| Titel: | Ueber die Erzeugung schmiedeiserner Röhren zu Gasleitungen und für die Zwecke des Telegraphenbaues. |
| Fundstelle: | Band 117, Jahrgang 1850, Nr. XXII., S. 117 |
| Download: | XML |
XXII.
Ueber die Erzeugung schmiedeiserner Röhren zu
Gasleitungen und für die Zwecke des Telegraphenbaues.
Mit Abbildungen auf Tab.
II.
Ueber die Erzeugung schmiedeiserner Röhren zu Gasleitungen
etc.
Bisher begnügte man sich die mit geschwefelter Gutta-percha iselirten
kupfernen Telegraphen-Drähte mindestens 2 Fuß tief mit Erde bedeckt zu legen,
und nur wo dieß nicht geschehen kann, z. B. beim Uebergang über Brücken, beim
Einführen der Drähte in die Stationszimmer etc. beschützte man die Drähte durch
eiserne Röhren vor äußerer Beschädigung. In der letzten Zeit hat man sich bei den
unterirdischen Telegraphen-Leitungen in Oesterreich nicht mehr darauf
beschränkt, die isolirten Drähte einfach in die Erde zu legen, sondern sie werden
durch gemauerte Canäle aus eigens hiezu gebrannten Ziegeln geschützt.
Hr. Amedée Demarteau spricht sich in der unter seiner
Redaction erscheinenden Zeitschrift des österreichischen Ingenieur-Vereines,
1850 Nr. 9, dahin aus, daß die Zeit nicht fern seyn dürfte, wo diese gemauerten
Canäle durch die Anwendung schmiedeiserner Röhren, namentlich längs Eisenbahnen,
verdrängt werden, sobald letztere im Inlande um angemessene Preise erzeugt werden.
Längs den Eisenbahnen hält er das Legen der unterirdischen Telegraphen in eisernen
Röhren anstatt in gemauerten Can?len für dringlich; denn
durch diese geschützt, brauchen die Drähte nicht so tief gelegt zu werden als man es
gegenwärtig thut; durch das Ausheben 2½ Fuß tiefer und 12 bis 15 Zoll breiter
Gräben zwischen den doppelten, oder links oder rechts von den einfachen Bahngeleisen
können, wenn auch selten, selbst wenn die Erde wieder fest eingestampft wird,
besonders wo hohe Aufdämmungen vorkommen, theilweise Setzungen des Oberbaues
eintreten; Oberbaureparaturen können trotz der strengsten Aufsicht die Leitungen
gefährden; endlich dürfte sich die Feuchtigkeit in diese mit minder compactem
Erdreich ausgefüllten Gräben setzen und ebenfalls Unvorhergesehenes, sowohl für den Oberbau als für
die Leitung selbst, herbeiführen. — Sind die Drähte durch eiserne, biegsame
Röhren geschützt, so braucht man sie bloß in eine seichte, schmale Rinne zu legen,
dann mit einer fest gestampften Erdschichte zu überdecken, und die
Wahrscheinlichkeit der erwähnten Uebelstände ist gänzlich beseitigt.
Die zu Gasleitungen sowie zur Aufnahme der mit Gutta-percha überzogenen Drähte
gebräuchlichen schmiedeisernen Röhren werden gegenwärtig meistens aus Birmingham
bezogen; man bedient sich dort zu ihrer Fabrication folgender Maschinen, welche Hr.
Th. Böhm in München im „Kunst- und
Gewerbeblatt für Bayern“ Septbr. 1849, S. 549 mitgetheilt hat.
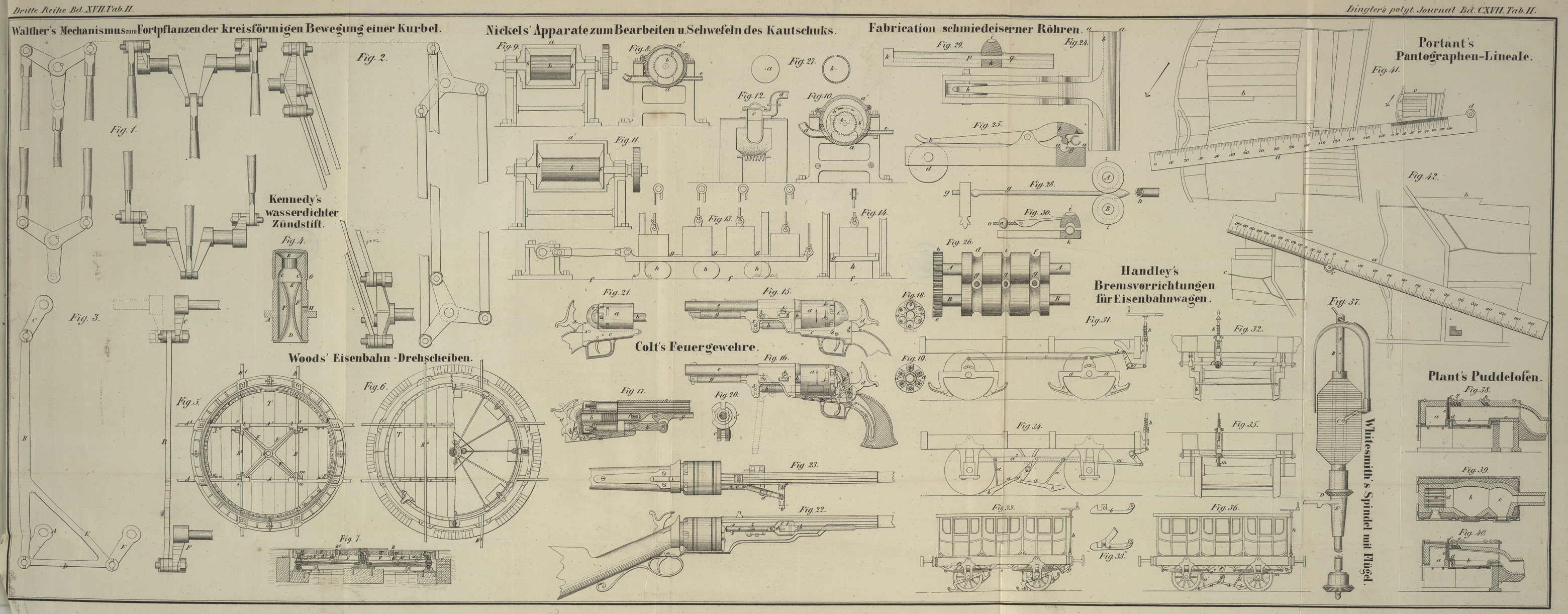
Fig. 24 gibt
die Ansicht der Biegmaschine von oben und Fig. 25 dieselbe von der
Seite.
a, a, a, a ist eine circa 5 Fuß lange horizontale ebene Bahn mit der Rinne e, welche das Gesenk bildet, in welchem die parallel
zugeschnittenen Platinen heiß eingelegt, durch den mit dem Hebel b, b verbundenen Drücker f zuerst ihrer ganzen Länge nach in einen Halbzirkel
gebogen und sodann zwischen den beiden Flächen g, h vollends in die Form eines Rohres rund
zusammengedrückt werden, indem bei jeder Umdrehung der excentrischen Scheibe d der Hebelarm b gehoben und
hiedurch der Druck zwischen e, f und g, h
bewerkstelligt wird.
Die auf diese Weise zusammengebogenen Röhren kommen hierauf in einen Flammofen, worin
sie bis zur vollkommenen Schweißhitze gebracht werden.
Hierauf müssen sie, möglichst schnell durch die Walzen Fig. 26 gehend und
hiedurch an ihren Kanten zusammengedrückt, aneinander geschweißt werden.
Die durch Kammräder b, c
verbundenen Walzen A, B sind
gleich jenen zum Walzen von Rundeisen halbkreisförmig eingedreht, nur mit dem
Unterschiede, daß das erste der zwischen den beiden
Walzen sich bildenden Löcher nicht vollkommen
kreisförmig, sondern wie in Fig. 27, a, ersichtlich, ein wenig von oben und unten gedrückt
erscheint, wodurch die etwas emporragenden Kanten des Rohres b stärker aneinander gedrückt werden.
Zwischen den an Größe abnehmenden Oeffnungen d, e, f stecken die Dorne g, g, g, über welche die Röhren während ihres Durchgehens durch die Walzen zugleich gezogen werden.
In der Seitenansicht Fig. 28 erscheinen diese Dorne g, g ihrer ganzen Länge nach von vorne mit den
olivenförmigen Kolben zwischen den Walzen liegend, und von hinten, durch die Löcher
einer Brüstung gehend, an diese mittelst eines Ansatzes angestemmt. Wohl zu bemerken
ist hiebei, daß die dickste Stelle des Kolbens etwa zwei Linien außerhalb der senkrechten Diametrallinie z, z der Walzen oder des
engsten Punktes gestellt seyn muß, denn wenn das Rohr h
über die Spitze des Dornes zwischen die Walzen gesteckt wird, so hat es bei der
Durchschnittslinie z, z
ankommend, die dickste Stelle x des Kolbens bereits
überschritten und wird deßhalb von den Walzen leicht vollends durchgezogen, während
es stecken bleiben würde, wenn der dickste Theil des Kolbens sich mitten zwischen
den Walzen befände.
Beim ersten Durchgehen des Rohres durch die Walzen muß es vollkommen geschweißt seyn,
und da es hierauf an den Dorn zwischen den Walzen und der hinteren Brüstung hängen
bleibt, so wird durch einen Schlag mit dem Hammer auf das hintere, über die Brüstung
hinausragende Ende des Dornes g dieser durch das Rohr
und die Walzen hinausgeschleudert, worauf das Rohr durch das zweite Loch e und endlich in gleicher Weise durch das dritte Loch
f gelassen wird und vollkommen glatt, gleich und
rund erscheint. Ein sehr rasches Zusammenwirken der Arbeiter ist bei diesem
Walzproceß eine Hauptsache, damit das Rohr nicht Zeit zum Erkalten hat.
Die noch rothwarmen Röhren werden hierauf zwischen zwei flachen Platten ganz gerade
gewalkt und endlich mittelst einer Circularsäge an beiden Enden rechtwinkelig
abgeschnitten.
Braucht man längere Röhren, so werden sie auf folgende Weise durch Zusammenschweißen
erhalten:
k, k in Fig. 29 und 30 bilden in
der Mitte einen Amboß oder die untere Hälfte eines Gesenkes, während der Hammer
dessen obere Hälfte bildet. Werden nun die beiden zur Schweißhitze gebrachten Enden
p, q der Röhren in dem
Gesenk mittelst eines Hammerschlages gegen einander gestoßen, während zugleich auf
den Hammer i geschlagen wird, so erfolgt die Schweißung,
und nach ein paar Umdrehungen unter wiederholten Schlägen auf i erscheint das nun verlängerte Rohr glatt und rein an der geschweißten
Stelle.
Die Kugel n am hinteren Theil des Hammers dient zur
schnellen Hebung desselben nach jedem Schlage.
Die Röhren, welche jetzt allgemein verwendet werden, haben 11 bis 12 engl. Fuß Länge,
sind 1 Zoll weit, sehr stark von Eisen und lassen sich kalt ganz gut biegen. Der
englische laufende Fuß dieser Röhren kostet franco
Hamburg 5 Schilling Courant oder 13½ kr.
Tafeln