| Titel: | Die Verfertigung der Kurbelstangen zu den Locomotiven, als Beispiel der fabrikmäßigen Anfertigung von Maschinentheilen in der Werkstatt der Gebrüder Sharp zu Manchester. |
| Fundstelle: | Band 113, Jahrgang 1849, Nr. XXII., S. 94 |
| Download: | XML |
XXII.
Die Verfertigung der Kurbelstangen zu den
Locomotiven, als Beispiel der fabrikmäßigen Anfertigung von Maschinentheilen in der
Werkstatt der Gebrüder Sharp zu Manchester.
Aus dem polytechn. Centralblatt, 1849, Lief.
7.
Mit Abbildungen auf Tab.
II.
Ueber die Verfertigung der Kurbelstangen zu den
Locomotiven.
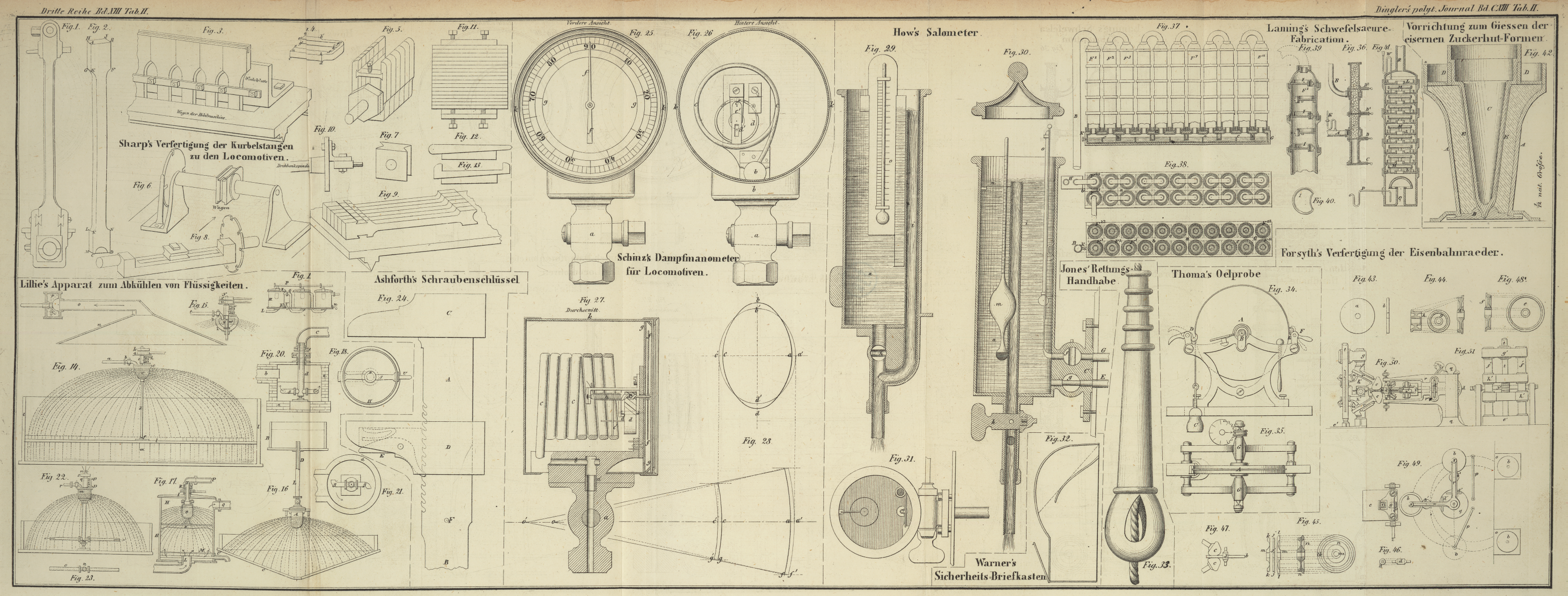
Wenn diese Kurbelstangen vollendet sind, so haben sie die Fig. 1 gezeichnete
Façon und es werden bei der Herstellung in der Regel ein halbes oder ganzes
Duzend zu gleicher Zeit in Angriff genommen.
Die erste Arbeit ist das Schmieden aller einzelnen Theile, was jedoch nicht viel
Bemerkenswerthes darbietet. Sodann werden die einzelnen Stangen auf den beiden
breiten Flächen ABCD, Fig. 2, eben gehobelt,
wobei man mehrere Stangen neben einander auf den Wagen der Hobelmaschine legt. Zum
Messen der Dicke der Stangen dient eine Lehre abcd, welche man mit der Kante ab auf den
Wagen setzt und dann prüft, ob die Kante cd eben
über die Stange hingleitet. Sind die Stangen alle gleich dick, so werden die Flächen
GA und FJ,
sowie MK und DN
behobelt, und bei allen die Dimensionen AB, sowie
CD genau nach einer gehärteten Stahllehre
justirt. Sämmtliche Stangen werden nun senkrecht in einer Reihe auf eine
Hobelmaschine Fig.
3 gebracht, deren Tisch eine oblonge Oeffnung αβγδ hat und deren Bett nicht mit Querrippen versehen
ist, um beim Hin- und Hergang der Stangen nicht hinderlich zu seyn. Man
befestigt alle Stangen mittelst Schrauben an einer Winkelplatte und behobelt nun die
sämmtlichen Endflächen ABJH auf einmal, ebenso die
Keilspur.
Man hat nun erst den Bügel herzustellen (Fig. 4), der den breiten
Kopf der Stange umschließt. Die breiten Flächen werden zuerst gerade gehobelt und
der Bügel erhält die Dicke HA, Fig. 2, der Stange; sodann
behobelt man die Flächen abcd und a'b'c'd' hiebei liegen immer mehrere Bügel
zugleich auf der Hobelmaschine. Um aber die inneren Flächen efgh und e'f'g'h' zu bearbeiten, gibt man dem Wagen der Hobelmaschine ein kürzeres Spiel
und bearbeitet jeden Bügel einzeln. Um die Fläche ff'h'h zu ebnen,
wendet man eine Stoßmaschine an, wobei man allenfalls mehrere solcher Bügel
aufeinander legt, Fig. 5. Mittelst einer Schablone zeichnet man dann die übrige Form des
Bügels vor, steckt mehrere Bügel mit den breiten Seiten einander berührend auf einen
Dorn, dessen Querschnitt der innern Aushöhlung des Bügels genau entspricht, dessen
Enden mit Gewinde und Schraubenmuttern versehen sind, um die Bügel fest gegen
einander schrauben zu können, und welcher mit Zapfen versehen ist, die sich in auf
dem Hobelwagen befestigten Lagern drehen können; eine Schraube ohne Ende dient zum
Stellen des Dorns, um jede beliebige Fläche der Bügel dem Hobelzahn darbieten zu
können. Man hobelt zuerst die Schwalbenschwanznuthen für die darin einzusetzenden
Schwalbenschwanzkeile ein, und setzt in diese dann einen Quersteg mit Stellschraube
ein, um die Bügel noch fester mit dem Dorn zu verbinden. Man behobelt dann bloß noch
die äußere bogenförmige Fläche des Bügels bb' d' d.
Die aus zwei Theilen gegossenen Messingmuscheln werden zusammen gefeilt, mit Zinn
zusammen gelöthet, ausgebohrt, auf den Stirnflächen abgedreht, und ebenfalls auf
einen Dorn gesteckt, welcher auf den Hobelwagen (aber rechtwinkelich gegen die
Bewegungsrichtung desselben) aufgelagert ist und eine eingetheilte Scheibe trägt,
die durch eine Feder in der gehörigen Stellung gehalten wird, Fig. 6. Man ist hiedurch
in den Stand gesetzt, alle übrigen noch zu bearbeitenden Flächen (mit Ausnahme der
abzurundenden Ecken) zu behobeln, und es ist nur sehr wenig mit der Feile
nachzuhelfen, um die Messingmuscheln genau in die Bügel einzupassen.
Die zu den Schwalbenschwanzkeilen bestimmten Eisenplatten Fig. 7 werden zuerst genau
nach der Stärke des durch sie hindurch zu führenden Bolzens durchbohrt und auf einen
Dorn gesteckt, um die breiten Flächen gerade zu drehen
und ihnen allen eine gleiche Dicke zu geben. Die schmalen Kanten, sowohl die ebenen als diejenigen,
welche die schwalbenschwanzförmige Gestalt bekommen sollen, werden gehobelt; man
schraubt sie alle mittelst genau abgedrehter Bolzen auf eine Eisenstange, die einen
langen Schlitz besitzt, in welchen die Bolzen ebenfalls genau passen, Fig. 8. Diese
Stange ist ebenfalls wie die früher erwähnten Dörner an den Enden mit Zapfen
versehen und schwingt in auf dem Hobelwagen befestigten Lagern; auch trägt sie eine
eingetheilte Scheibe. Ihre Drehachse geht durch die Mittelpunkte der aufgeschraubten
Keile.
Sind die Keile vollendet, so zeichnet man die für dieselben nothwendigen
Schwalbenschwanznuthen am Stangenkopf vor, legt sämmtliche Stangen nebeneinander auf
den Hobeltisch Fig.
9 und hobelt so wieder alle Ruthen auf einmal. Sind die Keile angepaßt, so
zeichnet man auf Bügel und Stangenkopf die Löcher für den Schraubenbolzen vor, bohrt
sie durch und paßt den Schraubenbolzen genau hinein. Eben so zeichnet man auf dem
Bügel das Loch für die Keile vor, bohrt es durch und gibt ihm auf der Stoßmaschine
die rectanguläre Gestalt. Ist auf diese Art alles was zum Kopf gehört zusammen
gepaßt, so hat man bloß noch die Oelbüchse darauf zu schrauben, was weiter keiner
besondern Erwähnung bedarf.
Bei dem andern Stangenkopfe bearbeitet man das Stirnende der Stange auf einer
Stoßmaschine mit drehbarem Tisch, ebenso die Innenfläche des Bügels. Die Außenfläche
des Bügels wird behobelt, wie bei dem großen Bügel, indem man sämmtliche auf einen
Dorn steckt; die Messingmuscheln sind durchweg gedreht. Die Oelbüchse ist hier an
den Bügel angeschmiedet und wird auf der Drehbank (Fig. 10) fertig gemacht.
Man schraubt zu dem Ende den Bügel an eine Winkelplatte, die an die Planscheibe
befestigt wird.
Die zu beiden Stangenköpfen nöthigen Keile erhalten erst durch Hobeln auf den breiten
Flächen die nöthige Dicke; sodann hobest man die eine hohe Kante gerade. Sämmtliche
Nasenkeile und Schlußkeile (gibs und cutters), Fig. 11–13, legt man
dann (natürlich jede für sich) quer über eine gußeiserne Platte mit
paralleltrapezförmigem Querschnitt, und gibt ihnen durch Hobeln auf allen noch
ungehobelten Flächen die Vollendung.
Tafeln