| Titel: | Verfahren und Maschinen zur Fabrication von sogenanntem Filztuch, worauf sich William Hirst, Tuchmacher zu Leeds, am 24. September 1840 ein Patent ertheilen ließ. |
| Fundstelle: | Band 82, Jahrgang 1841, Nr. XLIV., S. 181 |
| Download: | XML |
XLIV.
Verfahren und Maschinen zur Fabrication von
sogenanntem FilztuchMan vergleiche die Maschinen zu demselben Zwek im polyt. Journal Bd. LXXX. S. 24.A. d. R., worauf sich William
Hirst, Tuchmacher zu Leeds, am 24.
September 1840 ein Patent ertheilen ließ.
Aus dem Repertory of Patent-Inventions. Jul. 1841,
S. 24.
Mit Abbildungen auf Tab.
III.
Hirst's Verfahren und Maschinen zur Fabrication von
Filztuch.
Bei Fabrication von Wollen- und andern Tüchern, wobei
der Spinn- und Webeproceß wegfällt, ist es nöthig, sich breite
Bänder aus reiner oder mit andern Faserstoffen verbundener Wolle von durchaus
gleichmäßiger Dike zu Verschaffen und diese Bänder so zu verarbeiten, daß sie im
Verlaufe der folgenden Procedur das Ansehen oder den Grad der Ebenheit, welcher
ihnen auf mechanischem Wege ertheilt wurde, nicht verlieren. Die Herstellung solcher
breiten Bänder bildet zwar keinen Zweig meiner Erfindung, ich will aber doch das
Verfahren beschreiben, welches ich bei Ausübung dieses Wollenmanufacturzweiges
vorzugsweise befolge.
Fig. 15 zeigt
den Durchschnitt einer gewöhnlichen Krempelmaschine, soweit derselbe zur Erläuterung
meines Verfahrens dient. Da die Krempelmaschine keinen Theil meiner Erfindung
bildet, so finde ich es nicht nöthig, in eine Beschreibung derselben einzugehen,
sondern bemerke nur, daß die Wattenwalze a größer als
gewöhnlich ist, um ein nach Bedürfniß breites Band zu erhalten; sonst gleicht die
Maschine den gewöhnlichen Krempelmaschinen. Wenn ich nun die Maschine in Gang seze,
so lasse ich so viele Lagen des Wollenvließes auf der Wattenwalze sich aufwikeln,
als der verlangten Tuchdike angemessen sind. Ich habe gefunden, daß 46 Lagen ein
sehr starkes und dikes Tuch abgeben; diese Quantität kann sich jedoch je nach dem
Gutdünken des Fabrikanten und der jeweiligen Tuchbereitungsmethode ändern. Wenn sich
nun das breite Band in der erforderlichen Dike um den Cylinder a gelegt hat, so schneide ich dasselbe vom Cylinder ab
und füge in Uebereinstimmung mit der gewünschten Tuchlänge und mit Bezugnahme auf
den Umfang des Cylinders a zwei oder mehrere Bänder
zusammen, indem ich die Enden dieser Bänder auskämme und sie 1 bis 3 Zoll weit
übereinander lege, so daß an der Verbindungsstelle keine Aenderung in der Dike
bemerkbar wird. Greifen nun die beiden Enden gehörig übereinander, so drüke ich sie leicht zusammen
und gebe dadurch den Fasern an den Rändern einen Zusammenhang, welcher hinreicht, um
die verschiedenen auf diese Weise vereinigten Bänder auf eine andere Walze b in einem zusammenhängenden Stük sich aufwikeln zu
lassen. Von dieser Walze gelangt das Band in die Maschine, worin der erste Theil des
Walkprocesses vor sich geht, nämlich die Verdichtung oder Compression der Fasern. In
Folge dieser Procedur schlingen sich die Fasern ineinander und das Wollenband
erlangt eine größere Stärke.
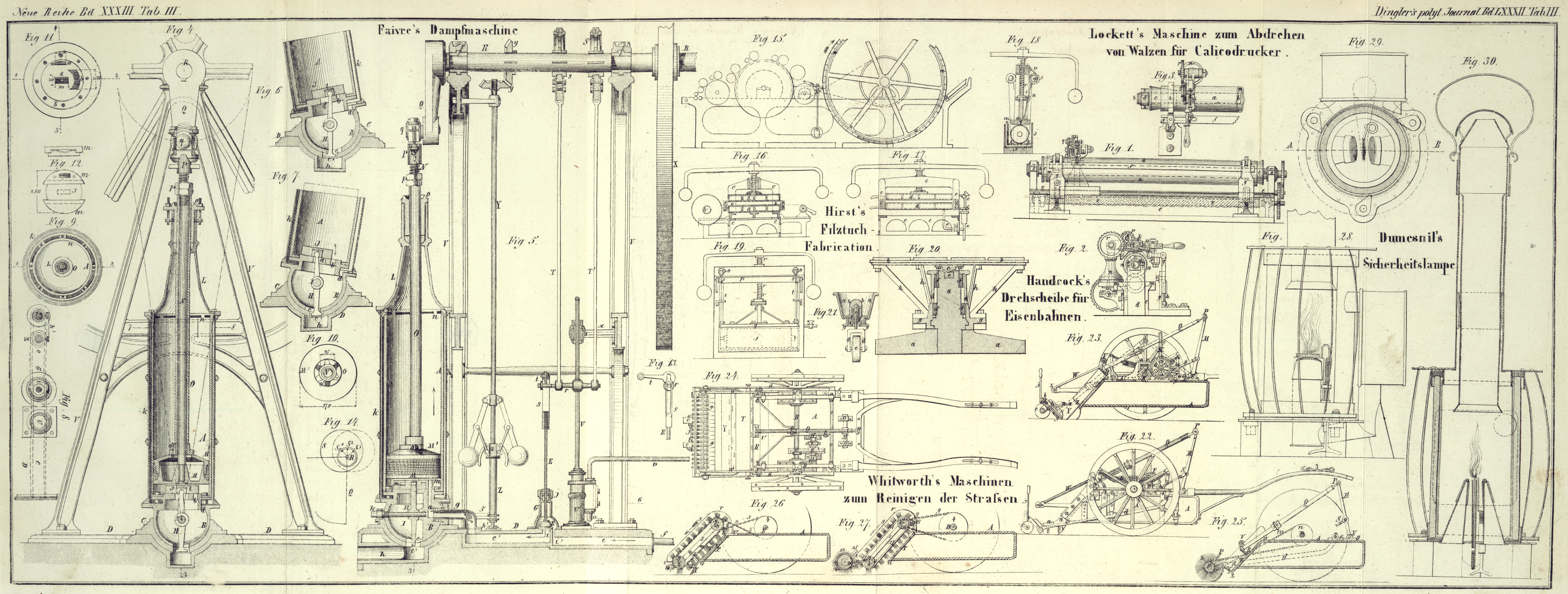
Fig. 16
stellt den Durchschnitt einer Presse dar, welche die Bänder verdichtet und
theilweise walkt und die Fasern, vermöge ihrer Eigenschaft sich zu filzen,
veranlaßt, sich ineinander zu verschlingen.
Fig. 17 ist
eine Endansicht der vollständigen Presse, an welcher nur die Leitwalzen weggelassen
sind. c, c ist das Gestell der Presse, dessen
Beschaffenheit aus der Zeichnung deutlich erhellt. d, d
zwei hohle glatte, durch Dampf heizbare Platten von Gußeisen; unumgänglich
nothwendig ist es übrigens nicht, diese Platten zu heizen, obgleich diesem Verfahren
der Vorzug zu geben ist. e ist die Dampfröhre, welche
den Dampf von einem gewöhnlichen Niederdruk-Kessel in die Maschine leitet.
Die Röhre e' speist die obere hohle, in einer
Stopfbüchse f gleitende Platte mit Dampf. g, g sind Bandleitungsrollen, welche sich ohne
Widerstand in den Lagern h, h drehen. In Fig. 16 sieht man ein
fertiges Wollenband auf der Walze b im Begriff durch die
Maschine zu gehen. Das Ende des Bandes wird an die Walze i befestigt, auf welcher dasselbe, nachdem es den Druk der Presse
erfahren, sich aufwikelt. Der bei der Maschine aufgestellte Arbeiter läßt nämlich
die obere bewegliche Platte d niedersteigen, preßt das
Fabricat zwischen beiden Platten d, d und windet alsdann
das gepreßte Stük auf; dadurch gelangt eine neue Quantität des Fabricates zwischen
die Oberflächen; er unterwirft dieselbe wie die erstere dem Druke der Presse und so
fort, bis das ganze auf der Walze b aufgerollte Stük
gepreßt und von der Walze i aufgenommen worden ist. In
diesem Zustande ist das Fabricat geeignet, dem darauf folgenden Walkproceß, welcher
in der Fig.
18 und 19 dargestellten Maschine vor sich geht, unterzogen zu werden.
Fig. 18 ist
ein Durchschnitt und Fig. 19 eine
Seitenansicht der Maschine. Das auf die Walze i
aufgewikelte Fabricat wird mit Calico bedekt und in die nunmehr zu beschreibende
Walkmaschine gebracht. j, j ist ein Trog mit einem
durchlöcherten Doppelboden k und einer Scheidewand l. m eine Dampfröhre, deren untere Fläche siebartig
durchlöchert ist, so daß von hier aus der Dampf zwischen den Seiten des Trogs und
der Scheidewand l niedersteigt. Das aufgerollte
Wollenband kommt in den Trog, geht von da über die Walze o
nach der Walze p, auf welcher es sich in Folge der Thätigkeit der
Maschine aufwikelt. Auf diese Weise bewegt sich das Wollenband fortwährend im
Kreise, so daß es an verschiedenen Stellen des Umfanges den Druk der Presse erfährt.
q ist eine hölzerne Platte, welche durch die
Schraube r in auf- und niedersteigende Bewegung
versezt wird. So wird das Fabricat in der Reihenfolge an verschiedenen Stellen
gepreßt, wobei es fortwährend seine Lage ändert, so daß in Folge dieses
Walkprocesses die Fasern sich filzartig ineinander schlingen. Dieses Walken und
Verarbeiten wird dadurch erleichtert, daß es beständig in einem Dampfbade vor sich
geht. Obgleich ich es vorziehe, die in Rede stehende, so wie die vorher beschriebene
Maschine durch eine Schrauben- oder Schwungpresse in Thätigkeit zu sezen, so
muß ich doch bemerken, daß die Operation des Pressens der Oberfläche d im vorhergehenden Falle und der Planke q bei gegenwärtigem Mechanismus, auch auf irgend einem
anderen mechanischen Wege vollführt werden kann. s, s
sind zwei an den Enden der Walze p sizende Sperrräder.
Durch die in die Preßplatte q eingehängten, in die
Sperrräder greifenden Stoßstangen t, t wird die Bewegung
der Walze p mitgetheilt, indem die Sperrhaken v eine rükgängige Drehung der Sperrräder verhüten.
Ich habe es wünschenswerth gefunden, das zu walkende Fabricat mit einem Stük Calico
oder einem sonstigen glatten Zeuge auf die Walze i
aufzuwikeln, damit die Oberflächen des zu bearbeitenden Fabricates nicht miteinander
in Berührung kommen. Diesem Verfahren gemäß kann das Fabricat, ohne aufgewikelt zu
werden, länger in der Arbeit bleiben. Ich habe ferner gefunden, daß wenn man das
Tuch eine Stunde lang der zweiten Maschine zur Verarbeitung übergibt, dasselbe einen
solchen Zustand angenommen hat, daß es sich von der Walze i loswikeln und in Falten von passender Länge zusammenlegen läßt. Das so
zusammengefaltete Tuchstük wikle ich der Länge der Falten nach auf, schlage den
Wikel in starken Kattun oder Kanvaß und unterwerfe ihn von Neuem jener mechanischen
Operation, bis der Walkproceß den gewünschten Grad der Vollendung erlangt hat.
Anstatt in der erwähnten Maschine kann der Walkproceß auch in der gewöhnlichen
Walkmühle auf die jedem Wollenfabrikanten wohlbekannte Weise zu Ende geführt
werden.
Tafeln