| Titel: | Anwendung der galvanischen Kupferfällung zur Verfertigung, zum Ausbessern und Graviren von Walzen und anderen Formen zum Bedruken von Kattunen etc., worauf sich Jos. Lockett, Ingenieur in Manchester, am 27. Aug. 1840 ein Patent ertheilen ließ. |
| Fundstelle: | Band 82, Jahrgang 1841, Nr. XLVII., S. 189 |
| Download: | XML |
XLVII.
Anwendung der galvanischen Kupferfaͤllung
zur Verfertigung, zum Ausbessern und Graviren von Walzen und anderen Formen zum Bedruken
von Kattunen etc., worauf sich Jos. Lockett, Ingenieur in Manchester, am 27. Aug. 1840 ein Patent ertheilen ließ.
Aus dem London Journal of arts. Sept. 1841, S.
89.
Mit Abbildungen auf Tab.
III.
Lockett, über Verfertigung kupferner Walzen zum Kattundruk
etc.
Gegenwärtige Verbesserungen in der Verfertigung und Gravirung von Cylindern, Walzen
u.s.w. zum Bedruken von Kattunen und anderen Geweben bestehen erstens in der
Anwendung galvanischer oder voltaelektrischer Kräfte. In Folge galvanischer
Thätigkeit erhalten Walzen, deren gravirtes oder geäztes Dessin entfernt werden
soll, oder welche durch den Gebrauch gelitten haben, oder auch neu zu verfertigende
Cylinder einen metallischen Ueberzug.
Zur Herstellung einer Walze durch diesen Proceß wird eine Form vom erforderlichen
Durchmesser angewendet, welche entweder aus einer metallischen, leitenden Substanz
zusammengesezt seyn kann und, wenn der Cylinder fertig ist, als ein Theil desselben
zurükbehalten wird, oder sie kann aus einer nicht leitende Substanz bestehen, ihre Oberfläche nachher
zu einem Leiter der Elektricität gemacht und dann vom Cylinder entfernt werden, wenn
er die erforderliche Dike erreicht hat.
Eine nicht leitende Oberfläche kann zum Behufe vorliegender Procedur durch Befolgung
irgend einer der nachstehenden Methoden in einen Leiter der Elektricität verwandelt
werden: durch Belegen mit Kupfer-, Zinn- oder Goldblättchen, oder
durch Ueberziehen mit irgend einem metallischen Pulver oder Graphit, oder durch eine
Auflösung von salpetersaurem Silber, welches nachher durch ein Salz oder Gas, das
zum Sauerstoff eine größere Verwandtschaft hat, als das Silbersalz, desoxydirt
wird.
Die Form oder Grundlage des Cylinders, welche eine metallische oder nach irgend einer
der vorhergehenden Verfahrungsweisen leitend gemachte Oberfläche besizt, kommt nun
in ein Gefäß, welches eine Auflösung von Kupfersalz und verdünnte Schwefelsäure im
Verhältnisse von 60 Theilen Wasser auf 1 Theil Schwefelsäure enthält. An diese Form
wird das eine Ende eines Kupferdrahtes befestigt, während das andere Ende desselben
mit dem positiven Pol einer galvanischen Batterie in Verbindung steht; die Anzahl
der Elemente der lezteren richtet sich nach der von der Form dargebotenen
Oberfläche. Nun kommt in das Gefäß, worin die Form sich befindet, eine andere
metallische Fläche, und zwar derjenigen Fläche gegenüber, auf welcher der
Niederschlag gebildet werden soll. Auch an diese metallische Oberfläche muß das eine
Ende eines Drahtes befestigt werden, während das andere Ende des lezteren mit dem
negativen Pole der Batterie in Verbindung steht. Die Batterie kann zu vorliegenden
Zweken auf irgend eine der bekannten Methoden in Thätigkeit gesezt werden. Sollte
man es wünschenswerth finden, diesen Proceß in einem einzigen Gefäße vor sich gehen
zu lassen, so ist es nöthig, die Form oder Oberfläche mit einem Metalle, z.B. Zink
oder Eisen, in Verbindung zu bringen, welches zum Sauerstoff eine größere
Verwandtschaft hat, als Kupfer. Es ist in diesem Falle nöthig, in dem Theile der
Flüssigkeit, welcher die zu überziehende Oberfläche enthält, einen Vorrath von
Kupfersalz zu erhalten.
Arbeitet man mit einem einzigen Behälter, so ist dieser durch eine poröse Substanz,
z.B. unglasirte Töpferwaare, in zwei Abtheilungen getheilt, wovon die eine den Zink,
die andere das Kupfer enthält; in diejenige Abtheilung, worin der Zink sich
befindet, wird schwach angesäuertes Wasser, in die andere eine Kupfersalzlösung
gefüllt. Um einem nach obiger Methode oder nach den gegenwärtig üblichen Verfahren
bereits verfertigten Cylinder einen Kupferüberzug zu geben, ist der oben
beschriebene Proceß ganz geeignet; nur muß man darauf Acht haben, daß die zu
überziehende Oberfläche vollkommen rein ist, was durch Eintauchen in Salpetersäure,
die mit dem Zwanzigfachen ihres Volums Wasser verdünnt ist, bewerkstelligt werden
kann.
Der zweite Theil vorliegender Verbesserungen besteht in einem eigenthümlichen
Verfahren, Flächen durch galvanische Elektricität zuzubereiten, in Anwendung auf
Cylinder (Walzen), Mödel oder Formen zum Bedruken von Calicos und anderen Geweben.
Wenn ein zum Druken dienlicher Cylinder, eine Form oder ein Model nach irgend einer
der gegenwärtig üblichen Verfahrungsweisen gravirt oder durch eine Säure geäzt
worden ist, so wird es oft nöthig, einen Theil des bereits eingravirten Dessins zu
vertilgen, um diesen Theil in Uebereinstimmung mit einem gegebenen Muster glatt
erscheinen zu lassen. Um diesen Zwek zu erreichen, werden diejenigen Theile der
Oberfläche, welche den ursprünglichen gravirten Grund behalten sollen, mit einem
Firniß überzogen, wogegen jene Theile der Oberfläche, auf welche das Kupfer in Folge
der galvanischen Thätigkeit sich niederschlagen soll, frei bleiben; die freien
Theile müssen mit verdünnter Salpetersäure gereinigt werden. Der so vorbereitete
Cylinder etc. kommt nun in ein Behältniß, welches die Auflösung eines Kupfersalzes
enthält, und wird durch einen Metalldraht mit dem positiven Pole einer galvanischen
Batterie, oder eines einzelnen Elementes in Verbindung gesezt. Hierauf kommt eine
Kupferplatte in das Behältniß, worin der Cylinder sich befindet; diese Kupferplatte
wird mit dem negativen Pol der Batterie in Verbindung gebracht. Die zubereitete
Oberfläche kann man selbst das negative Ende der Anordnung bilden lassen, indem man
sie vermittelst eines Drahtes mit der Oberfläche eines Metalles verbindet, welches
eine größere Verwandtschaft zum Sauerstoff als das Kupfer hat. Auf solche Weise kann
die Operation in einem Behältnisse vor sich gehen, das durch eine poröse Scheidewand
in zwei Fächer abgetheilt ist.Die beste Anleitung zum gänzlichen oder theilweisen Ueberziehen von
Kupferwalzen mit Kupfer auf galvanischem Wege enthält die Abhandlung von Jacobi im polyt. Journal Bd. LXXVIII. S. 110.Die geäzten Drukwalzen, von welchen der
Patentträger spricht, kamen erst in der lezten Zeit in Gebrauch; man
besprengt nämlich die kupfernen oder messingenen Walzen mit einem Firniß und
behandelt sie dann mit Salpetersäure, so daß durch Aezung ein marmorirtes
Dessin entsteht, wie sie hauptsächlich zum Grund oder Boden anderer Muster
benuzt werden. Um nach dieser Methode brauchbare Drukwalzen zu erzielen, ist
es unumgänglich nöthig, daß das Metall durchaus von gleicher Härte und nicht
an einzelnen Stellen weicher ist als an anderen; deßhalb läßt jezt die Cheadle Copper and Brass Comp. in Manchester in
flüssigem Zustande comprimirte kupferne und
messingene Walzen (sogenannte compressed copper and
brass rollers) verfertigen, welche diesen Fehler nicht so leicht
besizen können, wie die nach der gewöhnlichen Methode verfertigten.E. D.
Der dritte Theil gegenwärtiger Verbesserungen besteht in einer einfachen mechanischen
Vorrichtung, welche entweder an der gewöhnlichen Supportdrehbank, oder an der zum
Graviren von Cylindern (Walzen) dienlichen Gravirmaschine anzubringen ist. Der Zwek
dieser Vorrichtung geht darauf hinaus, die überflüssigen, auf Walzen oder Cylindern
abgelagerten Kupfertheile wegzufeilen oder abzudrehen, und die auf der Oberfläche
entstandenen Hervorragungen mit den übrigen Theilen des Cylinders in eine Ebene zu bringen. Dieß wird nun mit Hülfe eines an
den gegenwärtig in Gebrauch befindlichen Maschinen leicht anzubringenden rotirenden
Schneid- oder Feilwerkzeugs bewerkstelligt, dessen Thätigkeit leicht auf
irgend einen beliebigen Theil der Walze sich richten läßt.
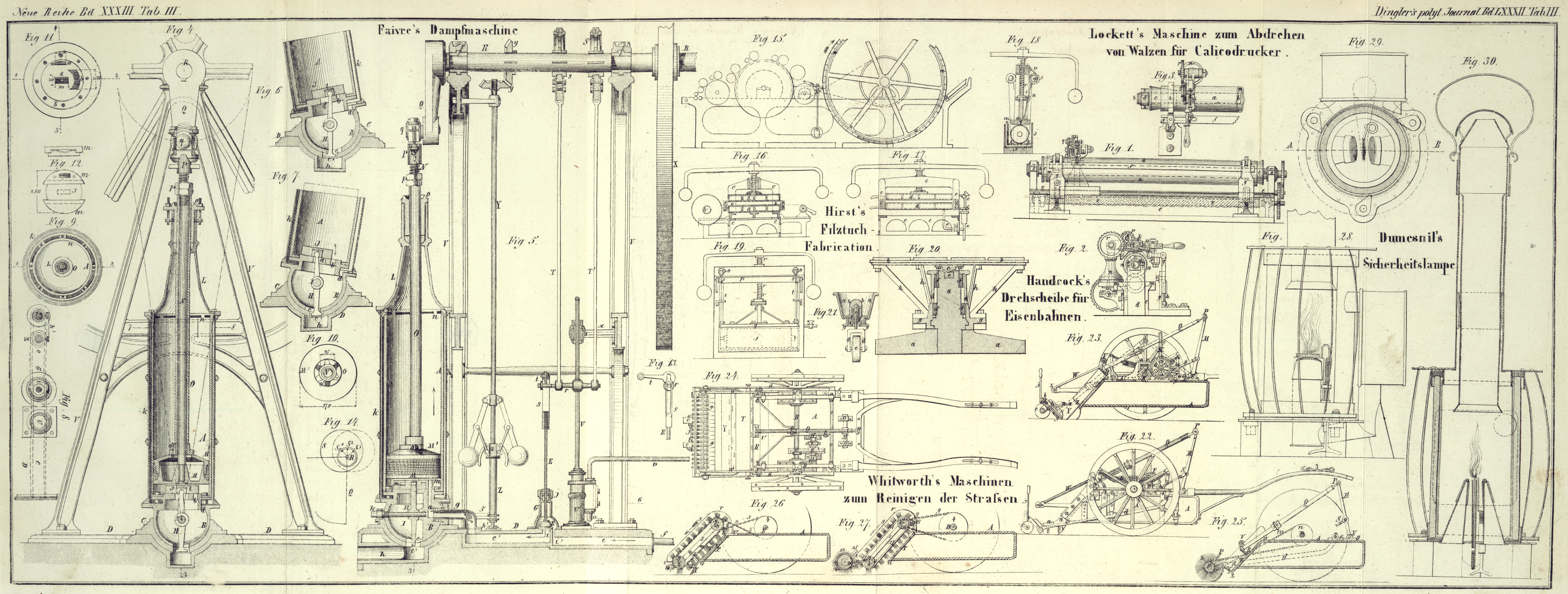
Fig. 1 ist
eine Seitenansicht eines gewöhnlichen Drehzeuges mit dem beigegebenen Apparate; Fig. 2 eine
Endansicht und Fig.
3 der Grundriß des einen Endes der Maschine, welcher das Schneidwerkzeug
mit seinen Lagern mehr im Einzelnen zeigt.
a, a stellt die durch diesen Apparat zu vollendende
Walze dar, welche vermittelst der konischen, in jedes Ende der Walze tretenden
Büchsen c, c um die Spindel b,
b sich dreht. Die Spindel b, b ruht in Lagern
d, d, welche an das Gerüste e, e einer gewöhnlichen Supportdrehbank oder einer Gravirmaschine
befestigt sind, und wird mittelst Eingriffs von Räderwerk in Umdrehung gesezt. An
das Gestell ist ferner mit Hülfe der Träger g, g die
horizontale Stange f, f befestigt.
Aus Fig. 2 wird
klar, daß diese Träger aus zwei Theilen bestehen, wovon der eine beweglich ist und
durch die Schrauben h, h sich adjustiren läßt. Mit Hülfe
dieser Anordnung läßt sich die Stange f aufs Genaueste
reguliren und stellen. An dem oberen Ende der Träger g,
g sind die winkelförmig ausgeschnittenen Stüke i,
i angebracht, welche die Enden der Walze umfassen und zugleich der Stange
f als Lager dienen. Diese Stüke können aus hartem
Holz oder aus Metall verfertigt werden; man kann ihnen auch, wenn man es für besser
findet, kleine Frictionsrollen geben, welche auf dem Cylinder aufliegen.
Das rotirende Schneid- oder Feilinstrument ist in einem Gestell l, l gelagert, welches vermittelst des Trägers n auf dem Schlitten m ruht.
Das Messer wird durch das an seiner Achse sizende Stirnrad o in Umdrehung gesezt; dieses steht mit den Wechselrädern p, q im Eingriff, welche je nach der verlangten
Geschwindigkeit sich gegen andere Räder austauschen lassen. Die Triebkraft kann
mittelst eines um die Achse des Stirnrades r laufenden
Riemens dem Apparate mitgetheilt werden.
Es ist zu bemerken, daß das Gestell l mit einer Schraube
s versehen ist, deren unteres Ende fortwährend auf
der Stange f aufruht, und auf diese Weise den Schnitt
des rotirenden Instrumentes regulirt. Der Schlitten m
gleitet in Folge der Umdrehungen der Schraube t mit
seinem Schneidapparat längs des Gerüstes e, e von einem
Ende des Cylinders zum anderen. Die gleitende Bewegung kann ihm übrigens auch aus
freier Hand ertheilt werden.
Tafeln