| Titel: | Verbesserungen in der Fabrication der Schraubstockbüchsen, worauf sich Peter Wright zu Dudley in der Grafschaft Worcester, am 31 August 1848 ein Patent ertheilen ließ. |
| Fundstelle: | Band 113, Jahrgang 1849, Nr. XLII., S. 187 |
| Download: | XML |
XLII.
Verbesserungen in der Fabrication der
Schraubstockbüchsen, worauf sich Peter
Wright zu Dudley in der Grafschaft Worcester, am 31 August 1848 ein Patent ertheilen ließ.
Aus dem London Journal of arts, April 1849, S.
184.
Mit Abbildungen auf Tab.
III.
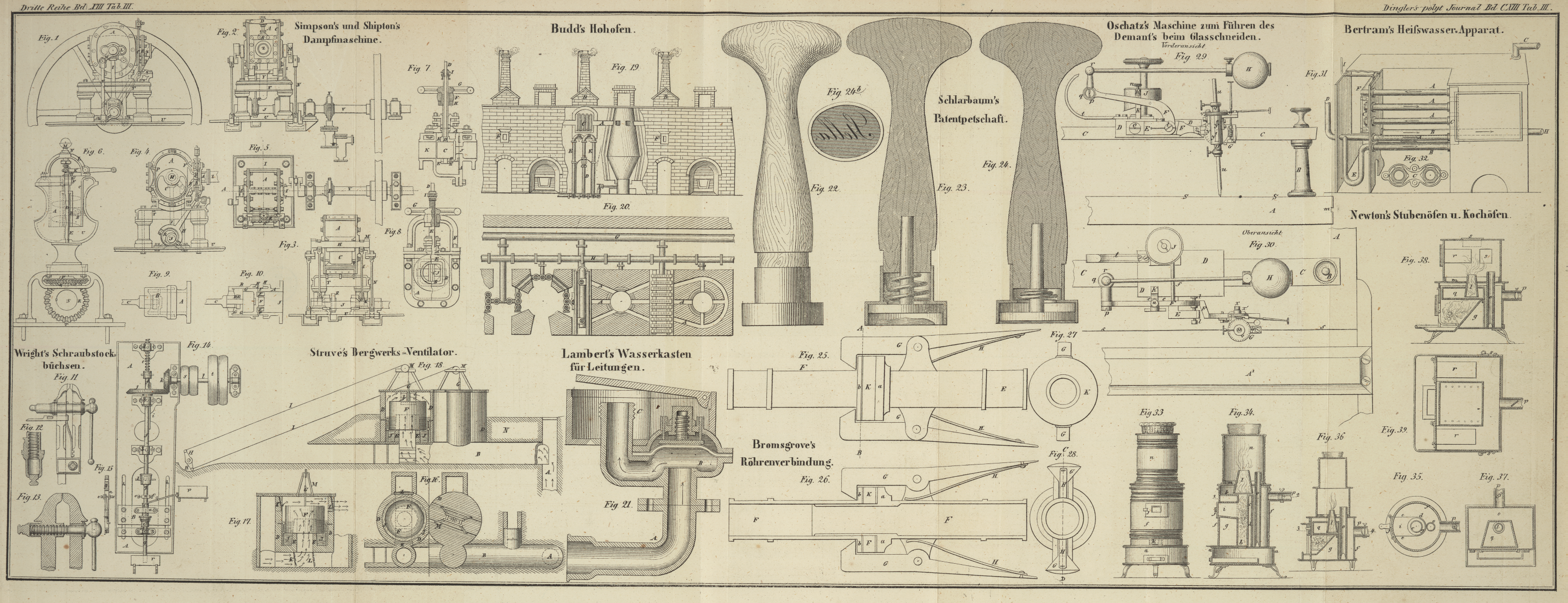
Wright's Verfertigung der Schraubstockbüchsen.
Den Gegenstand dieser Erfindung bildet 1) die Anfertigung schmiedeiserner
Schraubstockbüchsen, in denen die Schraubenmutter in den Körper der Büchse selbst
geschnitten ist, wodurch die Mutter an Stärke und Dauerhaftigkeit gewinnt; 2) eine
Maschine, um die erwähnte Schraubenmutter auszuschneiden.
Fig. 11
stellt einen Schraubstock mit einer verbesserten Büchse im Seitenaufrisse, Fig. 12 eine
der Büchsen mit den aus ihr geschnittenen Schraubengängen im Längendurchschnitte
dar. Fig. 13
zeigt im Durchschnitte den obern Theil eines Schraubenstockes, worin die Büchse
unbeweglich ist und einen festen Theil eines der Schenkel des Schraubstockes bildet.
Die Schraubstockbüchse wird zuerst ins Rohr geschmiedet, wobei man einen inneren
cylindrischen Raum läßt, in den nachher die Muttergänge geschnitten werden. Ehe
jedoch das letztere erfolgt, bringt der Patentträger die Büchse in eine Bohrmaschine
oder Drehbank, um das cylindrische Loch vollends genau auszubohren. Die Büchse kommt nun in die Fig. 14
dargestellte Maschine, worin sie ihre Schraubengänge erhält. Der Patentträger zieht
es vor, beide Enden der Büchse offen zu lassen, und das äußere oder untere Ende
derselben erst nach erfolgter Bildung der Schraube zu schließen.
Fig. 14
stellt die Maschine zum Einschneiden der Schraubengange in die Büchsen im
Frontaufrisse dar. Diese Maschine besteht aus einer in verticaler Lage befestigten
Gestellplatte A, an welche eine Reihe von Lagern a, b, c, und d zur Aufnahme
der beweglichen Maschinentheile festgeschraubt ist. Die Lager b, b nehmen die Bohrstange f, f, f auf; an das
untere Ende dieser Bohrstange ist der Hälter g des
Schneidwerkzeuges vermittelst eines Keiles 1 befestigt. Das Lager a ist an eine große gußeiserne Platte B, B befestigt, welche vermittelst der Schlitze h, h in jeder geeigneten Höhe festgestellt werden kann.
Die zu bearbeitende Schraubstockbüchse wird in dem Lager a der Platte B befestigt; das untere Ende der
Büchse ist offen, damit das untere Ende des Hälters g
hindurchtreten und sich in einem andern adjustirbaren Lager c drehen könne. Auch dieses Lager läßt sich in den Einschnitten h, h auf- und niederbewegen und mittelst
Schraubenbolzen in beliebiger Höhe feststellen. Das Lager c und die Verlängerung des Hälters g hat den
Zweck dem Schneidinstrumente während des Schneidens eine größere Stetigkeit zu
ertheilen. Das obere Ende der Bohrstange ist mit einer Schraube e versehen, welche mittelst eines Keils daran befestigt
ist, und durch eine in dem obersten Lager d befindliche
Mutter geht. Diese Schraube hat den Zweck, dem Schneidwerkzeug während seiner
Rotation eine stufenweise und regelmäßig absteigende Bewegung zu ertheilen. Die
Bohrstange f ist deßwegen mit einer langen Leiste i, i versehen, welche durch das horizontale Winkelrad
j, j geht und somit die Bohrstange mit dem
Schneidwerkzeug nöthigt an der Rotation des durch das Winkelrad k in Bewegung gesetzten Winkelrades j Theil zu nehmen. Der Hälter g des Schneidinstrumentes ist in Fig. 15 besonders im
Durchschnitte dargestellt. Er besteht aus einer cylindrischen Stange mit einem
langen Schlitz zur Aufnahme des Stahlmessers m, welches
an einem Zapfen ungefähr in der Mitte der Maschine so befestigt ist, daß die
schneidende Spitze über den Einschnitt oder Schlitz hervorragt. Nahe an dem oberen
Ende des Schneidinstrumentes ist ein Ring n, Figur 14 und
15,
angebracht, welcher zwei Adjustirschrauben o, o enthält,
wodurch die Schneide des Instrumentes mehr oder weniger nach außen vorgeschoben
werden kann. Der cylindrische Theil g des Instrumentes
paßt in das Loch der Schraubstockbüchse
C, und da das untere Ende des Instrumentes sich in dem
Lager c dreht, so erhält es eine vollkommen stabile
Lage. Während des Schneidens der Schraube wird durch eine Röhre q ein dünner Wasserstrahl aus dem Behälter p in das Innere der Schraubenbüchse geleitet, um die
Friction zu vermindern und die Schneide des Werkzeugs kühl zu erhalten. Dieses
Wasser entweicht zuletzt aus dem unteren offenen Ende der Büchse und fällt in den
untergestellten Behälter r. Es ist klar, daß die Weite
der zu schneidenden Schraubengänge von der an dem oberen Ende der Bohrstange
befindlichen Schraube e abhängt, und daß man nur diese
Schraube mit einer andern zu vertauschen braucht, wenn man Schraubengänge von
verschiedener Weite schneiden will.
Um mit dieser Maschine zu arbeiten, ist es zunächst nöthig die Schraubstockbüchse C in ihrem Lager zu befestigen und die Spitze des
Schneidwerkzeugs so zu adjustiren, daß dasselbe nur wenig aus dem Schlitze des
Hälters g hervorsteht. Setzt man nun die Rolle t der Treibachse l in
Bewegung, so kommt das Werkzeug m in Rotation und
schneidet eine Schraubenlinie in die Büchse. Die Rolle t
wird so lange in Rotation erhalten, bis das Schneidinstrument das untere Ende der
Schraubstockbüchse erreicht hat; darauf stellt man die Bewegung der Maschine ein und
läßt das Instrument mit dem Hälter g in seine
ursprüngliche Lage zurücklaufen, indem man die kleine Rolle s nach entgegengesetzter Richtung in Rotation setzt. Sobald die Spitze des
Werkzeugs aus dem oberen Ende der Schraubstockbüchse heraustritt, dreht der Arbeiter
die Justirschrauben o, o und schiebt dadurch die
Schneidspitze etwas weiter vor, so daß sie bei abwärts erfolgender Bewegung bereits
tiefer eingreifen muß. Diese Operationen werden fortgesetzt, bis die
Schraubenwindungen die erforderliche Tiefe erlangt haben, worauf die Büchse entfernt
und durch eine neue ersetzt wird.
Tafeln