| Titel: | Verbesserungen in der Fabrication überzogener Knöpfe, worauf sich Thomas Turner Chatwin, Knopffabrikant zu Birmingham, und George Seymour, Werkzeugmacher ebendaselbst, am 21. Januar 1845 ein Patent ertheilen ließen. |
| Fundstelle: | Band 98, Jahrgang 1845, Nr. XCVIII., S. 367 |
| Download: | XML |
XCVIII.
Verbesserungen in der Fabrication
uͤberzogener Knoͤpfe, worauf sich Thomas Turner Chatwin, Knopffabrikant zu
Birmingham, und George Seymour,
Werkzeugmacher ebendaselbst, am 21. Januar 1845
ein Patent ertheilen ließen.
Aus dem Repertory of patent-Inventions, Oktbr.
1845, S. 224.
Mit Abbildungen auf Tab.
V.
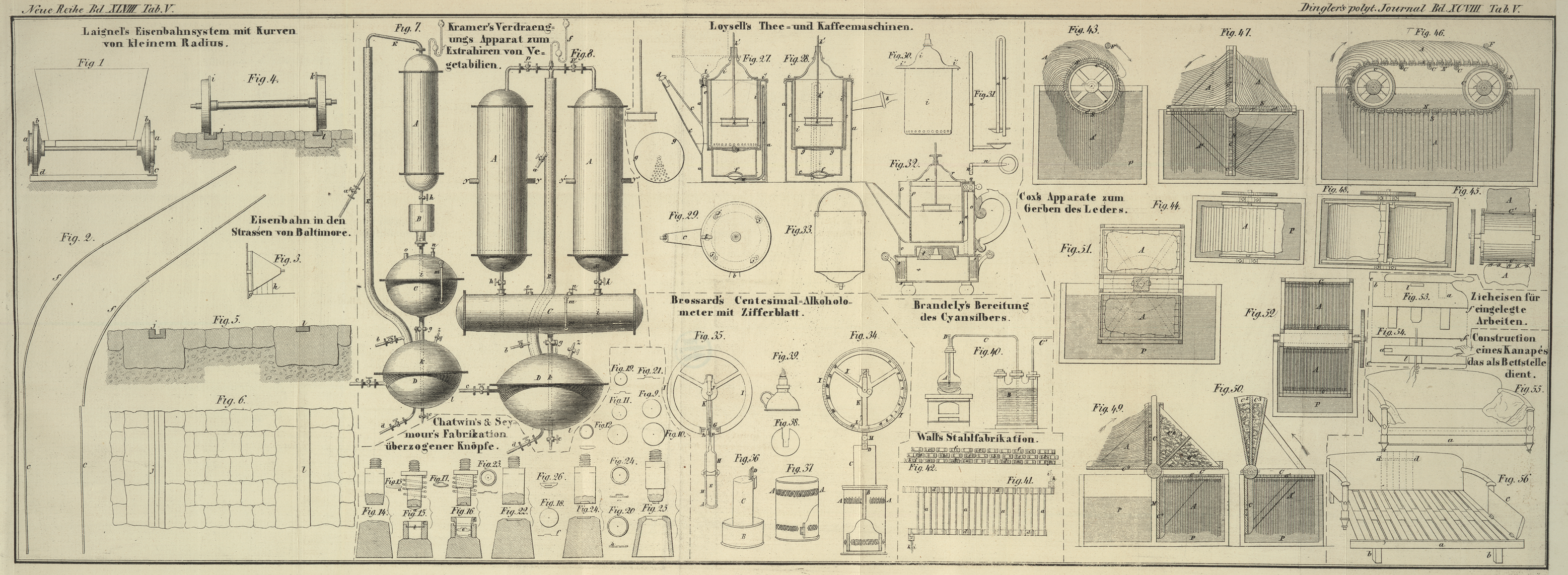
Chatwin's und Seymour's Fabrication überzogener Knöpfe.
Den Gegenstand unseres Patentes bildet
1) die Fabrication überzogener Knöpfe mit metallenen Rükseiten, die zum Durchsteken
der Stiele durchbohrt sind, wodurch die Größe der zur Anfertigung der vorderen
Theile eines Knopfs angewendeten Materialien reducirt wird;
2) die Anfertigung überzogener Knöpfe mit überzogenen Rükseiten;
3) die Anwendung eines magnetisirten Stempels, um die
vordere Blechschale in die Ueberzugswerkzeuge hinabzubringen.
Fig. 9 ist eine
Blechscheibe, wie man dieselbe bei der Verfertigung eines Knopfs von gegebener Größe
anwendet.
Fig. 10 eine
als Ueberzug dienliche Zeugscheibe;
Fig. 11 eine
Blechscheibe, welche, nachdem sie ausgeschnitten worden ist, geglüht werden
soll;
Fig. 12 eine
Zeugscheibe, deren man sich für die vordere Schale und zum Ueberziehen eines Knopfs
von gleicher Größe bedient, wenn man denselben dem ersten Theil unserer Erfindung
gemäß verfertigt; das Wesentliche der Procedur besteht darin, daß der Rand der
vordern Schale nicht in so großem Maaße umgeschlagen wird, als dieß seither geschah;
um nun ungeachtet dieses Umstands die Theile an den Rändern zusammenhalten zu
können, wenden wir doppelt so dikes Metall als früher an. Diese erhöhte Metalldike
macht es nöthig, daß die vordere Schale, ehe sie überzogen und ehe die hintere
Schale hineingefügt wird, durch geeignete Werkzeuge an den Rändern einwärts gebogen
und dann geglüht werde; sonst würde die große Stärke des Metalls dem vordern
Ueberzug schaden, wenn das Umbiegen des Metalls an den Rändern erst nach dem
Ueberziehen erfolgen würde.
Fig. 13 zeigt
den Durchschnitt einer vorderen Schale, so wie sie durch die Werkzeuge Fig. 14
gebildet worden ist. Nachdem die Ränder der Scheiben Fig. 11 in die Höhe
gerichtet und die Schalen geglüht worden sind, werden die Ränder derselben durch das
Instrument Fig.
14 umgebogen. Die so erhaltenen Vorderschalen a, Fig.
13, werden nun zur Anfertigung überzogener Knöpfe benüzt. Zu dem Ende
bringen wir einen magnetisirten Stempel in Anwendung, mit dessen Hülfe wir die
Vorderschale a genau auf das Centrum des
Ueberzugsstoffes legen. Der Stempel ist aus Stahl, und auf die gewöhnliche Weise in
einen Magnet verwandelt worden. Die Ränder der Schalen a
berühren den Stempel in der Art, daß sie abfallen müßten, wenn der Stempel kein
Magnet wäre. Der Ueberzugsstoff b wird in die untere
Form Fig. 15
gelegt und durch den Ring c zurükgehalten. Wird nun der
Stempel mit der an seiner unteren Fläche hängenden Schale niedergedrükt, so nimmt er
die Zeugscheibe b in die untere Form mit hinab, und da
die Theile a und b genau an
die Wand der unteren Form schließen, so geht der Stempel in die Höhe ohne die Schale
mitzunehmen. Nun wird der Ring c von der unteren Form
abgenommen, und die Röhre d mit der hinteren Schale e eingefügt, wie Fig. 16 zeigt. Die Schale
e hat einen solchen Durchmesser, daß sie in die
vordere Schale paßt;
beide Theile sind Fig. 17 vereinigt dargestellt. Die Knöpfe werden sodann wie bisher
mittelst geeigneter Formen fertig gemacht.
Man wird bemerken, daß bei Befolgung dieser Methode der Durchmesser der Scheibe für
die Schale a reducirt, die Metalldike vergrößert ist,
und daß die Ränder in den Werkzeugen zum Theil umgebogen werden; und diese Umstände
bilden in Verbindung mit der Anfertigung überzogener Knöpfe mit äußeren
durchlöcherten Metallrüken das wesentlich Neue an diesem Theile unserer
Erfindung.
Der zweite Theil unserer Erfindung besteht darin, daß wir die hinteren Schalen
überziehen, indem wir das Zeug durch Umbiegen der Schalenränder befestigen. Fig. 18 ist
eine Zeugscheibe für die Rükseite eines überzogenen Knopfs, deren mittlerer Theil
durch geeignete Werkzeuge auswärts gepreßt wird. Fig. 19 ist eine auf
ähnliche Weise zubereitete Papierscheibe, welche zwischen die Zeugscheibe f und die hintere Schale h,
Fig. 20,
zu liegen kommt. Nachdem die Theile f und g in die Metallscheibe h
gelegt worden sind, wird diese in die untere Form Fig. 22 gelegt und der
Stempel niedergedrükt; dieser biegt alsdann den Rand der Schale, wie Fig. 23 zeigt, ein wenig
um. Nun wird die Schale h der Einwirkung der Werkzeuge
Fig. 24
ausgesezt, welche den Rand der Schale niederdrüken, so daß das Zeug durch denselben
fest eingeklemmt wird; die Werkzeuge Fig. 25 pressen endlich
die hintere Schale in die Form Fig. 26.
Tafeln