| Titel: | Ueber das verbesserte Verfahren bei Anfertigung von Bleigefäßen; von dem königl. bayerischen Münzwardein Fr. X. Haindl. |
| Fundstelle: | Band 84, Jahrgang 1842, Nr. LXXI., S. 355 |
| Download: | XML |
LXXI.
Ueber das verbesserte Verfahren bei Anfertigung
von Bleigefaͤßen; von dem koͤnigl. bayerischen Muͤnzwardein
Fr. X.
Haindl.
Aus dem Kunst- u. Gewerbeblatt des polyt. Vereins
fuͤr Bayern, 1842, 4. Heft
Mit Abbildungen auf Tab.
VII.
Haindl, über Anfertigung von Bleigefäßen, insbesondere mittelst des
Luftwasserstoffgas-Löthrohrs.
Das Blei, obgleich es als eines der am längsten bekannten Metalle wegen seiner
Wohlfeilheit und wegen der Leichtigkeit, mit welcher es in beliebige Formen gebracht
werden kann, von jeher zu mannichfachen Zweken benuzt wurde, hat doch erst in
neuerer Zeit durch die Fortschritte der Chemie und namentlich durch die Entstehung
der chemischen Fabriken eine ausgedehntere Benuzung erfahren, und dadurch eine
größere technische Wichtigkeit erlangt. Die Fabrication eines der Hauptbedingnisse der
gegenwärtigen Industrie, der englischen Schwefelsäure, bedurfte desselben zu den zu
riesiger Größe herangewachsenen Bleikammern und zu den Abdampfpfannen; die
Bitriol- und Alaunsiedereien, die Gold- und Silberscheidungsanstalten
bedurften ihrer Siede- und Fällpfannen, Krystallisirständer und Bottiche von
Blei, und auch in den Stearinfabriken wurden bleierne Gefäße mit großen Räumen
nöthig. Es entstand dadurch das nothwendige Bedürfniß der Herstellung bleierner
Gefäße von allen Formen und Dimensionen, und die zwekmäßigste, vollkommenste
Anfertigung derselben wurde Aufgabe der Techniker.
So einfach die Lösung manchem auch scheinen möchte, so waren doch viele, mitunter
kostspielige Erfahrungen dazu nöthig; es mußte mancher Versuch gemacht, manche
Schwierigkeit überwunden werden, und es verging auch eine geraume Zahl von Jahren,
bis man bei der Bleiarbeit alle die Vortheile fand, die gegenwärtig alle früheren
Hindernisse und Schwierigkeiten mit Leichtigkeit überwinden lassen. Ein Beweis
hievon möchte seyn, daß die Société d'Encouragement im
Jahre 1835 dem Hrn. Voisin die goldene Medaille
zuerkannte, weil es ihm gelungen war, Bleiplatten von solcher Größe zu gießen, daß
man daraus durch Aufbiegen der Borde Kessel ohne Löthung verfertigen konnte.
Mit der Größe der anzufertigenden Gegenstände wuchs nämlich auch die Schwierigkeit
der Herstellung derselben. Das Gießen größerer Bleigefäße aus Einem Stük ist nämlich
ohne Einformen nicht möglich. In geschlossenen Formen mißlingt aber der Guß beinahe
immer, weil die Flächen gewöhnlich blasig werden und die Kanten wegen der starken
Zusammenziehung des Bleies aufreißen. Eben so wenig lassen sich Bleibleche von so
großen Dimensionen herstellen, um daraus Gefäße, wie sie in Fabriken nothwendig
sind, aus einem Stük machen zu können. — Es handelt sich daher bei dieser
Arbeit nur darum, auf welche Weise man bei der Nothwendigkeit der Zusammensezung
mehrerer Stüke zu einem Ganzen die Verbindung am dauerhaftesten und vollkommensten
bewirken könne.
Es gibt zu diesem Zwek nach Verschiedenheit des Bedürfnisses dreierlei Wege,
nämlich:
1) durch Zusammengießen mit reinem Blei;
2) durch Zusammenlöthen mit Hülfe eines Lothes;
3) durch Zusammenlöthen ohne Anwendung eines Lothes mittelst des von Richemont erfundenen
Luftwasserstoff-Löthapparates.
Die Verbindung einzelner Theile mittelst des Gusses wird nur bei solchen Stüken
angewendet, die eine Dike von ¼ Zoll und darüber haben, bei dünneren bedient man
sich der anderen zwei Verbindungsarten. Die zusammenzugießenden Stüke sind nun
entweder gewalzte Bleche oder gegossene Platten; erstere kann man sich nur
verschaffen, wo Walzwerke zu Gebote stehen; die gegossenen Platten kann man sich
überall selbst anfertigen. Man verfährt dabei auf folgende Weise:
Das Blei, welches so heiß gemacht wird, daß hineingestektes Papier sich strohgelb
färbt, wird auf eine ebene, ganz horizontal gestellte gußeiserne Platte, an welche
Borde angeschraubt sind, ausgegossen; die Platte muß jedoch zuerst erwärmt werden,
was am bequemsten dadurch geschieht, daß man heißes Blei darauf gießt, und es,
nachdem es erstarrt ist, wieder wegnimmt. Es ist rathsam, das für eine Platte
nöthige Blei auf einmal auszugießen, weil, wenn man aufgießt, leicht getrennte Lagen
entstehen können, und die Platte dann keine zusammenhängende ganze Masse mehr
bildet.
Das Verfahren beim Zusammengießen zweier Bleiplatten ist folgendes: Sollten die
Platten in horizontaler Lage zusammengegossen werden, so stemmt man die zwei zu
verbindenden Seiten schief aus; dann wird ein Wulst von Thon, der nur so feucht seyn
darf, daß er nicht an den Fingern klebt, auf dem Boden, oder einer ebenen Unterlage
ausgebreitet, darauf ein 1 Zoll breiter Leinwandstreifen und auf diesen die beiden
Bleiplatten mit den scharfen Eken bis auf den Zwischenraum von ungefähr einer Linie
zusammengelegt. Neben den beiden ausgestemmten schiefen Flächen werden oben
ebenfalls Wulste von Thon aufgelegt, die glatten Flächen werden mit Kolophonium
bestreut, und dann in die gebildete Vertiefung das Blei rothwarm eingegossen, und
zwar so lange, bis keine Blasen mehr entstehen und alles Sprizen aufhört. Es ist
hiebei noch zu bemerken, daß, je diker die Platten sind, desto heißer das Blei seyn
soll. Die Unterlage von feuchtem Thon hat den Zwek, die untere Fläche der
Bleiplatten abzukühlen, damit das aufgegossene heiße Blei die unteren Stellen nicht
zu plözlich angreift, sondern die Ränder allmählich in Fluß bringen und sich mit
ihnen verbinden kann. Der Leinwandstreifen schüzt das aufgegossene Blei vor der
Feuchtigkeit des Thones, welche außerdem ein Hinausschleudern des Bleies bewirken
würde.
Man gießt auf einmal höchstens eine Länge von 2 Fuß, und dämmt daher in dieser
Entfernung mit Thon ein. Das Ende des Gusses wird ausgestemmt, gereinigt und an
dasselbe wieder angegossen. Das Zeichen eines gelungenen Gusses ist, wenn die beiden
scharfen Kanten, welche auf der Leinwand auflagen, gut zusammengeflossen sind, was
man auf der Rükseite sehr gut wahrnehmen kann.
Das Verfahren bei einem Ekgusse unterscheidet sich von dem so eben beschriebenen
eines flachen Gusses nur dadurch, daß die eine Platte vertical und zwar so gestellt
wird, daß die ausgestemmte schiefe Fläche mit jener der horizontal liegenden Platte
einen Winkel bildet, in welchen wie beim horizontalen Gusse das Blei eingegossen
wird. Der Leinwandstreifen mit dem Thonwulste werden unten in die Eke sorgfältig
angedrükt, und die Verdämmung wird oben an der vertical stehenden Platte mittelst
einer an die Seite angedrükten Holzleiste angebracht. Die Verbindung der
zusammengegossenen Stüke wird so innig, als wenn sie aus Einem Stük gegossen wären,
und Pfannen, welche auf diese Weise angefertigt werden, sind eben so dauerhaft als
verlässig.Ich habe dieses Verfahren zuerst in der k. koͤnigl. chemischen Fabrik
in Nußdorf bei Wien kennen gelernt, und dasselbe bei allen groͤßeren
Gefaͤßen unserer Scheidungsanstalt mit dem besten Erfolge
angewendet.A. d. Verf.
Das Zusammenlöthen dünner Bleibleche mittelst eines Lothes, welches Verfahren bei der
Herstellung der Bleikammern, beim Ueberziehen und Ausschlagen großer Gefäße mit Blei
oder bei der Reparatur schadhaft gewordener Gefäße sehr ersprießliche Dienste
leistet, litt bis auf die lezten Jahre an vielen Mängeln, und die Arbeiten, bei
welchen dasselbe angewendet wurde, waren von geringer Haltbarkeit und Dauer. Es
wurden nämlich die Bleche früher auf die Weise miteinander verbunden, daß man die
Enden übereinander falzte und auf der Oberfläche des Falzes das Loth mittelst eines
Kolbens auftrug. Dadurch wurden die gelötheten Stellen mit ihrer ganzen Fläche der
sie umgebenden Flüssigkeit ausgesezt, und da das Loth (eine Legirung aus Blei und
Zinn) von Säuren viel leichter angegriffen wird als das Blei, so geschah es, daß die
Gefäße immer zuerst da schadhaft wurden und die Flüssigkeit durchließen, wo sie
gelöthet waren.
Um diesem Mißstande zu begegnen, hat man bei dem Zusammenlöthen von Bleiblechen
mittelst eines Lothes ein viel zwekmäßigeres Verfahren, nämlich das des
Zusammenbügelns angenommen, welches seinen Namen von der Aehnlichkeit der Operation
des Bügelns erhalten hat, und wobei auf folgende Weise verfahren wird.
Die Bleche werden an den Stellen, wo sie zusammengelöthet werden sollen, auf 1 Zoll
breit glatt geschaben, mit Kolophonium bestreut und darauf das Loth so dünn als
möglich entweder mittelst des Löthkolbens aufgetragen, oder auch aufgegossen. Diese
mit Loth verbundenen Stellen werden dann aufeinander gelegt und mit einem heißen
Eisen (in der Form der Schneiderbügeleisen) so lange auf dieselben gedrükt, bis das Loth
zwischen den beiden Blechen herausschmilzt; sobald man dieses bemerkt, fährt man mit
dem Bügeleisen vorwärts, drükt aber hinter demselben die gelöthete Stelle mit einem
Holze fest nieder, bis das Loth erstarrt ist. — Eine solche Löthung bewirkt
eine sehr feste und dauerhafte Verbindung und hat entschiedene Vortheile vor der
früheren Art zu löthen; sie ist viel wohlfeiler, weil viel weniger Loth dabei
verbraucht wird, die Arbeit bei weitem schneller geht, und daher Material und
Arbeitslohn erspart wird; der Hauptvorzug ist aber der, daß die gelötheten Stellen
vom Blei bedekt sind, wodurch die freie Einwirkung der sauren Flüssigkeiten oder
Dämpfe auf das Loth beseitigt ist.
Der vorstehenden Beschreibung des Verfahrens beim Löthen glaube ich noch einige Worte
über das Loth beifügen zu müssen. Das Loth ist, wie schon gesagt, eine Legirung von
Blei und Zinn. Je mehr das Loth Zinn enthält, desto leichtflüssiger ist es, desto
leichter ist es aufzutragen, und desto bequemer ist damit zu löthen; je weniger es
aber Zinn enthält, desto schwerflüssiger wird es, und desto schwieriger ist es zu
behandeln; die Arbeiter heißen deßhalb das erstere mit viel Zinn ein gutes Loth, das
leztere mit wenig Zinn ein schlechtes Loth. — Da nun das sogenannte gute Loth
sowohl leichtflüssiger ist, als auch von Säuren mehr angegriffen wird, so ist
dasselbe zu Bleiarbeiten, welche höheren Temperaturen oder der Einwirkung von Säuren
ausgesezt sind, nicht tauglich, sondern es muß dazu schlechtes Loth, d. h. solches,
das so wenig Zinn als möglich hält, genommen werden.
Man wendet aus diesem Grunde bei solchen Arbeiten nur ein Loch an, das aus 4,
mindestens 3 Theilen Blei gegen 1 Th. Zinn besteht.
Die dritte Art endlich, einzelne Bleistüke mit einander zu verbinden, ist die durch
Zusammenschmelzen ohne Anwendung eines Lothes, welches Desbassayn de Richemont in Paris erfunden und zuerst angewendet hat.
Dieses Verfahren besteht einfach darin, daß eine Flamme von mit atmosphärischer Luft
gemengtem Wasserstoffgase über die Ränder der aneinander gelegten Bleistüke geleitet
wird, durch deren intensive Hize die Ränder in Fluß gebracht werden und
zusammenfließen. Die Verbindung der Bleistüke geschieht dadurch so vollkommen und
gleichförmig, daß man die Vereinigungsstellen weder mit dem Gesichte, noch durch
chemische Analyse unterscheiden kann.
Der von dem Erfinder de Richemont zu demselben Verfahren
construirte Apparat ist im polytechn. Journal (1840) Bd. LXXVII. S. 33 beschrieben.
Der Apparat, welchen ich besize, ist von Hrn. Münzwardein Rößler in Frankfurt construirt, und hat sowohl in Bezug auf Einfachheit
als auch auf Sicherheit mehrere wesentliche Vorzüge vor dem Richemont'schen, weßhalb ich die Zeichnung und Beschreibung dieses
Apparates hier mittheile.
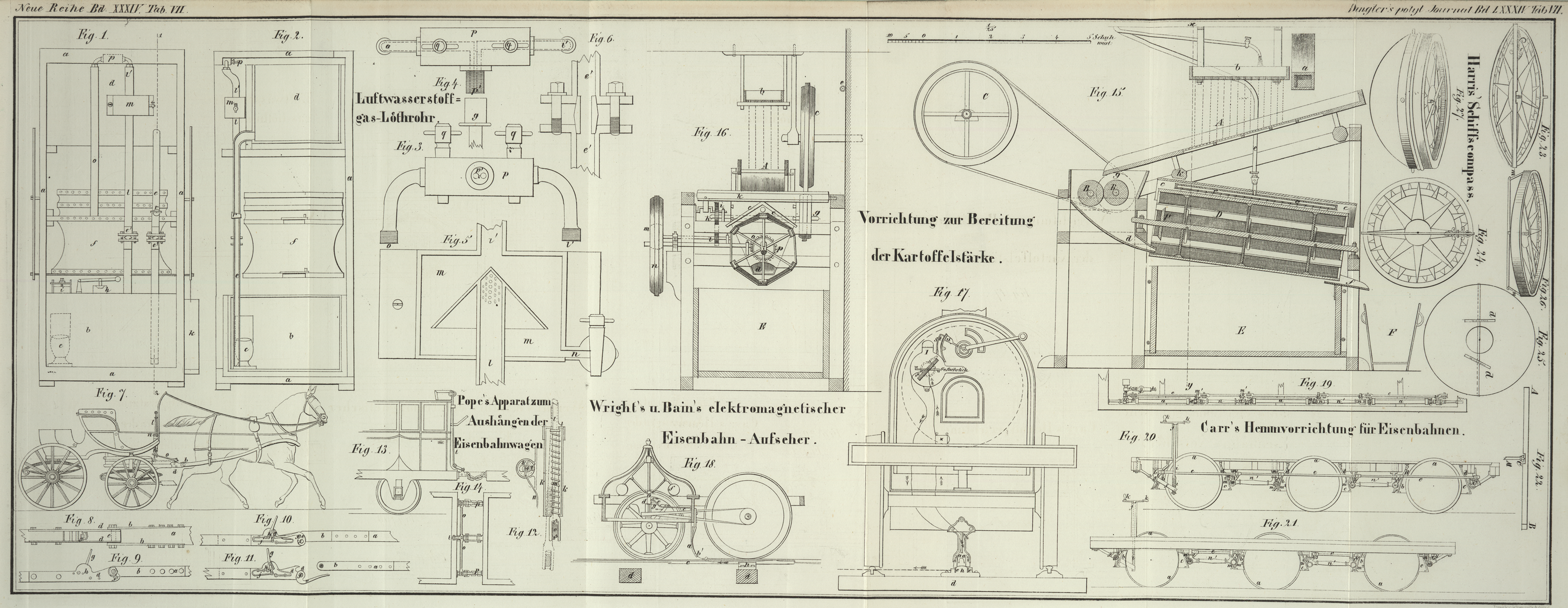
Beschreibung des Apparates.
Auf Taf. VII ist die Einrichtung des Apparates im
Ganzen in Fig.
1 und 2, wie in seinen einzelnen Theilen in Fig. 3, 4, 5, 6 gezeigt.
a ist das hölzerne, den ganzen Apparat umgebende Gehäuse,
welches auf der vorderen Seite mit einer Thüre versehen ist, durch welche man zu den
einzelnen Theilen des Apparates gelangt; ebenso läßt sich zu demselben Zwek der
obere Theil oder Dekel des Gehäuses öffnen; beide sind verschließbar.
b ist ein auf dem Boden des Gehäuses eingeschobener,
vierekiger hölzerner Behälter, welcher auf das Dichteste mit 1—1½
Linie starkem Blei ausgeschlagen ist, dessen Fugen gleichfalls mit Blei gelöthet
sind. Auf der oberen Fläche dieses Behälters befindet sich ein Sicherheitsventil h, so wie eine vermittelst Platte und Schrauben
verschließbare Oeffnung i zum Eintragen des Zinks und
der verdünnten Schwefelsäure. Senkrecht unter jener Oeffnung ist in dem Innern des
Behälters ein bleierner Becher c, dessen Boden etwa 1
Zoll vom Boden des Behälters entfernt und dessen Seitenwand siebartig durchbohrt
ist. Dieser Becher dient zum Aufnehmen des Zinks.
d ist ein zweiter, in den oberen Theil des Gehäuses
eingeschobener, gleichfalls mit Blei ausgeschlagener Behälter, dessen obere Seite
jedoch offen ist. Die Capacität desselben muß dem unteren gleich oder wo möglich
noch größer seyn. Die beiden Behälter communiciren mittelst einer bleiernen Röhre
c, welche bis auf 1 Zoll vom Boden des unteren
reicht, mit einander. (Die Mündung desselben soll etwa ¼ Zoll tiefer liegen,
als der Boden des Bechers vom Boden des Behälters entfernt ist.) Diese Röhre besizt
einen Hahnen r, um die Communication der beiden Behälter
aufheben zu können.
l ist ein bleiernes Gasentbindungsrohr, welches in ein an
dem oberen Kasten angeschraubtes Sicherheitsgehäuse m
einmündet, dessen innere Einrichtung aus Fig. 5 ersichtlich ist.
Dieses Gehäuse ist nämlich bis zum Niveau m′ mit
Wasser angefüllt und das Rohr l, mit einem
trichterförmigen Hut bedekt, reicht über die
Wasserfläche, so daß der Rand des Trichters unter dieselbe zu stehen kommt; die in
dem Hute festgelöthete Mündung der Röhre l ist
durchlöchert, um das
Gas entweichen zu lassen, welches somit durch das Wasser streichen muß. Die genannte
Vorrichtung dient als Sicherheitsmittel, um das Zurükbrennen des Gases nach dem
Gasbehälter b zu verhindern. n ist eine mit einem Hahn versehene Röhre, um die Sperrflüssigkeit
ablassen zu können.
Die Verbindungsweise der Röhren l und e ist in Fig. 6 dargestellt und
besteht in einem messingenen Conus, welcher, zur Bewirkung vollkommener Dichtigkeit,
zwischen die Ränder der beiden messingenen Röhrenstüke e′, e′ gepreßt ist, in welche
leztere die Bleiröhren eingelöthet sind.
Zwischen den beiden Behältern b und d befindet sich ein kleiner Blasebalg f von vierekiger Form, dessen Windrohr o ebenso wie das Glasrohr l
nach Oben führt. Der Blasebalg wird mittelst eines Trittes k in Bewegung gesezt. Das blecherne Windrohr o
und das aus dem Sicherheitsgehäuse fortgesezte Rohr l′ vereinigen sich bei p in einem
besonderen Stük, welches in Fig. 3 und 4 deutlicher dargestellt
wird. Dieses aus Messing gefertigte Stük ist nämlich von zwei Seiten winkelrecht
durchbohrt, so daß beide Mündungen bei p′ einzeln
wieder zum Vorschein kommen; die beiden Hähne q, q erlauben den Abschluß jedes der beiden Canäle. Auf die
Mündung p′ schraubt sich luftdicht der Hut g′, ohne jedoch die beiden Oeffnungen zu
verschließen. Die Fortsezung der nunmehr vereinigten Leitung geschieht mittelst
eines Gummischlauchs von beliebiger Länge, an dessen Ende sich ein kleines Hähnchen
mit eingestektem Brenner und sehr feiner Oeffnung zum Ausströmen des Gases befindet.
Die Anfertigung der Gummischläuche ist am Schlusse unserer Beschreibung
angefügt.
Der Apparat wird auf folgende Art gefüllt und in Thätigkeit gesezt: durch die
Oeffnung i wird das in Stüken geschlagene Rohzink in den
Becher eingetragen und der Behälter mit einer aus 1 Theil Schwefelsäure und 7 Th.
Wasser bestehenden Mischung bis zur bemerkten Oeffnung angefüllt, wonach man diese
luftdicht verschließt, was um so sicherer erreicht wird, wenn man zwischen den
Verschluß einen dünnen Bleiring und eine zähe Wachsmasse drükt; lezteres verhütet
zugleich, daß die Messingtheile nicht durch die Säure angegriffen werden. Sobald der
Behälter geschlossen ist, beginnt die Gasentwikelung, wobei die durch das Gas
verdrängte Flüssigkeit in dem Rohre e ansteigt und den
oberen Behälter einnimmt, bis endlich im unteren Behälter das Niveau derselben bis
zum Boden des Bechers herabgesunken ist. Das Gas entweicht durch das oben
beschriebene Rohr l nach dem Vereinigungsstük p; die Flüssigkeit des unteren Behälters wird sich
nunmehr so lange auf dem vorbemerkten Standpunkt erhalten, als kein Gas entweicht; sobald dieß
geschieht, so erreicht die Flüssigkeit wieder das Zink und das Gas ersezt sich von
Neuem; von der Stärke der Säure hängt es ab, ob sich das Gas schnell wieder ersezt.
Bei einer übermäßigen Spannung des Gases, welche möglicherweise das Bersten des
Gasbehälters herbeiführen könnte, öffnet sich das Sicherheitsventil h, welches, dem erforderlichen Gegendruk entsprechend,
belastet seyn muß. Ist der Apparat längere Zeit außer Gebrauch, so kann durch den
Hahnen im Rohre e der Druk der Flüssigkeit auf das Gas
aufgehoben werden.
Diese Erfindung ist nicht nur wegen ihrer entschiedenen Vortheile bei den
Bleiarbeiten, sondern auch wegen der vielfachen Anwendung, welche dieselbe bei
verschiedenen Gewerben finden kann, von großer Wichtigkeit, zu deren näheren
Entwikelung ich noch nachstehendes aus einer in Frankreich über diese Sache
erschienenen Broschüre Entnommene (Dingler's polytechn.
Journal 1stes Juliusheft 1840) beifüge.
Die neue Methode Metalle zu vereinigen, ist frei von den Fehlern, die mit der bisher
gebräuchlichen verbunden waren, und deren Ursachen hauptsächlich zu suchen
waren:
1) in der Verschiedenheit der Expansion des Bleies und der
Legirungen des Bleies mit Zinn — eine Verschiedenheit, die sich hauptsächlich
bei sehr niedrigen und sehr hohen Temperaturen kund gab;
2) in der elektrochemischen Wirkung, welche unter gewissen
Umständen durch die gegenseitige Berührung zweier verschiedenartiger Metalle
eintreten mußte;
3) in der mächtigen Einwirkung gewisser chemischer Agentien,
die auf Blei beinahe gar nicht wirken, auf die Legirungen aus Blei und Zinn;
4) in der großen Sprödigkeit dieser Legirungen, die namentlich
in der Wärme oft schon bei dem leisesten Schlage oder Stoße springen;
5) in der großen Schwierigkeit, das Loth an der Oberfläche des
Bleies festkleben zu machen, woraus folgt, daß, ohne daß der Arbeiter es merkt, das
Loth dem Bleie oft nur schwach anhängt;
6) endlich in der Anwendung von Harz beim Löthen, wodurch
Sprünge sehr oft für eine kurze Zeit verborgen werden.
Die Werkstätten der Bleiarbeiter und Spengler, welche bisher durch den Kohlendampf
und die arsenikalischen Dünste, die sich aus dem unreinen, zur Löthung verwendeten
Zinne entwikelten, so ungesund gemacht wurden, werden durch Annahme der neuen
Methode Vieles von
ihren die Gesundheit der Arbeiter untergrabenden Einflüssen verlieren. Auch ist das
neue Verfahren viel minder feuergefährlich als das alte, da man nur einen Hahn zu
drehen braucht, um das Feuer erlöschen zu machen.
Das neue Verfahren verdient auch in ökonomischer Hinsicht den Vorzug; denn da man bei
demselben der des Zinnes wegen kostspieligen Lothmasse nicht bedarf, so werden viele
Gegenstände um ein Bedeutendes wohlfeiler geliefert werden können. Nicht minder wird
auch eine große Ersparniß an Blei daraus erwachsen, daß
man zur Vereinigung von längeren Bleistüken deren Ränder nicht mehr übereinander zu
legen braucht, wie dieß bisher gewöhnlich zu geschehen Pflegte. Ferner wird man bei
der Leichtigkeit, mit der man Blei von l/30 bis zu 1/10 Zoll Dike löthen oder
repariren kann, in vielen Fällen so dünnes Blei anstatt eines dikeren anwenden
können, woraus abermals eine Ersparniß in den Kosten hervorgehen muß. Ja vielleicht
dürfte das Blei unter diesen Umständen zu vielen Zweken, zu denen man es bisher
nicht benuzen konnte, tauglich werden.
In rein technischer Beziehung genommen sind die Bleiarbeiter und Spengler dem Hrn. de
Richemont für seine Erfindung großen Dank schuldig.
Sie sind nämlich dadurch in Stand gesezt, überall wo man mit der Löthrohrflamme
zukann, auch innere Löthungen oder Verbindungen herzustellen; sie sind in Stand
gesezt, gleich an Ort und Stelle jeden zu Verlust gegangenen oder beschädigten Theil
einer Röhre, einer Vase oder einer Statue aus reinem Blei herzustellen; es ist ihnen
möglich, nach einander jede beliebige Anzahl von Löthungen vorzunehmen, und in
wenigen Minuten, ohne daß auch nur eine Spur davon zurükbleibt, in Bleiblechen,
Bleiröhren und selbst in früheren, nach dem neuen Verfahren vorgenommenen Löthungen
alle darin entstandenen Sprünge, Risse, Kerben etc. auszubessern; sie können, ohne
die Gegenstände auch nur im Geringsten zu schwächen, die diken älteren Gefüge
vermeiden und durch dünne ersezen; kurz, man kann nunmehr den Bleiarbeiten eine
Vollkommenheit und Solidität geben, die bisher unerreichbar war, und bei der das
Blei jezt zu den complicirtesten Arbeiten für den Civil- und
Wasserbau-Ingenieur, so wie auch zu Ornamenten für den Architekten benuzt
werden kann.
Nicht minder große Vortheile gewährt das neue Verfahren auch bei der Ausbesserung von
verschiedenen Geräthen, namentlich solchen, die der Einwirkung der Hize ausgesezt
sind. Die Löcher, welche in den bleiernen Gefäßen so häufig theils durch die
Einwirkung eines zu lebhaften Feuers, theils in Folge der Niederschläge, die sich in
ihnen bilden, entstehen, lassen sich der alten Methode gamäß, wenn sie nicht gar zu groß sind, nur
durch sogenannte Schweißungen mit reinem Blei ausbessern.
Diese Art der Reparatur ist aber nur in wenigen Fällen thunlich, und da, wo man sich
ihrer nicht bedienen kann, bleibt nichts anderes übrig, als die Kessel auszunehmen,
das Blei derselben auszuwechseln und sie wieder einzusezen: lauter Operationen, die
nicht bloß bedeutende Unkosten veranlassen, sondern, was noch mehr ist, den Gang der
Arbeiten für mehr oder minder lange Zeit stören. Es ist aber nichts leichter, als
nach der neuen Methode sowohl an den Seitenwänden als an den Böden der Kessel und
sonstigen Gefäße die entstandenen Löcher, welche Größe sie auch haben mögen, durch
neue Bleiplatten zu verstopfen; ja man kann auf diese Weise sogar nach und nach und
stükweise einen ganz neuen Kessel herstellen. Das Abbrechen solcher Apparate wird
demnach jezt nur mehr dann nöthig werden, wenn sie gänzlich abgenuzt sind, und
selbst in diesem Falle wird man immer noch das gewinnen, daß man beim Einschmelzen
des alten Bleies ein ganz reines und nicht durch Lothmasse verunreinigtes Blei
bekommt.
Die große Geschmeidigkeit des Bleies, welche in vielen Fällen eine der schäzbarsten
Eigenschaften desselben ist, hat andererseits da, wo man Geräthe bedarf, die einen
etwas größeren Widerstand zu leisten vermögen, auch ihre bedeutenden
Unannehmlichkeiten, die man sich gleichwohl oft gefallen lassen muß, weil das Blei
wegen seines Verhaltens gegen verschiedene chemische Agentien nicht durch andere
Metalle ersezt werden kann. Wenn man nun diese Geräthe aus Eisen, Zink oder selbst
aus Holz verfertiget, und dann von Außen oder von Innen oder an beiden Seiten mit
Blei überkleidet, was nach der neuen Methode stets geschehen kann, wie complicirt
deren Formen auch immer seyn mögen, so erhält man für die Zukunft Geräthe, die nicht
nur jeden erforderlichen Widerstand gegen Gewalteinwirkungen zu leisten vermögen,
sondern die den chemischen Agentien auch eben so gut widerstehen, als wenn sie ganz
aus reinem Blei gearbeitet wären. Ohne im Detail auf die Operationen, bei welchen
sich dieses Verfahren besonders ersprießlich zeigen dürfte, eingehen zu wollen,
erwähnen wir beispielsweise nur die Erzeugung von Wasserstoff unter einem
bedeutenden Druk, die Bereitung von gashaltigen Wassern, die Destillation oder
Eindampfung von sauren oder alkalischen Flüssigkeiten unter einem geringeren Druk
als dem atmosphärischen u. dergl. Eben so bedarf es kaum einer Erwähnung, daß die
Trichter, Pumpen, Heber, Schaufeln, Spateln, Löffel, Mensuren, Schaumlöffel, Pfröpfe
etc., deren man in chemischen Fabriken in so großer Anzahl bedarf, aus Holz oder
Eisen gearbeitet und
mit Blei überzogen werden können. Es war bisher wegen der Einwirkung der sauren oder
alkalischen Flüssigkeiten auf die mit Zinn gelötheten, aus Kupfer oder Blei
gearbeiteten Schlangenröhren nicht möglich, in den Fabriken chemischer Producte die
Abdampfung mittelst Röhren, die durch Dampf geheizt werden, einzuführen. Dieses
Abdampfsystem, welches seit Jahren in mannichfachen Fällen erfolgreich benuzt wird,
würde sich bei der Abdampfung der Auflösungen von Alaun, Vitriol, Ammoniaksalzen
etc., welche gewöhnlich in bleiernen Kesseln vorgenommen wird, besonders
vortheilhaft bewähren; denn da diese Kessel nicht in unmittelbare Berührung mit dem
Feuer gebracht werden können, sondern stets durch eine zolldike Schichte Metall oder
Mauerwerk von diesem geschieden seyn müssen, so ist die gewöhnliche Heizmethode hier
nichts weniger als vortheilhaft. Abgesehen hievon wird aber die Leichtigkeit, womit
sich Kessel oder andere Geräthe, die mit Dampf geheizt werden, auf jeder Höhe und in
jeder Stellung unterbringen lassen, mit der man ihnen ohne Rüksicht auf den Ofen
jede beliebige Form geben kann, und mit der durch einfaches Drehen eines Hahnes die
Einwirkung der Wärme zu jeder Zeit unterbrochen und wieder erneuert werden kann,
unter vielen Umständen und bei vielen chemischen Operationen unschäzbare Vortheile
gewähren, besonders wenn man bedenkt, daß die Erfahrung täglich mehr lehrt, wie
verschieden die chemischen Wirkungen bei verschiedenen Temperaturen sind. Mittelst
der neuen Methode lassen sich nun alle diese in Aussicht stehenden Vortheile
wirklich erzielen; denn man kann nach ihr aus reinem Blei Schlangenröhren von jeder
Form, jeder Dike und jeden Dimensionen herstellen. Müßte für Flüssigkeiten von
größerem spec. Gewichte, wie z. B. für Schwefelsäure, ein größerer als der
gewöhnliche Druk gestattet werden, so könnte man auch eiserne oder kupferne Röhren,
welche innen mit Blei ausgefüttert sind, anwenden, in welchem Falle dann deren
Widerstand ungeheuer wäre. Was die Kessel selbst betrifft, so könnte man ihnen nur
⅛ statt 2/8 und 4/8 Zoll Dike geben, ohne daß man zu besorgen hätte, daß
durch die Einwirkung des Feuers Löcher in ihnen entstehen.
Das Luftwasserstoffgas-Löthrohr findet seine Anwendung übrigens nicht bloß bei
der Löthung des Bleies durch sich selbst, sondern es kann auch benuzt werden, um
Eisen, Kupfer und Zink mit den gewöhnlichen Legirungen oder mit reinem Blei zu
löthen. Ferner kann es in den Händen der Juweliere, Gold- und Silberarbeiter,
Plattirer, Platinarbeiter, Gürtler etc. die Stelle des gewöhnlichen Löthrohres und
der Emaillirlampe vertreten. Wie sehr die Arbeit dadurch erleichtert wird, daß man
bei der Anwendung des neuen Apparates die zu bearbeitenden Gegenstände nicht in die Flamme zu
bringen braucht, sondern diese auf die Gegenstände hinrichten kann, erhellt von
selbst; so wie es kaum der Erinnerung bedarf, daß das neue Löthrohr wegen seiner
viel größeren Kraft auf Gegenstände von viel größeren Dimensionen anwendbar ist, und
daher selbst von Kupferschmieden, Zinngießern, Schlossern u. dergl. benuzt werden
kann. Da man den Umfang, in welchem die zur Schmelzung des Metalls erforderliche
Hize ihre Wirkung äußert, stets beliebig beschränken kann, so ist nicht zu
befürchten, daß, während man eine Stelle schweißt oder löthet, eine andere
benachbarte Stelle gleichfalls in Fluß geräth. Es kann keinem Zweifel unterliegen,
daß man mit dem neuen Löthrohr eine große Menge sehr zarter Gegenstände anlöthen,
und namentlich Reparaturen vornehmen kann, die bisher nicht möglich waren.
Tafeln