| Titel: | Verbesserungen in der Fabrication von Röhren und Cylindern, besonders für Locomotivkessel, worauf sich Thomas Smedley zu Holywell in der Grafschaft Flint, North Wales, am 4. April 1840 ein Patent ertheilen ließ. |
| Fundstelle: | Band 80, Jahrgang 1841, Nr. III., S. 12 |
| Download: | XML |
III.
Verbesserungen in der Fabrication von
Roͤhren und Cylindern, besonders fuͤr Locomotivkessel, worauf sich
Thomas Smedley zu
Holywell in der Grafschaft Flint, North Wales, am 4. April 1840 ein Patent ertheilen
ließ.
Aus dem Repertory of Patent-Inventions. Dec. 1840,
S. 332.
Mit Abbildungen auf Tab.
II.
Smedley's Fabrication von Roͤhren und Cylindern.
Meine Erfindung besteht ihrem Wesen nach in der Construction und Anordnung gewisser
Apparate oder Mechanismen, wodurch die Fabrication von Röhren und Cylindern
ökonomischer und vollkommner zu Stande gebracht wird, als dieß bei der gegenwärtig
üblichen Methode der Fall ist. Das praktische Verfahren, welches ich befolge, wird
aus den beigefügten Zeichnungen und nachstehender Beschreibung deutlich werden. In
allen Figuren beziehen sich gleiche Buchstaben auf die entsprechenden Theile.
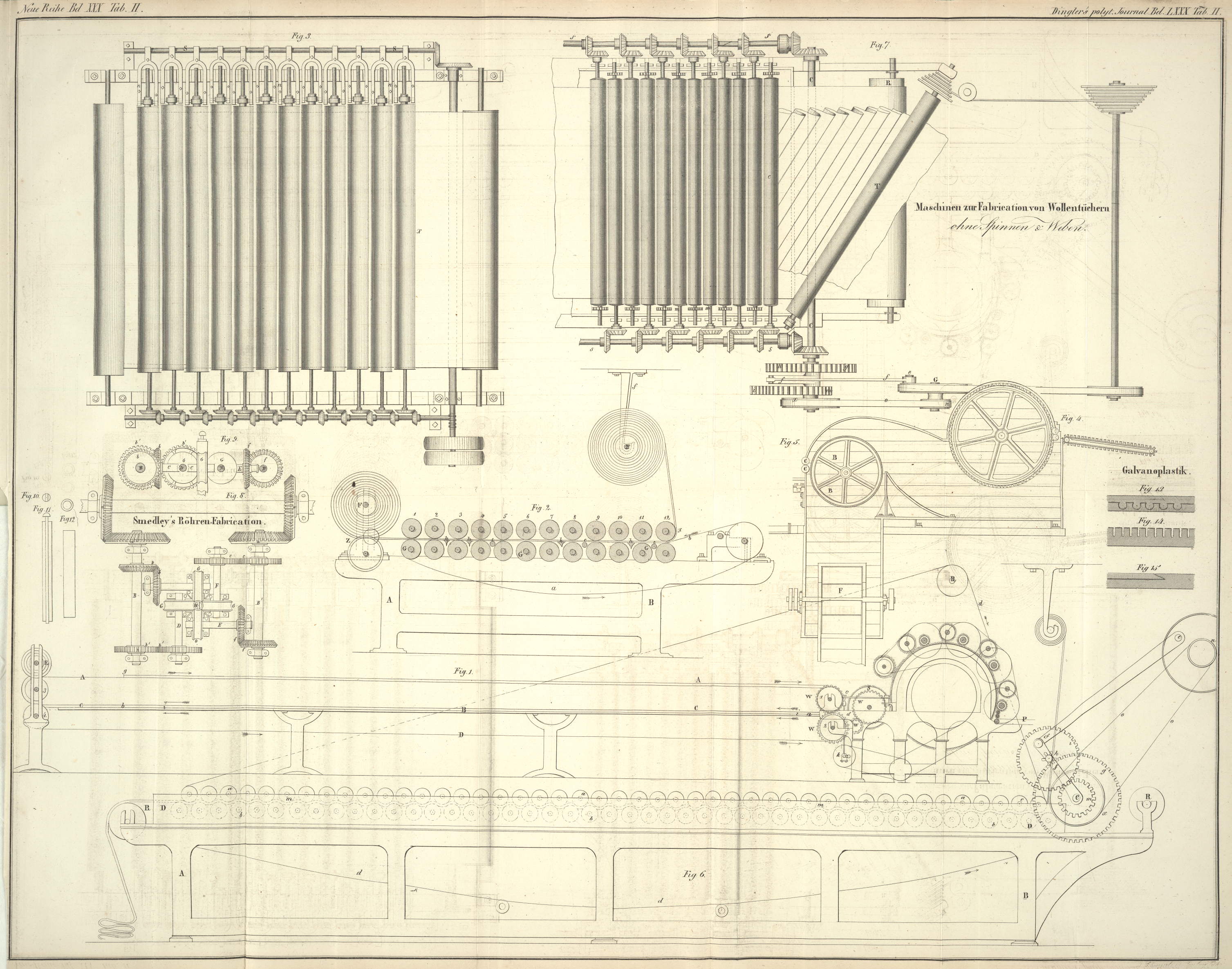
Fig. 8 stellt
eine vordere Ansicht, und
Fig. 9 den
Grundriß einer meiner verbesserten Einrichtungen dar. In diesen Figuren bezeichnet
A eine durch eine passende Kraft in Thätigkeit
gesezte Treibwelle, und a, a konische Räder, welche die
Bewegung vermittelst der Räder a', a' auf die senkrechten Wellen B,
B' übertragen. Von der Welle B aus wird die
Bewegung durch die konischen Räder b, b der Welle C und durch die Stirnräder b', b' der Welle D
mitgetheilt. Die Welle B' theilt ihre Bewegung durch
Vermittlung der konischen Räder f, f und der Stirnräder
e, e den Wellen E und
F mit. Ist nun dem ganzen Eingriff des Räderwerks
das gehörige Verhältniß gegeben, so bleibt sich die von der Treibwelle A auf die Wellen C, D, E und
F übergetragene Geschwindigkeit gleich. An jeder der
Wellen C, D, E und F sizen
die Rollen oder Walzen G, G, G, G, welche wegen der
rechtwinkeligen Stellung ihrer Achsen an dem Punkte H
zusammenstoßen. Hier sezen sich die Profile der vier Segmente, welche durch die
Cannelirung in der Stirne der Walzen gebildet werden, zu einem Kreise zusammen.
Durch diese kreisförmige Oeffnung wird das Metall oder die Composition, woraus die
Röhren oder Cylinder verfertigt werden sollen, gewalzt, comprimirt und gestrekt, je
nach der Weite der Oeffnung und der Dike des dieser Operation unterliegenden
Metalles. Ich erlaube mir hiebei die Bemerkung, daß mir wohl bekannt ist, daß
cylindrische Oberflächen oder Metallstangen gewöhnlich unter Anwendung zweier
Walzen, welche mit den in Fig. 8 u. 9 dargestellten Walzen G Aehnlichkeit haben, verfertigt werden. Um nun aber die
aus dem Geschwindigkeitsunterschiede zwischen den verschiedenen Stellen der Umfangskrümmung
solcher Walzen hervorgehende Reibung zu beseitigen, seze ich drei, vier oder mehr
Walzen an die Stelle jener zwei. Durch diese Einrichtung erhält das Profil der
Krümmung eine geringere Ausdehnung, und die Ungleichheit der Geschwindigkeit, mithin
auch die Reibung vertheilt sich gleichmäßiger auf der Oberfläche des zu erzeugenden
Cylinders. Es ist mir ferner bekannt, daß vier Walzen in ähnlicher Stellung, wie die
oben beschriebenen, früher schon zur Verfertigung metallner Röhren angewendet
wurden, indem man sie an einer Ziehbank anbrachte, eine Methode, worauf sich John
Wilkinson ums Jahr 1790 ein Patent ertheilen ließ.
Bei meiner Einrichtung dagegen findet durchaus kein Ziehen statt, sondern die Röhren
werden förmlich gepreßt und durch die einfache Wirkung der Walzen vorwärts bewegt;
die Walzen selbst aber werden durch Maschinenkraft umgetrieben, anstatt daß die
Röhren mittelst einer Ziehbank zwischen ihnen durchgezogen werden, durch welches
leztere Verfahren seither den Röhren und Walzen die Bewegung ertheilt wurde. Durch
diese meine Erfindung bin ich in den Stand gesezt, die nöthige Verlängerung der
Röhren ohne alles Ziehen, durch Compression allein, zu erreichen, indem der Zug auf
die Textur des Metalles leicht nachtheilig wirkt.
Fig. 10 zeigt
die Endansicht, und Fig. 11 die Seitenansicht eines Kerns, auf welchem die Röhre gebildet
wird. Dieser Kern besteht aus drei Stüken, um ihn leichter aus der fertigen Röhre
herausziehen zu können, wie unten näher erläutert werden soll. Eine Röhrengattung,
auf welche meine Verbesserungen anwendbar sind, ist die Metallröhre, deren man sich
gewöhnlich beim Bau von Locomotivdampfkesseln bedient. Diese Röhre besizt in der
Regel der Länge nach eine zusammengeschweißte oder gelöthete Naht; zufolge meiner
verbesserten Verfertigungsart dagegen besteht sie aus solidem Metalle ohne alle
Naht, wodurch die Rauhigkeit im Innern der Röhre und die Ungewißheit einer
vollkommnen Verbindung auf ähnliche Weise beseitigt ist, wie bei bleiernen und
sonstigen auf der Ziehbank verfertigten Röhren.
Um nun Röhren zu dem angegebenen Zweke zu verfertigen, gieße ich zuerst einen hohlen
Cylinder Fig.
12 aus Messing oder einem sonst geeigneten Metallgemisch, dessen äußerer
Durchmesser ungefähr 3 3/4 und dessen innere Weite 3 Zoll mißt. Dieser hohle
Cylinder wird in erhiztem Zustande über den Fig. 10 und 11
dargestellten Kern geschoben und durch die kreisförmige Oeffnung H, Fig. 8 gestekt; hier wird
er durch die gleichförmige Rotation der Walzen G, G, G,
G gewalzt, zusammengepreßt und in die Länge gestrekt. Sobald er das
Walzwerk verlassen hat, passirt er durch ein ähnliches System von Preßwalzen mit kleinerer
Oeffnung, worin er abermals gewalzt, gepreßt und gestrekt wird. Diese Operation
wiederholt man durch ein regelmäßig sich verjüngendes Walzensystem, so weit man
dieses dem Zweke, wozu die Röhre bestimmt ist, für angemessen findet. Der Kern wird
sodann herausgenommen, indem man das mittlere von den drei Stüken, woraus er
zusammengesezt ist, heraustreibt, worauf die übrigen Theile sich leicht hervorziehen
lassen. In diesem Zustande kann der Cylinder oder die Röhre als vollendet betrachtet
werden; ihre innere Weite entspricht dem Durchmesser des Kerns. Da wo indessen eine
fortgesezte Reduction in der Röhrenweite verlangt wird, habe ich es für zwekmäßig
gefunden, die Röhre noch einmal durch eine ähnliche Anordnung von Preßwalzen, wie
Fig. 8 und
9, gehen
zu lassen, jedoch ohne Kern. Bei Verfertigung massiver Cylinder oder Röhren von
größerem oder geringerem Durchmesser kann man die Weite der Walzen G' nach dem Durchmesser der Röhre oder des Cylinders
umändern; die innere Höhlung der Röhre richtet sich natürlich nach der Weite des
Kerns. Diese und ähnliche Modificationen des Mechanismus oder der Anzahl der zu
verwendenden Walzen G hängen von der Beschaffenheit der
zu verfertigenden Röhre oder des Cylinders ab, wie den mit dieser Fabricationsweise
vertrauten Personen wohl verständlich seyn wird. Obgleich ich es bei Verfertigung
von Röhren für Locomotivdampfkessel für zwekmäßig gefunden habe, den metallnen
Cylinder sammt Kern im erhizten Zustande durch zwei Reihen rotirender Walzen G passiren zu lassen, so kann doch hie und da diese
Operation ohne Erhizung des Cylinders vorgenommen und nach Erforderniß bis zu einer
größeren Ausdehnung fortgesezt werden, was ganz von der Beschaffenheit des Materials
und dem Zweke, zu welchem die Röhre oder der Cylinder bestimmt ist, abhängt.
Aus der vorangegangenen Erläuterung in Betreff des bei Anwendung meiner
Verbesserungen auf die Fabrication von Dampfkesselröhren zu befolgenden technischen
Verfahrens geht hervor, daß eine Neigung, die Fibern des Metalls, woraus die Röhren
verfertigt werden sollen, zu verdünnen oder auseinander zu ziehen, hiebei nicht
stattfindet. Und dieses halte ich für einen wesentlichen und wichtigen Vorzug meiner
Erfindung. Denn, wenn man die Kraft, anstatt sie an der Röhre oder dem Kerne
anzubringen, welcher zwischen den Preßwalzen hindurchpassiren soll, auf die Walzen
selbst überträgt, so wird dadurch begreiflicher Weise jedes Auseinanderzerren der
Fasern beseitigt, und die an der Röhre oder dem Cylinder hervorgebrachte
Verlängerung wird lediglich von der compressiven Wirkung der Walzen abhängen. So hat
dieser Proceß eher eine Verbesserung als Verschlimmerung der Textur des Metalls oder
Metallgemisches zur Folge; auch findet jenes Hartwerden, wie dieses stets im Gefolge der Ziehoperationen
vorgefunden wird, nicht statt.
Nachdem ich nun das Princip meiner Erfindung und das Verfahren, es praktisch
auszuführen beschrieben habe, erkläre ich, daß ich keinen der gewöhnlichen
wohlbekannten, in den beigefügten Zeichnungen dargestellten Theile als meine
Erfindung in Anspruch nehme; wohl aber mache ich Anspruch auf die Combination von
drei, vier oder mehreren Walzen, an welchen Kraft angebracht wird, um Röhren und
Cylinder zu walzen, zu pressen und zu verlängern, ohne daß dabei eine Naht oder eine
Fuge zum Vorschein kommt, oder daß eine Kraft angebracht werden müßte, um dieselben
zwischen dem Walzwerk hindurchzuziehen. Außerdem nehme ich die eigenthümliche
Construction des Fig. 10 und 11 dargestellten Kerns in
Anspruch.
Tafeln