstung und durch den Gebrauch abnimmt, soll man das Gefäß unter
sorgfältiger Beibehaltung der oben angegebenen Mischungsverhältnisse wieder
auffüllen. Wenn die Gegenstände zum Behufe der weiteren Behandlung aus diesem Bade
genommen worden, so müssen sie, damit sie schnell troknen, an die Sonne oder einen
sonstigen warmen Ort gelegt werden; in keinem Falle darf man sie aber abtroknen oder
abreiben.
Den nächsten Proceß, dem die Gegenstände unterworfen werden müssen, und den ich sammt
den dazu gehörigen Geräthen sogleich näher beschreiben will, nenne ich die Operation
(operating). Er besteht darin, daß ich die roh
geschliffenen Oberflächen heiß oder kalt so lange mit Zink abreibe, bis sie eine
weiche glatte Oberfläche und ein zinkartiges Aussehen bekommen, was sowohl durch das
Gefühl, als durch das Auge zu erkennen. Um diese Operation besser und wohlfeiler
bewerkstelligen zu können, bediene ich mich gewisser Maschinen und Werkzeuge von
verschiedener Form und Größe, unter denen die von mir sogenannten Zinkräder die
vorzüglichsten sind. Diese Räder, welche einen beliebigen Durchmesser und eine
beliebige Breite haben, und aus irgend einem geeigneten Materiale bestehen können,
müssen auf gewöhnliche Weise an Wellen aufgezogen werden und in Gestellen umlaufen,
die große Geschwindigkeiten der Räder auszuhalten vermögen. Der ganze Umfang dieser
Räder muß mit Zink überzogen werden, wobei ich mich übrigens an keine bestimmte
Befestigungsweise des Zinkes binde. Massive Räder, Rollen oder Cylinder aus Zink
entsprechen dem Zweke allerdings vollkommen gut; allein ich finde es doch am besten
und wohlfeilsten, an den mit mehreren Furchen ausgestatteten Umfang einer Rolle,
eines Rades oder eines Cylinders aus Gußeisen einen zwei oder drei Zoll diken Ring
aus Zink zu gießen. Der in die Furchen eindringende Zink wird das Losewerden des
Ringes, welches sonst bei großen Umlaufsgeschwindigkeiten und bei einem größeren Druke der
Räder auf die in Behandlung stehenden Gegenstände leicht eintreten würde,
verhindern. Die Räder müssen vollkommen cylindrisch seyn, und dieß läßt sich leicht
erlangen, wenn man sie in den Anwellen, in denen sie umlaufen, abdreht. Die ihnen zu
gebende Geschwindigkeit muß je nach der Beschaffenheit der zu vollbringenden Arbeit
verschieden seyn. Ich wende vorzugsweise drei Räder nach einander an, und lasse das
erste mit einer Geschwindigkeit von 1200 Fuß in der Minute, das zweite mit einer
solchen von 2000 und das dritte mit einer solchen von 4000 Fuß umlaufen, ohne mich
übrigens hieran oder an irgend eine andere Geschwindigkeit zu binden. Die Arbeiter
müssen durch starke hölzerne Schuzvorrichtungen gegen Beschädigungen, die eintreten
könnten, im Falle bei diesen großen Geschwindigkeiten eines der Räder bräche, sicher
gestellt seyn. Die der Behandlung unterliegenden Gegenstände müssen auf dieselbe
Weise gehandhabt werden, wie eiserne oder stählerne Gegenstände, die geschlissen
oder polirt werden, d.h. man hält sie mit der Hand an die Räder und drükt sie je
nach Umständen mehr oder weniger gegen dieselben an. Man bringt sie hiebei zuerst an
das langsamer und zulezt an das rascher umlaufende Rad.
An krummlinigen und ekigen Gegenständen, die nicht wohl der Einwirkung der
Schleifsteine und Zinkräder ausgesezt werden können, ist das Schleifen durch
Anwendung der Raspel oder einer sehr rauhen Feile zu ersezen; die sogenannte
Operation hat hier mit Werkzeugen zu geschehen, welche ich die Verzinker (zinkers) nenne. Diese sind aus Zink verfertigt, und
müssen von sehr verschiedener Form und Größe seyn, damit sie allen Curven und Eken
oder Winkeln der Gegenstände entsprechen. Das Verfahren besteht hier ganz einfach
darin, daß man die Oberflächen, die vorher rauh geraspelt oder gefeilt worden, so
lange und unter Anwendung eines starken Drukes mit den Verzinkern abreibt, bis deren
Oberflächen das oben angegebene Aussehen erlangt haben.
Bei der Behandlung sehr großer Metallplatten, wie z.B. der Platten für Kessel,
Bräupfannen, Bottiche u. dgl. bediene ich mich schwerer Zinkstüke von würfeliger
oder anderer Form, welche ich auf den Oberflächen der Platten hin und her bewegen
lasse. Man mag übrigens mit den Zinkrädern, den Verzinkern oder den Zinkklumpen
arbeiten, so ist es gut, wenn man von Zeit zu Zeit etwas fein gepulverten Salmiak
auf die Oberfläche des in Behandlung befindlichen Gegenstandes streut.
Wenn sich die Gegenstände bei der Operation eine hinlängliche Menge Zink angeeignet
haben, so bringe ich sie in einen Ofen, in dem sie einem sogenannten galvanischen Processe zu
unterliegen haben, und den ich sogleich näher beschreiben werde.
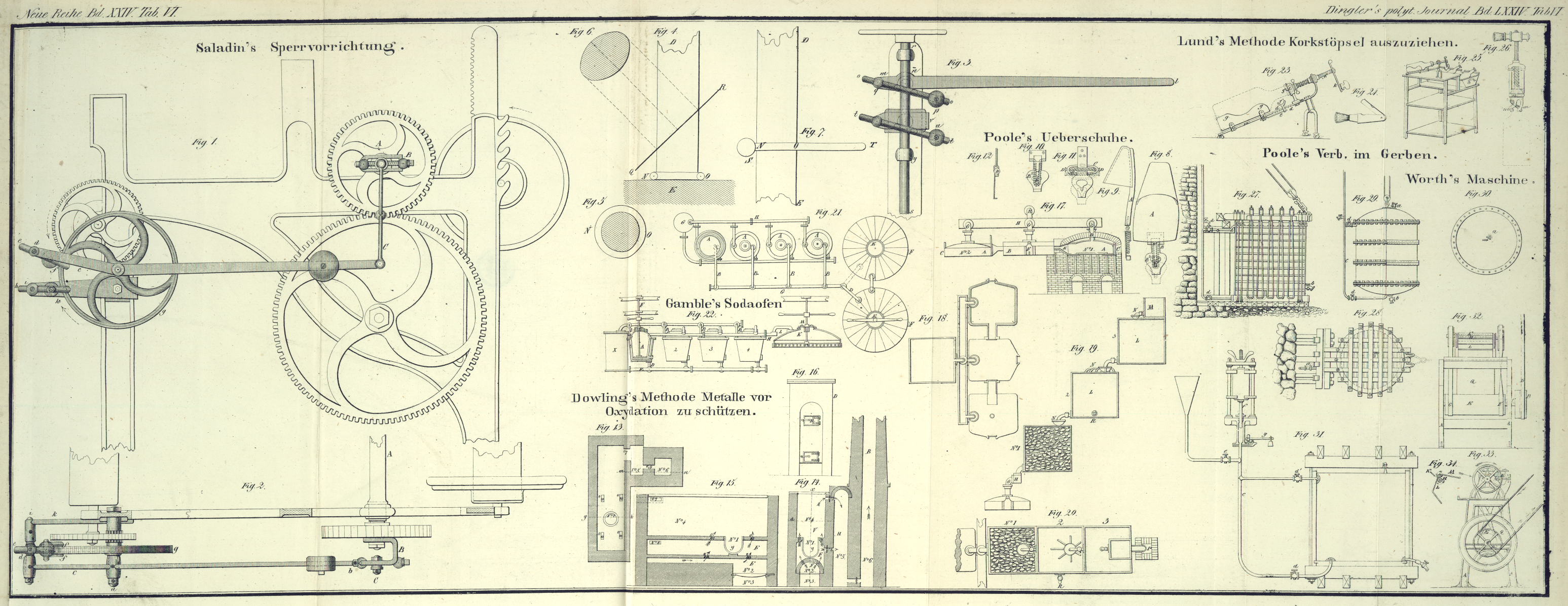
Fig. 13 ist
ein Grundriß meines Galvanisirofens (galvanic vapour
furnace). Fig. 14 ist ein senkrechter Durchschnitt desselben nach den in Fig. 13
angedeuteten Linien g, h, m, n.
Fig. 15 ist
ein Durchschnitt nach der Linie x, y.
Fig. 16 zeigt
den Ofen vom Ende her gesehen.
Dieser Ofen besteht aus einem zur Erhizung der Gegenstände dienenden Ofen F mit Rost und Roststangen, aus dem Galvanisirofen V mit dem Tiegel J und aus
dem Verdichtungsrauchfange H. Nr. 1 ist ein Tiegel, der
nach Art der in den Gasöfen gebräuchlichen Tiegel aus feuerfestem Thone geformt ist.
Nr. 2 ist der Erhizungsofen mit den Roststangen. Nr. 3 das Aschenloch. Nr. 4 der
Galvanisirofen. Nr. 5 der Verdichtungsrauchfang. Nr. 6 der Schornstein. Nr. 7 ein
kleiner Feuerzug mit Register, der die Communication zwischen dem Galvanisirofen V und dem Verdichtungsrauchfange H herstellt. Nr. 8 ist ein anderer kleiner, gleichfalls mit einem Register
versehener Feuerzug, der die Communication zwischen dem Erhizungsofen und dem
Verdichtungsrauchfange herstellt. Er kommt nur so lange in Anwendung, als das Feuer
in dem Ofen erst frisch aufgezündet worden; später, wenn der Galvanisirofen bereits
eine solche Hize erreicht hat, daß Blei in ihm in Fluß geräth, wird das Register in
dem Feuerzuge Nr. 8 geschlossen und das Register in dem Feuerzuge Nr. 7 dafür
geöffnet. Nr. 9 ist ein mit einem Register versehener Feuerzug, der mit dem
Schornsteine communicirt und je nach dem Gutdünken und der Erfahrung der mit der
Führung des Ofens betrauten Person geöffnet oder abgesperrt werden kann. In dem Ofen
F ist über die ganze Länge und Breite des Rostes
eine Wölbung gespannt. Die Hize dieses Ofens theilt sich zuerst dem Boden und den
Seitenwänden des Tiegels mit und geht hieraus durch den kleinen Feuerzug Nr. 10 in
den Galvanisirofen über. Ohne diese Wölbung würde der Tiegel durch die directe
Einwirkung der Flamme in Trümmer gehen.
Mit diesem Ofen arbeite ich nun auf folgende Weise. Ich bringe die metallenen
Gegenstände, nachdem sie die oben beschriebene Operation erlitten, sorgfältig und
so, daß sie einander nicht berühren, in den Galvanisirofen V und in den Verdichtungsrauchfang H, wobei
ich sie durch eiserne Thüren, dergleichen in den Enden und Seiten des genannten
Ofens und Rauchfanges eine hinreichende Anzahl angebracht seyn muß, einseze. Nach
geschehener Füllung schließe und Verkitte ich die Thüren auf das Sorgsamste, damit,
während der Galvanisirproceß von Statten geht, kein Dunst bei ihnen entweichen kann.
Vor Verschließung
des Galvanisirofens trage ich bei dem in der Frontansicht, Fig. 16, bemerkbaren
Thürchen R 100 Pfd. Zink in den Tiegel J ein. Nachdem diese Vorkehrungen getroffen worden,
zünde ich in dem Ofen F ein Feuer auf, wobei ich das
Register Nr. 8 so lange offen lasse, bis der Galvanisirofen eine Temperatur, bei der
das Blei in Fluß kommt, erlangt bat. Ist dieser Moment eingetreten, so schließe ich
das Register Nr. 8 und öffne dafür das Register Nr. 7, um es bis zur Beendigung des
nun eigentlich erst beginnenden Processes geöffnet zu erhalten. Der Galvanisirofen
muß innen eine Hize haben, bei welcher der Zink verbrennt, und auch durch vier
Stunden auf dieser erhalten werden. Nach Ablauf dieser Zeit lasse ich das Feuer
ausgehen, indem ich das Register des Schornsteines schließe. Das Gelingen dieses
hiemit beendigten Processes hängt großen Theils von der mit der Führung des Feuers
betrauten Person ab; denn die Feuerung muß mit größter Regelmäßigkeit unterhalten
werden. Gut ist es, wenn man von Zeit zu Zeit eine geringe Menge grünen oder frisch
geschlagenen Holzes oder etwas Baumrinde in den Ofen F
bringt. Der Proceß läßt sich als hinreichend gelungen betrachten, wenn das Metall am
Ende desselben eine matte bläuliche, dem ausgewalzten Zinke ähnliche Farbe erlangt
hat. Wenn der Ofen abgekühlt ist, kann man ihn öffnen, die Gegenstände herausnehmen,
und den sublimirten Zink, welcher sich an den Wänden des Ofens, und namentlich des
Verdichtungsrauchfanges, angelegt hat, sorgfältig sammeln. Die aus dem Ofen
genommenen Gegenstände können alsogleich mit einer diken Schichte eines guten
Anstriches oder Firnisses von beliebiger Farbe überzogen werden.
Als meine Erfindung erkläre ich schließlich: 1) das angegebene Conservationsbad und
dessen Anwendung an den rauh geschliffenen Metallen; 2) die beschriebene Verzinkung
der Metalle mittelst der Zinkräder, der Verzinker und der Zinkklumpen; 3) endlich
den beschriebenen Galvanisirproceß und den dazu gehörigen Galvanisirofen.
Tafeln