| Titel: | Maschine zum Ausbohren der Locomotiven-Cylinder; von Shanks und Comp. |
| Fundstelle: | Band 97, Jahrgang 1845, Nr. IV., S. 6 |
| Download: | XML |
IV.
Maschine zum Ausbohren der
Locomotiven-Cylinder; von Shanks und Comp.
(Aus dem Organ fuͤr die Fortschritte des
Eisenbahnwesens, 1845 1stes Heft.)
Mit Abbildungen auf Tab.
I.
Shanks' Maschine zum Ausbohren der
Locomotiven-Cylinder.
Es ist für die Conservation der Locomotiven und einen ökonomischen Betrieb sehr
rathsam, das Ausbohren der Cylinder an den Locomotivmaschinen alle 3 bis 4 Jahre
vornehmen zu lassen, denn die schnellen Bewegungen der bei diesen Maschinen
allgemein angewendeten Metallkolben und die Einwirkung des aus condensirtem Dampf in
den Cylindern sich sammelnden Wassers greifen dieselben besonders nach der Mitte hin
und den untern Flächen mehr an; die Cylinder werden unrund, so daß die Kolben nicht
mehr dampfdicht zu spannen sind und viel Dampf bei jedem Hub durch den Schornstein
entweicht. Wird man die Operation des Ausbohrens länger als dieß oben bemerkt
anstehen lassen, so wird dieselbe statt zwei- bis dreimal vorgenommen zu
werden, kaum einmal geschehen können.
Da gewöhnlich die Cylinder der Locomotiven in der Rauchkammer so befestigt sind, daß
sie sich nicht abnehmen und auf eine gewöhnliche Cylinderbohrmaschine bringen
lassen, so mußte man hiezu besondere transportable Maschinen construiren, die an den
Locomotiven vor den Cylindern befestigt werden, um dieses Ausbohren am Plaze selbst
vorzunehmen.
Es sind uns zu diesem Zwek mehrere sehr verschieden construirte Maschinen
bekanntSo namentlich eine von Whitworth in Manchester
construirte zu 210 Pfd. St., eine andere von Nasmyth,
Gaskell und Comp. (Bridgewater Foundry) in Manchester, die 165 Pfd.
St., und eine von R. Stephenson in
New-Castle on Tyne, welche 80 Pfd. St. kosten soll., doch keine derselben kommt an Zwekmäßigkeit, Einfachheit und Billigkeit der
von Shanks und Comp. (Johnston Works bei Glasgow)
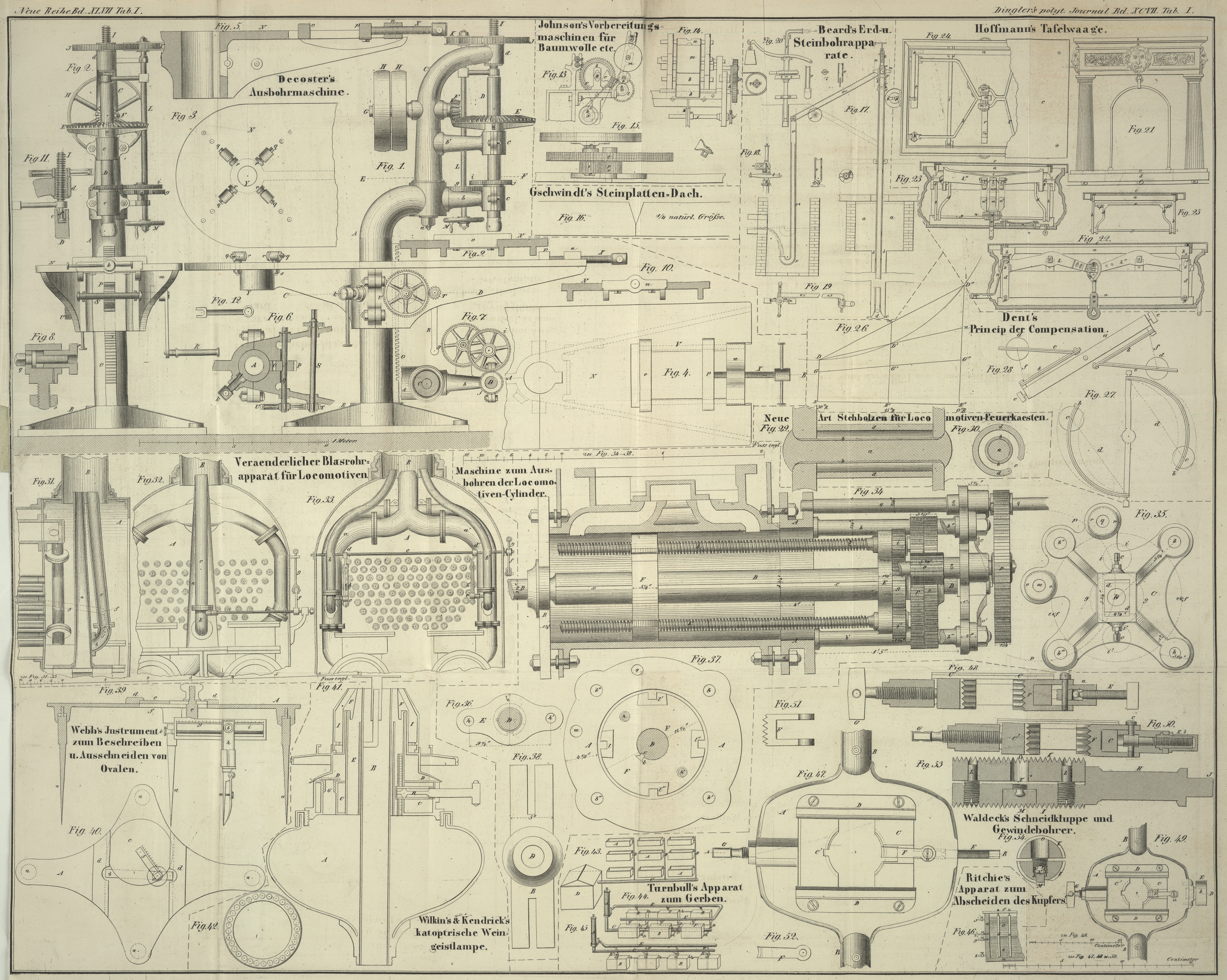
construirten Maschine, welche in Fig. 34 bis 38 abgebildet
ist und nur 32 Pfd. St. kostet, gleich.
Fig. 34 zeigt
eine Ansicht der Maschine und wie dieselbe an einem 13zolligen Locomotivcylinder
angebracht ist; Fig. 35 bis 38 sind Details.
An dem vordern Ende des Cylinders wird statt dessen Boden der gußeiserne Halsring A (Fig. 34 und 37)
vermittelst der zum Schluß
des Cylinderbodens dienenden Schraubenbolzen a, a und
eben so an dem andern Ende an die Stelle des Cylinderdekels das gußeiserne Stük B (Fig. 34 und 38) genau
concentrisch befestigt. Mit dem Halsring A ist
vermittelst der vier schmiedeisernen Säulen b, b', b'',
b'' und an den Enden derselben befindlichen Schraubenmuttern, das
gußeiserne Lagerstük C (Fig. 34 und 35) fest
verbunden. In diesem ruht in der Mitte drehbar zwischen den beiden durch die
Schrauben c, c' verstellbaren Metalllagern d, d mit dem einen Ende die schmiedeiserne Bohrstange
D, mit dem andern Ende tritt dieselbe durch das
Gußstük B.
Auf der Bohrstange D befindet sich erstlich das Zahnrad
e mit 72 Zähnen, welches vermittelst Keils darauf
befestigt ist; ferner das Zahnrad f von gleichem
Durchmesser, jedoch nur 70 Zähne habend; dieses ist mit dem 39 Zähne haltenden
Zahnrade g wie aus einem Stüke verbunden und dreht sich
mit diesem frei um die Achse der Bohrstange; unmittelbar darneben ist auf lezterer
weiter das Gußstük E (Fig. 36 im Grundriß)
festgekeilt. Dieses nimmt an seinen Enden die beiden Schraubenspindeln h, h' drehbar auf; diese ragen einige Zoll weit vor und
sind dicht an dem Stük E mit den vermittelst Keilen und
Schraubenmuttern befestigten kleinen Zahnrädern i, i'
von je 18 Zähnen versehen, in welche das mit f
verbundene kleine Zahnrad g eingreift. F der gußeiserne Bohrkopf, in Fig. 37 im Grundriß
dargestellt, hat in der Mitte ein genau so groß als die Bohrstange stark ist
ausgebohrtes Loch und bei k einen auf
schwalbenschwanzweise befestigten Keil, welcher in die auf die ganze Länge der
Bohrstange eingehobelte Ruth x eintritt, so daß der
Bohrkopf auf der Länge der Bohrstange verschoben werden kann, ohne daß er sich im
Geringsten dreht. Bei l, l', l'', l''' sind an der
Peripherie an vier gleich weit von einander befindlichen Stellen
schwalbenschwanzförmige schmiedeiserne Stüke eingepaßt, von denen wie an den
gewöhnlichen Cylinderbohrmaschinen zwei gegen einander überliegende die
Schneidstähle und die beiden andere Holzkeile aufnehmen; durch die mit den
Muttergewinden versehenen Löcher h, h' treten die beiden
Schraubenspindeln mit flachen Gängen (von denen sieben auf 2 Zoll gehen), welche,
indem sie sich nach einer Richtung rechts oder links drehen, den Bohrkopf auf der
Stange vor- oder rükwärts schieben.
Auf der Welle in ist das 3 7/8 Zoll breite Getriebe o mit
16 Zähnen, die zu gleicher Zeit in die beiden neben einander liegenden Zahnräder e und f eingreifen,
festgekeilt und eben so auch an dem vordern Ende das Vorgelege p mit 90 Zähnen; dieses wird durch ein auf der Welle q festsizendes kleines Getriebe r von 16 Zähnen aus bewegt; außerdem trägt die Welle q an der Spize ein in der Zeichnung nicht angegebenes 3 Fuß im
Durchmesser haltendes Schwungrad. Die Wellen m und q sind an dem einen Ende in Zapfenlöcher des Halsrings
A gelagert, mit dem andern treten sie durch
entsprechende Löcher des Lagerstüks C und werden durch
die mit einer kleinen versenkten Schraube befestigten Hülsen s, s an den gehörigen Stellen gehalten.
Wird nun vermittelst einer an dem Schwungrad befindlichen Kurbel die Welle q mit dem Getriebe i rechts
umgedreht, so dreht sich das Zahnrad mit der Welle m und
dem Getriebe o langsam links; lezteres treibt sowohl das
Zahnrad e, als auch f wieder
rechts um, und nimmt durch ersteres die Bohrwelle nebst Bohrkopf mit herum; das
Zahnrad f bleibt indeß bei jeder Umdrehung um 2 Zähne,
die es weniger als e hat, zurük und dreht durch das mit
ihm verbundene Zahnrad g die beiden auf den
Schraubenspindeln h, h' sizenden kleinen Zahnräder i, i' wieder links, in Folge dessen der sich drehende
Bohrkopf zu gleicher Zeit langsam der Länge nach verschoben wird. Das Vortreiben der
Schneidstähle geschieht wie bei den gewöhnlichen Cylinder-Bohrmaschinen durch
kleine eiserne dahinter eingetriebene Keile.
Auf der Taunus-Eisenbahn wurde eine derartige
Maschine angeschafft und mit ihr an mehreren Locomotiven die Cylinder ausgebohrt und
zwar so vollkommen als nur möglich. An 13zölligen Cylindern waren zwei Mann
24–26 Stunden mit Drehen beschäftigt. Die Maschine ist insbesondere noch
dadurch so empfehlenswerth, weil sie so wenig Plaz einnimmt und an allen Locomotiven
der verschiedensten Construction sehr leicht anzubringen ist; die große Einfachheit
derselben wird hauptsächlich durch die neue sehr sinnreiche Vorrichtung
herbeigeführt, daß die Längenverschiebung des Schneidkopfs durch das gleichzeitige
Eingreifen eines breiten Getriebes in zwei Räder von verschiedener Zähnezahl bewirkt
wird.
Tafeln