| Titel: | Verbesserungen in der Verfertigung der Flintenkugeln, worauf sich David Napier, Ingenieur in York Road, Lambeth in der Grafschaft Surrey, am 12. Febr. 1840 ein Patent ertheilen ließ. |
| Fundstelle: | Band 79, Jahrgang 1841, Nr. LXX., S. 346 |
| Download: | XML |
LXX.
Verbesserungen in der Verfertigung der
Flintenkugeln, worauf sich David
Napier, Ingenieur in York Road, Lambeth in der Grafschaft Surrey, am
12. Febr. 1840 ein Patent ertheilen
ließ.
Aus dem Repertory of Patent-Inventions. Nov. 1840,
S. 257.
Mit Abbildungen auf Tab.
V.
Napier's Verbesserungen in der Verfertigung der
Flintenkugeln.
Meine Verbesserungen in der Fabrication von Flintenkugeln laufen dem Wesen nach auf
zwei Hauptpunkte hinaus, welche übrigens in der Darstellung bleierner, durch
Compression erzeugter Kugeln, im Gegensaz zu den gegossenen, übereinkommen.
Das erste Verfahren bezieht sich auf Kugeln für Büchsen, Musketen und anderes
Kleingewehr, wobei es auf große Correctheit ankommt. Das zweite Verfahren bezieht
sich auf die Verfertigung der sogenannten Posten, welche eine geringere Dimension
besizen, und weniger Accuratesse in der Form erfordern.
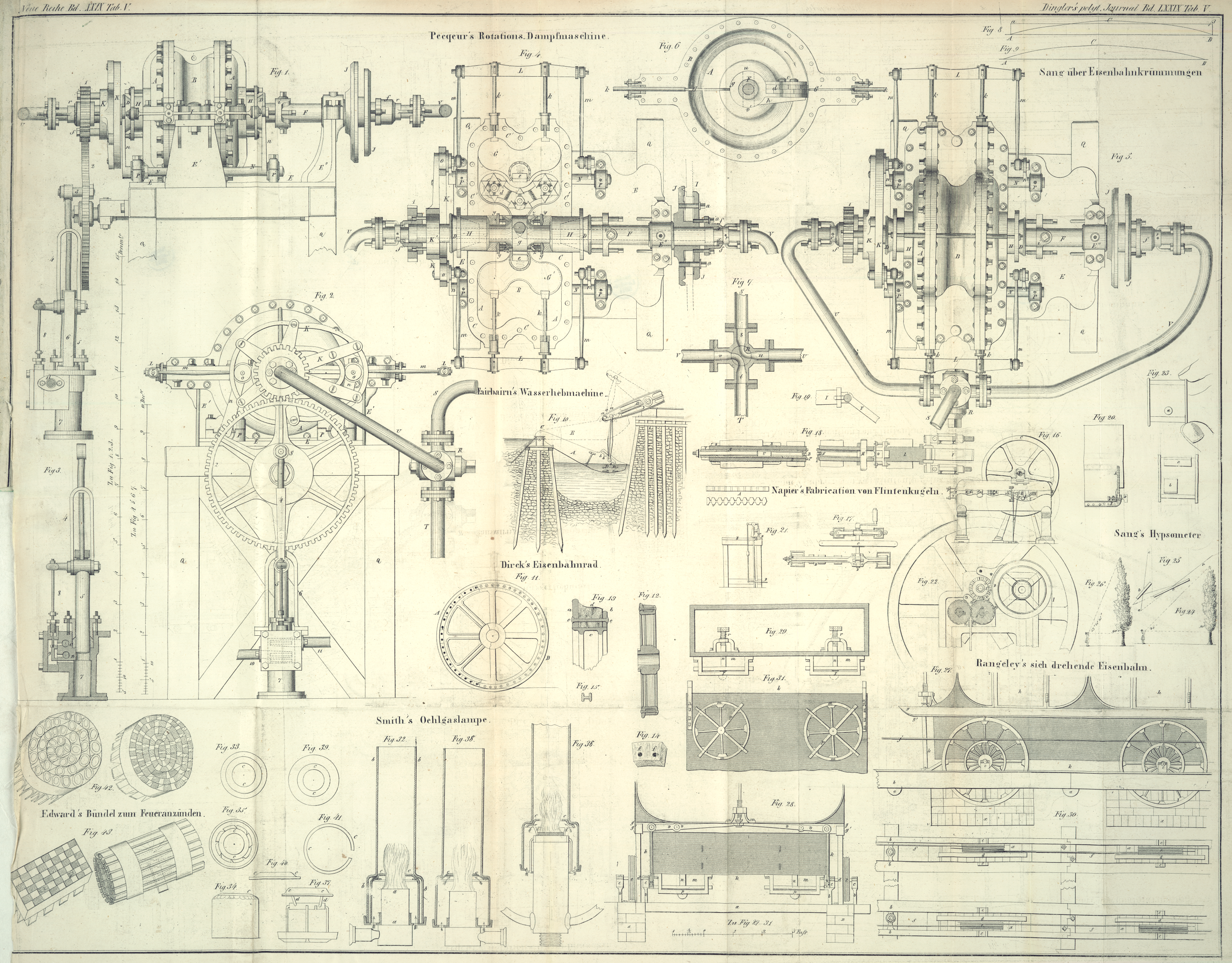
Mit Hülfe der Figuren 16, 17, 18 und 19, in welchen gleiche
Buchstaben gleiche Theile bezeichnen, will ich nun den ersten Theil meiner Erfindung
erläutern. Das Blei wird durch Walzen oder auf sonstige Weise, so wie A zeigt, zubereitet und in diesem Zustande bei B in die Compressionsmaschine gebracht, welche
folgendermaßen wirkt. C das an der Kurbelachse D sizende Schwungrad. E die
von der Kurbel D nach den Kniegelenken F, F führende Lenkstange. G
ein fester Mittelpunkt, welcher sich durch Schrauben richten läßt, für die Gelenke
F, F die Gränze und für den Druk einen Stüzpunkt
bildet. J ein hin- und herbeweglicher Stempel,
welcher durch die Wirkung der Federn K mit den Gelenken
F, F in Verbindung erhalten wird. L die auf die eine Kugelhälfte passende Form, welche in
den Stempel eingesezt und mit Hülfe des Bolzens M an
denselben befestigt ist. N ist ein in der Form L verschiebbarer Pflok, dessen äußerstes Ende nach der
inneren Höhlung der Kugelform gewölbt ist. In Folge der Compression stößt dieser
Pflok gegen den Bolzen M; sobald aber der Druk nachläßt,
springt er durch die Wirkung der Feder O vor, und
schnellt die Kugel aus der Form L. Die entgegengesezte
Form P lagert fest in dem Gestell, und läßt sich durch
Schrauben R, R richten; ihre Lage wird durch die mit
Schraubengängen versehene Röhre S und die
Schraubenmutter T gesichert. Der verschiebbare Pflok U lehnt sich bei erfolgender Compression gegen das Ende
der Röhre S, und wird, wenn der Druk aufhört, durch die
Feder V vorwärts gestoßen, um die Kugel eben so, wie auf
der gegenüberstehenden Seite, aus der Form P zu
lösen.
Die Figuren 20
und 21
stellen die Schlußoperationen dar, welche mit dieser Kugelgattung noch vorzunehmen
sind. A zeigt den Zustand, in welchem die Kugeln von der
Compressionsmaschine kommen; sie hängen nämlich noch durch eine dünne Bleihaut, da,
wo die beiden Halbkugeln zusammenstoßen, aneinander. B
ist eine hohle Form mit einer dem Kugeldurchmesser entsprechenden Oeffnung. Der
Stempel C, welchen man mit Hülfe eines Tretschämels D niedersteigen läßt, drükt die Kugeln durch diese
Oeffnung, worauf sie in den Trog E hinabrollen.
Fig. 22 dient
zur Erläuterung des zweiten Theils meiner Erfindung. Die Walzen A, B, C und D sind auf der
äußeren Seite des Gestells angebracht, und stehen durch Räderwerk, welches anzugeben
ich nicht für nöthig
fand, miteinander in Verbindung. Die Walzen A und B sind im Durchschnitt dargestellt; sie besizen auf
ihrer Peripherie eine passende Anzahl halbkugelförmiger Vertiefungen, welche
zusammentreffend Kugelhöhlungen bilden. Der Umfang der Walze C ist mit einer geeigneten Anzahl von Löchern versehen, deren Weite am
äußern Rande dem Durchmesser der halbkugelförmigen Vertiefungen in den Walzen A und B entspricht. Das Blei
gelangt durch die Leitung G in Gestalt einer Stange in
die Maschine, und wird durch die Leitung G mit der Walze
B in Berührung erhalten, bis die Bleikugeln in die
Löcher an der Peripherie der Walze C treten. Hierin
werden sie wieder durch die Leitung A gehalten, bis die
Walze D die Kugeln (Posten) aus der Bleihaut heraus in
die Höhlung E der Walze C
preßt, von wo aus sie durch eine Röhre oder auf sonstige Weise weiter geführt werden
können, während der Bleiabfall über die Rolle D nach J hin seinen Weg nimmt.
Nachdem ich hiemit das Princip meiner Erfindung und die Maschinenconstruction, wie
ich sie vorziehe, beschrieben habe, erkläre ich als meine Erfindung: erstens die
Methode Bleikugeln durch Compression in Formen zu bilden; zweitens das Verfahren
Bleikugeln durch Walzen darzustellen.
Tafeln