| Titel: | Reise-Notizen; von Karl Karmarsch. |
| Fundstelle: | Band 123, Jahrgang 1852, Nr. XLVI., S. 267 |
| Download: | XML |
XLVI.
Reise-Notizen; von Karl Karmarsch.
Aus den Mittheilungen des hannover'schen
Gewerbevereins, 1851, Lief. 63.
Mit Abbildungen auf Tab.
IV.
Karmarsch's Reise-Notizen.
Vorbemerkung. Ein neun Wochen langer Aufenthalt in
England, während des Sommers 1851, hat mir sowohl zu ausführlicher Besichtigung der
großen Londoner Industrie-Ausstellung als zum Besuche mancher interessanten
Fabriken in Birmingham, Manchester, Leeds, Bradford, Huddersfield, Sheffield etc.
Gelegenheit gegeben. Wenn ein umfassender und gründlicher Bericht über die gedachte
riesenhafte Ausstellung nicht das Werk Eines Menschen seyn kann; wenn ferner die
Anschauung von Fabriken, welche der Fremde meist mit einer gewissen Raschheit zu
durchwandern genöthigt ist, nur eine mäßige Anzahl Einzelheiten genügend dem
Gedächtnisse einzuprägen und in Anmerkungen niederzulegen gestattet, zugleich auch
sehr viel Bekanntes darbietet, so konnte doch ein fleißiger Sammler aus beiden
Quellen reichen Stoff zu eigener Belehrung mit nach Hause bringen. Ankäufe von
Werkzeugen und Fabriksproducten, an Ort und Stelle gemacht, fügten dem noch
Mannichfaltiges bei. Mehreres hiervon mag auch anderen zu wissen angenehm oder
nützlich seyn, und darum wird eine Bekanntmachung in dieser Zeitschrift für
angemessen wohl zu erachten seyn. Bruchstückweise wie die Dinge gesammelt wurden,
kann auch ihre Mittheilung nur stattfinden, daher sie für nichts weiter als Notizen
gegeben werden. Ohne Zweifel werden Freunde und Landsleute, welche mit mir einen
gleichen Weg verfolgten, auch die Früchte ihrer Beobachtungen dem deutschen Publicum
nicht vorenthalten, und so dürfte das, was ich nach und nach zu bringen
beabsichtige, hin und wieder sich der Erweiterung, Vervollständigung zu erfreuen
haben.
1. Ueber Verarbeitung des
Britannia-Metalls.
(Hierzu Fig. 3–8 auf Tafel
IV.)
Einleitung. – Das Britannia-Metall ist eine
Zusammensetzung, in welcher Zinn den Hauptbestandtheil ausmacht. Seine Verarbeitung
schließt sich demnach der gewöhnlichen Zinnwaarenfabrication im Besondern der Zinngießerei,
am nächsten an, und ist in der That aus dieser hervorgegangen.
Bekanntlich wurde von jeher das Zinn nicht im reinen Zustande, sondern mit Blei
gemischt verarbeitet. Dieser Zusatz hat seine vollkommene technische Berechtigung,
denn bleihaltiges Zinn füllt beim Gießen die Formen weit besser als unvermischtes.
Aber die Gelegenheit durch Vergrößerung des Bleizusatzes über das nöthige Maaß
hinaus an dem weit kostbarern Zinn zu sparen, verführte sehr oft zum Mißbrauch und
somit zur Verschlechterung der Waaren, welche desto weicher, von desto
unansehnlicherer Farbe, desto mehr dem Anlaufen unterworfen sind, je größer der im
Gemisch enthaltene Antheil Blei ist, der aus großem Bleigehalte hervorgehenden
Gefahr für die Gesundheit nicht zu gedenken. Daß die meisten Arten von Zinngeräthen
als Haushaltsgegenstand nach und nach so sehr in Mißcredit gekommen, ja fast aus dem
Gebrauche verschwunden sind, hat gewiß seinen Grund zum Theil in jenen
Verhältnissen. Schon vor langer Zeit hatten Zinngießer, welche ein sehr bleihaltiges
Zinn verarbeiteten, die offenbaren Mängel ihres Materials durch Beimischung anderer
Metalle zu verdecken gesucht; man benutzte hierzu hauptsächlich Antimon, welches
allerdings die Härte erhöht; gelegentlich kamen auch kleine Zusätze von Kupfer,
Zink, Wismuth in Anwendung. Man verfuhr aber hierbei nach keinerlei festen
Grundsätzen, und die so zu Stande gebrachten Mischungen konnten sich demnach auch
Ansehen und Verbreitung um so weniger erwerben, als ihnen doch stets eine nur
unvollkommen geheilte Verschlechterung des Zinns (durch starken Bleiversatz) zum
Grunde lag. Inzwischen führte eine bessere Einsicht nach und nach auf
Zusammensetzungen, in welchen das Blei größtentheils, ja meist ganz weggelassen,
gewisse Antheile von Antimon, oder von Antimon und Kupfer (auch wohl von Zink)
hingegen beibehalten wurden. Von der Art sind z.B. die folgenden
Metallmischungen:
1) weißes Metall zu Tischklingeln (in Frankreich Métal
d'Alger genannt), in 100 Theilen 94,5 Zinn, 5 Kupfer, 0,5 Antimon
enthaltend;
2) weißes Metall zu Löffeln, Gabeln, Theekannen und dergleichen (unter dem Namen Métal argentin aufgebracht), 85,5 Zinn, 14,5
Antimon;
3) weißes Metall zu gleichem Gebrauche wie vorstehendes (Minofor benannt), worin auf 100 Theile gefunden wurde: 67,53 Zinn, 17,00
Antimon, 8,94 Zink, 3,26 Kupfer (Verlust bei der chemischen Analyse 3,27);
endlich.
4) Britannia-Metall, welches den Gegenstand der
folgenden näheren Betrachtung ausmachen wird.
Im Allgemeinen beruhte die Darstellung der genannten und ähnlicher Compositionen auf
einem Bestreben, das Zinn durch andere Metallzusätze, härter, steifer,
politurfähiger, klingender zu machen. Zur Erreichung dieses Zweckes ist das Antimon,
deßgleichen das Kupfer, vorzüglich geeignet; allein was das Antimon betrifft, muß
man sich vor einer zu großen Vermehrung desselben hüten, weil es im Uebermaaße nicht
nur die Geschmeidigkeit der Mischung beeinträchtigt, sondern auch als ein giftiges
und den Wanzensamen nicht widerstehendes Metall unter manchen Umständen Gefahr für
die Gesundheit herbeiführen kann.
Das Britannia-Metall behauptet den Vorzug vor allen
ähnlichen im Laufe der Zeit versuchten Zusammensetzungen und hat diese sämmtlich in
der Gunst des Publicums mit Recht überdauert. Es ist gleich dem mit Blei versetzten
Zinn sehr geeignet zur Gießerei und liefert ausgezeichnet schöne und scharfe Güsse;
zugleich aber nimmt es eine viel schönere Politur an als jenes, kann namentlich den
Operationen des Schleifens (Schmirgelns) und des Glanzschleifens unterzogen werden,
während das gewöhnliche Zinn wegen seiner geringern Härte durch Schaben und durch
Reiben mit harten Polirsteinen behandelt werden muß, wobei niemals ein feiner Glanz
erzielt werden kann. Dieser Umstand trägt wesentlich dazu bei, das
Britannia-Metall für Darstellung von Luxus-Geräthschaften tauglich zu
machen, und vermöge des so erweiterten Anwendungskreises ist dasselbe auch
rücksichtlich der Bearbeitungs-Methoden in die Reihe der gängigsten Metalle
eingetreten, d.h. es wird wie diese zu Blech ausgewalzt und in dieser Gestalt durch
Prägen, sowie durch Drücken auf der Drehbank weiter verarbeitet; Behandlungen,
welche beim Zinn nie in nennenswerthe Uebung gekommen sind. Im beträchtlichsten
Umfange findet die Darstellung von Artikeln aus Britannia-Metall in England
statt, namentlich zu Birmingham und Sheffield, von wo derartige Waaren in Menge nach
allen Gegenden der Welt abgesetzt werden. In Deutschland ist diese Fabrication zur
Zeit noch nicht von großer Bedeutung. Elberfeld und Lüdenscheid z.B. liefern
Britannia-Metall; in Hannover ist dazu ein kleiner Anfang gemacht, dem wir
Gedeihen und Nachfolge wünschen.
Zusammensetzung des Britannia-Metalls. –
Hierüber findet man in Druckschriften mancherlei Angaben, welche zum Theil wohl
nicht auf ganz verläßlichen Nachrichten beruhen, zum Theil deßwegen von einander
abweichen, weil die Mischung in verschiedenen Fabriken verschieden ist.
a) Es wird z.B. gesagt, das Britannia-Metall sey
zu bereiten durch Zusammenschmelzen von gleichen Theilen Messing, Zinn, Antimon und
Wismuth, und noch ferneren Zinnzusatz nach Bedarf. Nimmt man, in Ermangelung eines
bestimmtem Anhaltspunktes, den Zinngehalt des fertigen Gemisches zu 85 Proc. an,
womit man den weiterhin anzuführenden Zusammensetzungen nahe kommt, so läßt sich die
Vorschrift so ausdrücken, daß 1 Theil Messing mit 1 Th. Antimon, 1 Th. Wismuth und 1
Th. Zinn zusammenzuschmelzen und dieses Gemisch schließlich mit 16 Th. Zinn zu
vereinigen sey. Unter dieser Voraussetzung würde das Product in 100 Theilen
annähernd enthalten:
85,0
Zinn,
5,0
Antimon,
5,0
Wismuth,
1,4
Zink,
3,6
Kupfer,
–––––
100,0.
b) Einer andern Mittheilung zufolge sollen auf 100
Theile Zinn 7 Th. Antimon, 2 Th. Kupfer und 2 Th. Messing genommen werden. Dieß gäbe
in 100 etwa:
90,1
Zinn,
6,3
Antimon,
0,5
Zink,
3,1
Kupfer,
–––––
100,0.
c) Köller, der eine Probe
englischen Bleches aus Britannia-Metall analysirte, fand darin:
85,72
Zinn,
10,39
Antimon,
2,91
Zink,
0,98
Kupfer,
––––––
100,00.
d) Unter dem Namen Plate
pewter findet man eine Composition erwähnt, welche ebenfalls hieher gehört
und – wie schon die Benennung ausspricht – zu Blech gestreckt werden
kann; sie soll bestehen aus 50 Zinn, 4 Antimon, 1 Wismuth, 1 Kupfer, oder in 100
Theilen:
89,30
Zinn,
7,14
Antimon,
1,78
Wismuth,
1,78
Kupfer,
––––––
100,00.
e) Von Baumgärtl sind zwei
fast übereinstimmende Sorten untersucht worden, die eine als
Britannia-Metall, die andere als Ashberry's
Patent-Metall bezeichnet. Er fand:
Britannia- Metall.
Ashberry- Metall.
Zinn
81,90
–
77,812
Antimon
16,25
–
19,375
Kupfer
1,84
–
2,781
–––––––––––––––––––
99,99
99,968.
Es ist nicht gesagt, ob die analysirten Stücke Guß oder Blech gewesen seyen; doch ist
das erstere aus dem Zusammenhange (indem in der Einleitung des Aufsatzes namentlich
von Löffeln gesprochen wird) als wahrscheinlich abzuleiten und auch schon deßwegen
zu vermuthen, weil für eine auf Blech zu verarbeitende, also einer großen
Dehnbarkeit bedürftigen Mischung der Antimongehalt zu groß ist.
f) Zwei Proben von dem Britannia-Metall, welches
ich selbst aus Birmingham mitbrachte, sind unter Leitung des Hrn. Dr. Heeren im Laboratorium
der polytechnischen Schule analysirt worden, und haben folgendes Verhältniß der
Bestandtheile dargeboten:
Gegossenes Metall.
Blech.
Zinn
90,71
–
90,57
Antimon
9,20
–
9,40
Kupfer
0,09
–
0,03
Blei
kleine
Spur
–
Spur
Eisen
kaum eine Spur
–
Spur
––––––––––––––––––––––
100,00
100,00.
Es ist offenbar, daß beide der Absicht des Fabrikanten nach von übereinstimmender
Mischung und aus 9 Theilen Zinn mit 1 Th. Antimon bereitet sind. Kupfer, Blei und
Eisen finden sich in so geringer Menge vor, daß unbedingt deren Gegenwart nur in
Unreinheit des Zinns und des Antimons ihren Grund hat. Von allen angeführten
Zusammensetzungen des Britannia-Metalls ist hiernach diese die
einfachste.
Eigenschaften des Britannia-Metalls. –
Ueber die Beschaffenheit des von mir aus Birmingham mitgebrachten Metalles, dessen
chemische Zusammensetzung vorstehend unter f) angegeben
wurde, ist Folgendes zu bemerken:
Seine Farbe ist bläulicher als die des reinen Zinns, aber nicht so grau als jene des
beträchtlich mit Blei vermischten Zinns, und gleicht fast der Farbe des Platins. Es
übertrifft an Härte bedeutend das reine, noch viel mehr also das bleihaltige Zinn: die Ecke
oder Kante eines Zinnstäbchens stumpft sich ab ohne den mindesten Eindruck zu
machen, wenn man damit auf Britannia-Metall streicht; dagegen kann man mit
der Ecke eines Stücks Britannia-Metall in der Oberfläche des Zinnstäbchens
starke Ritzen und Grübchen machen. Eine Folge des Antimongehaltes, welcher diese
vergrößerte Härte bewirkt, ist es auch, daß das Britannia-Metall sich mit
gewöhnlichen Feilen, auch ziemlich feinen, sehr gut feilen läßt, ohne deren Hieb
mehr zu verstopfen als Messing es thut; wogegen das reine und noch mehr das
bleihaltige Zinn den Hieb schnell ausfüllen, so daß die Wirkung der Feile abnimmt
oder fast gänzlich gehemmt ist. Das specifische Gewicht des Britannia-Metalls
fand ich am Bleche – 7,339, an einem gegossenen Stücke 7,361; also geringer
nach der Bearbeitung durch das Walzen. Da (wie die oben mitgetheilten Analysen
ergeben) eine Abweichung in der chemischen Zusammensetzung, welche diesen
Unterschied erklären könnte, nicht vorhanden ist, so muß derselbe in dem
mechanischen Zustande seinen Grund haben. Mit der gewöhnlich als gültig angenommenen
Regel, daß durch Auswalzen die Dichtigkeit der Metalle sich vergrößere, steht diese
Beobachtung im Widerspruch: ich wollte mir deßhalb eine Controle derselben
verschaffen, und streckte zu dem Behufe ein Gußstück von fast ein Viertelzoll Dicke
und dem specifischen Gewichte 7,361, unter rasch verengerter Stellung der Walzen, zu
Blech von der Stärke eines Spielkartenblattes aus, wobei es an den Kanten stark
einriß: es zeigte nun das specifische Gewicht 7,325. Ich muß demnach die
Verminderung der Dichtigkeit durch das Walzen als eine erwiesene Thatsache beim
Britannia-Metall ansehen, zu deren Erklärung ich nur sagen kann, daß
wahrscheinlich, wie die äußerlich entstehenden Kantenrisse vermuthen lassen, die
Theilchen eine Neigung haben, sich unter dem Drucke von einander zu entfernen, weil
ihnen die nöthige Geschmeidigkeit fehlt, um sich inniger zwischen einander hinein zu
pressenGanz vereinzelt steht meine Beobachtung über das Britannia-Metall
insofern nicht, als Lebrun auch an anderen
Metallen nach dem Walzen oder Hämmern ein geringeres spec. Gewicht fand als vor dieser Behandlung (siehe
Mittheilungen des Gewerbevereins für das Königreich Hannover, Lief. 35, S.
61.).. – Das Metall nimmt durch Poliren einen schönen feinen Glanz an; ist
geschmeidig in einem solchen Grade, daß es nur durch vielfach wiederholtes
Hin- und Herbiegen abgebrochen werden kann; läßt sich walzen, hämmern, in
Stanzen prägen, zu Draht ziehen. Ein von mir selbst gezogener Draht, welcher 0,026
Pariser Zoll dick war, erforderte um abgerissen zu werden, eine Belastung von 3 1/4 bis 3 1/2
köln. Pfund: dieß ergibt ungefähr dieselbe Festigkeit, welche von mir bei einer
andern Gelegenheit an Draht aus unvermischtem Zinn beobachtet worden ist.
Um die Wirkung einer schwachen Säure auf Britannia-Metall zu erproben, stellte
ich einen Streifen Blech in eine Mischung von gleichviel Wasser und gewöhnlichem
gutem Essig so, daß er zum Theil herausragte. Nach 48stündigem Verweilen darin hatte
derselbe nichts von seinem Glanze verloren, ausgenommen eine schmale Stelle, welche
dicht unter der Oberfläche der Flüssigkeit gewesen war und sich unbedeutend mattgrau
angelaufen zeigte; aber in dem Essig bildete sich nachher beim Hindurchleiten von
Schwefelwasserstoffgas ein beträchtlicher stockiger dunkelbrauner Niederschlag. Zur
Vergleichung wurde in eine andere Portion derselben sauren Flüssigkeit ein Stäbchen
reinen Zinns, ebenfalls 48 Stunden lang, gestellt: durch Schwefelwasserstoffgas
entstand hierin gleichfalls ein brauner Niederschlag, dem Ansehen nach in ebenso
reichlicher Menge als vom Britannia-Metall beim vorhergehenden Versuche. Man
darf also wohl schließen, daß Britannia-Metall-Gefäße nicht mehr
gesundheitliche Bedenken in der Anwendung erregen können, als zinnerne.
Verarbeitung des Britannia-Metalls. – Die
Darstellung der Waaren aus dieser Metallmischung geschieht theils durch Guß, theils
durch Verarbeitung von Blech. Das Auswalzen des Metalls geht leicht und gut von
Statten, doch zeigt dasselbe einige Neigung einzureißen; wenigstens haben die
Blechtafeln rauhe, vielfältig und häufig auf 2 bis 3 Linien Tiefe eingerissene
Ränder, obschon sie übrigens sehr glatt, glänzend und rein erscheinen; ich sah
selbst Tafeln, die vom Ende her einen 12 bis 20 Zoll tiefen Längenriß bekommen
hatten. Blech, welches bei einer halben Linie Dicke in Tafeln von 16 1/2 hannov.
Zoll Breite und etwa 8 Fuß Länge dargestellt wird, berechnet die Fabrik von Richard Ford Sturzes zu Birmingham 1 Shill. 4 Pence das
englische Pfund (11 Ggr. das hannov. Pfund). Die Verarbeitung des Blechs findet
hauptsächlich durch Drücken auf der Drehbank und durch Prägen zwischen Stanzen unter
dem Fallwerke Statt.
a) Gießen. – Nicht nur
Löffel und einfache Gefäße, so wie eine Menge kleiner Gegenstände und Bestandtheile
werden durch Guß dargestellt, sondern man gießt auch bauchige und zwar sehr
künstliche Stücke im Ganzen, in messingenen oder eisernen
Formen, die aus vielen Theilen zusammengesetzt und daher sehr kostspielig sind. Ich
sah z.B. einen großen Theetopf, wozu die Form nicht weniger als 70 Pfund Sterling (467 Thlr.) gekostet
hatte. Der ungemein ausgebreitete Absatz der Waaren und die guten Preise, welche
dafür in England bezahlt werden, machen die Anwendung so theurer Gießformen
thunlich, wovor ein deutscher Fabrikant in der Regel zurückschrecken wird. Ich gebe
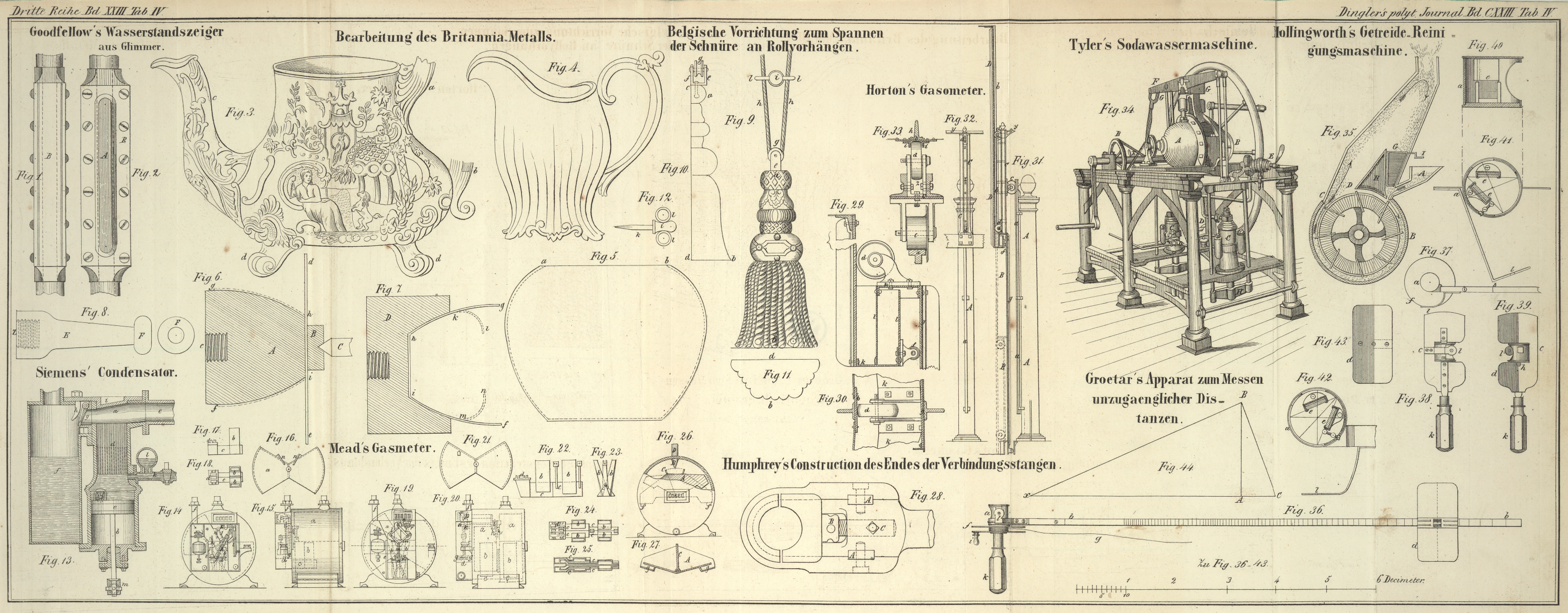
auf der Kupfertafel durch Fig. 3 und 4 (beide in der halben
Größe gezeichnet) ein Paar erläuternde Beispiele an Stücken, welche ich in der
obengedachten Sturges'schen Fabrik für die technologische
Sammlung der polytechnischen Schule im rohen Gusse erworben habe und daher genau
untersuchen konnte.
Fig. 4 ist ein
5 1/2 Zoll hoher Theetopf mit überaus reicher Reliefverzierung, welcher ganz wie die
Zeichnung ihn darstellt – also sammt den Ansatzstücken a, b des Henkels, dem Ausgusse c und vier
Füßen gleich d, d – aus der Form gekommen ist.
Letztere besteht, wie die noch vorhandenen Gußnähte zu erkennen geben, aus 17
Theilen, nämlich:
3 Stück (2 Seitentheile, 1 Bodenstück) für das Aeußere, den Hobel nach der Sprache unserer Zinngießer;
9 Theile zum Kern des Körpers;
2 Theile zum Kern des Ausgusses c;
1 Kernstück zur Höhlung des Ansatzes a;
1 Kernstück deßgleichen zum Ansatze b.
1 Stück zum Scharnier, woran nachher der Deckel angebracht wird. (Dieses Scharnier
hat vom Gusse her noch nicht die Bohrung).
Alle Verzierungen sind auf das Reinste und Schärfste ausgegossen, alle schlichten
Flächen sehr glatt, obschon nicht glänzend. Der Guß ist nur im Boden dick (des
festen Standes wegen), übrigens aber von so dünner Wandung, daß das Stück nicht mehr
als 1 Pfund 27 Loth wiegt.
Die weit einfachere Milchkanne Fig. 4 erfordert
gleichwohl eine 10theilige Form, wovon 3 Stücke (wie beim Theetopf) den Hobel
bilden, und 7 Stücke den Kern für den Hohlkörper zusammensetzen. Diese Kanne ist 4
3/4 Zoll hoch und wiegt 17 Loth.
Im Allgemeinen ist zu bemerken, daß der Einguß das Metall mitten auf die äußere
Fläche des Bodens führt; daß die mehrtheiligen Kerne vor dem Gusse durch Gypsbrei
aneinander gekittet, aus dem gegossenen Gegenstande aber stückweise herausgeholt
werden; endlich daß man einzelne kleine Löcher, welche
nicht ganz selten in so schwierigen Gußstücken sich finden, mittelst
Schnell-Loth zustopft.
b) Drücken. – Das
Britannia-Metallblech ist mit den bekannten Handgriffen des Drückens auf der
Drehbank äußerst leicht zu behandeln. Interessant war mir die Verfertigung eines bauchigen
Theetopfkörpers zu sehen, den Fig. 5 in halber Größe
vorstellt. Er ist 4 1/4 Zoll hoch, im Bauche 5 1/4 Zoll weit; der Durchmesser seiner
Mündung a, b beträgt 3 1/4 Zoll. Zur Hervorbringung
desselben kam eine Blechscheibe von 10 1/2 Zoll Durchmesser, 28 Loth wiegend, in
Anwendung, welche zuerst auf ein hölzernes Futter wie A,
Fig. 6,
gebracht wurde. Mit dem Gewinde bei c ist dieses Futter
auf der Drehbankspindel festgeschraubt; ein kleines rundes Holzstück B, gegen welches man den Reitnagel C der Drehbank scharf ansetzt, hält das Blech d, h, i, e auf der Vorderfläche des Futters
unverrückbar. Nachdem mittelst der Drückstähle das Blech dergestalt über das Futter
aufgezogen ist, daß es ein Gefäß von dem Profile g, h, i,
f bildet, wird dieses in ein genau passendes vertieftes Futter D, Fig. 7, gesetzt, worin es
durch Reibung genügend festhält, während ein bedeutender Theil vom Rande aus
freisteht. Dieser freistehende Theil kg, mf wird
sodann durch behutsames und wohlgeregeltes Anhalten und Führen der Drückstähle
allein, ohne Unterlage oder sonstiges Hülfsmittel gegen die Mitte hereingezogen, um
das Profil kl, mn zu erzeugen. Durch Wegstechen
dessen, um was der Blechkörper zu groß sich zeigt, und durch schließliches Ausdrehen
der Mündung l, n fällt so viel Metall ab, daß das
fertiggedrückte Stück nur mehr 21 1/4 Loth wiegt.
c) Prägen. – Gleich
Messingblech, Silberblech etc. wird auch das Blech aus Britannia-Metall in
zahlreichen Fällen unter dem Fallwerke zwischen Stanze und Oberstempel geprägt, und
man macht hiervon namentlich bei Herstellung aller solcher Stücke Anwendung, welche
ihrer Gestalt nach sich nicht zum Drücken auf der Drehbank eignen. So werden unter
andern zu den gedrückten Theetopfkörpern die Deckel, die Ausgüsse (in Hälften), die
Henkel (ebenfalls in Hälften) geprägt. Die Körper selbst, wenn sie nicht die
schlichtrunde durch das Drücken erzeugte Gestalt behalten sollen, werden durch
Prägen in einem kleinern Fall- oder Schlagwerke nach bekannter Weise
ausgebildet, z.B. mit sogenannten Knorren, Rippen u. dergl. versehen.
d) Löthen. – Die an
Britannia-Metall-Waaren vorkommenden Löthungen werden mit gewöhnlichem
Schnell-Loth (Zinnloth) ausgeführt, indem man sich einer Gasflamme und des
Löthrohrs bedient. Der Arbeiter taucht ein sehr dünnes Stäbchen Loth mit dem Ende in
ein Gemisch von Oel und Colophonium, trägt dieß auf die Löthstelle, und bläst
zugleich mittelst des Löthrohrs die Flamme darauf, wobei das Loth abfließt und in
die Fuge eindringt. Die in zwei Theilen geprägten Henkel und Ausgüsse werden so durch Löthen
vereinigt; auf dieselbe Weise befestigt man nachher an den aus Blech gemachten
Gefäßkörpern nicht nur diese Henkel und Ausgüsse, sondern auch die als besondere
Stücke gegossenen Füße und Deckel-Scharniere. Auch gegossene
Reliefverzierungen werden auf den schlichten Blechkörpern durch Löthung
befestigt.
e) Schleifen und Poliren.
– Die Gegenstände aus Britannia-Metall werden, sofern sie große
schlichte Flächen haben, auf hölzernen lederbekleideten Scheiben mit feinem Sande
geschliffen, dann auf der Handfläche mit trockenem Tripelpulver polirt. Der erwähnte
Sand (Trent Sand) kommt aus dem Flusse Trent, ist
graubraun und außerordentlich fein; ich konnte nicht erfahren, ob und wie er vor der
Anwendung zubereitet (etwa zerstoßen oder geschlämmt) wird. Man gebraucht ihn in
halbfeuchtem Zustande, etwa so wie frisch aus der Erde gegrabener Sand zu seyn
pflegt. Der Arbeiter hat auf dem Tische einen Vorrath solchen Sandes neben sich, und
wirft davon mit der Hand fleißig zwischen die Scheibe und das fast von ganz unten
her gegen dieselbe angehaltene Arbeitsstück, welches dabei nach Erforderniß gewendet
wird. – Das Innere der Gefäße wird auf kleinen (etwa 2 Zoll im Durchmesser
haltenden) Lederscheiben mit demselben Sande geschliffen. Eine solche Scheibe F, Fig. 8 (Maaßstab ein
Viertel des wirklichen), befindet sich am Ende eines 3 bis 6 Zoll langen hölzernen
Stieles oder Schaftes E, der mit seinem inwendigen
Schraubengewinde bei Z auf der Spindel einer Drehbank
angeschraubt ist.
Polirte Stellen an Arbeiten mit Reliefverzierungen empfangen ihren Glanz durch Reiben
mit dem Polirstahle oder Blutsteine.
1) Versilbern. – Der größere Theil der Artikel aus
Britannia-Metall wird auf galvanischem Wege stark versilbert (electro-plated). Wir kennen galvanisch
versilberte Waaren aus Argentan (Neusilber) in Deutschland unter dem Namen China-Silber; in England aber hat der Gebrauch
dieser sowohl als jener des versilberten Britannia-Metalls eine sehr große
Ausdehnung erlangt, und beide werden dort so sorgfältig gearbeitet, daß sie im
Ansehen durchaus nicht von ächten Silberwaaren zu unterscheiden sind. Die
versilberten Gegenstände werden mittelst Polirstahls oder Blutsteins polirt,
theilweise (namentlich auf Flächen mit feinen vertieften, die Gravirung nachahmenden
Verzierungen, welche der Polirstahl zudrücken würde) mit Leder und Polirroth,
sogenanntem Crocus, glanzgeschliffen.
Das Putzen der versilberten Waaren, wie es beim Gebrauche derselben nöthig wird, muß
mit Behutsamkeit geschehen. Die Anweisung, welche die Fabrikanten dazu geben, ist folgende: man
gebraucht zum Putzen feines Polirroth (geschlämmtes hellrothes Caput mortuum oder
Colcothar) mit Wasser zur Consistenz des Rahms angemacht. Aus den Vertiefungen
verzierter Gegenstände wäscht man dann das Pulver mit Seife und kochendem Wasser
heraus, worauf das Stück gut getrocknet und schließlich mit weichem Sämischleder
(sogenanntem Waschleder) abgerieben wird. Das Bürsten muß man so viel möglich
vermeiden, weil durch dasselbe leicht die glatten Theile der Gegenstände Schaden
leiden, wenn es nicht sehr aufmerksam und sorgfältig verrichtet wird.
Statt der Versilberung kommt öfters Vertombakung des Britannia-Metalls in
Anwendung; man nennt solche Artikel Similor, und ich sah
dergleichen von sehr hübscher, ziemlich goldähnlicher Tombakfarbe, habe auch ein
Paar große Tafelleuchter dieser Art aus Birmingham mitgebracht. Man sagte mir, daß
der Flüssigkeit, aus welcher die gleichzeitige galvanische Niederschlagung von
Kupfer und Zink erfolgt, eine sehr kleine Menge Goldauflösung zugesetzt werde, um
die Farbe des gelben Ueberzuges zu erhöhen. Es scheint indessen, daß diese Waaren
demungeachtet mit der Zeit schwärzlich anlaufen.
2. Ueber appretirten Baumwollstoff als
Stellvertreter des Papiers zum Schreiben und Zeichnen.
Im Jahre 1846 erhielt Dowse in England ein Patent auf
Zubereitung der Baumwollzeuge, um sie anstatt Papier anwenden zu können. Dingler's polytechn. Journal theilte
bald nachher (Jahrg. 1847, Bd. CIV S. 79) aus dem London
Journal of arts das Verfahren mit folgenden Worten mit:
„Die Baumwollzeuge werden zuerst gesengt um ihnen den Flaum zu benehmen,
und dann gebleicht; sollen sie als Surrogate für farbiges Papier dienen, so muß
man sie färben. Hierauf sättigt man die Zeuge mit einer Auflösung von 1 Pfd.
Harz in 10 1/4 Pfd. Potasche- oder Sodaauflösung (welche 1/4 Pfd. Alkali
enthält). Dann taucht man die Zeuge in eine Auflösung von 1 Pfd. Alaun in 10
Pfd. Wasser; hierauf kommen sie in eine Auflösung von Stärke, Mehl oder Gummi,
um ihnen die erforderliche Steifheit zu ertheilen und ihre Zwischenräume
auszufüllen; ehe man sie von einer Auflösung in die andere bringt, muß man sie
jedesmal durch Auspreßwalzen passiren. Die Zeuge werden nun getrocknet und
hernach zwischen Walzen oder in Bogen zwischen Platten gepreßt, um ihre
Oberflächen zu glätten.“
„Statt der Harzauflösung kann man auch eine Auflösung von weißer Seife in
Alkali anwenden; zum Steifen kann man anstatt der Stärke oder mit ihr auch Leim
anwenden.“
„So präparirte Zeuge können mit gewöhnlicher Tinte beschrieben, bedruckt
und zu vielen Zwecken wie Papier angewendet werden.“
Die hierin zu Tage tretende, den größten Theil der englischen Patentbeschreibungen
charakterisirende Unbestimmtheit und Allgemeinheit der Angaben ist vielleicht
Ursache gewesen, daß in Deutschland man dem Gegenstande keine Aufmerksamkeit
schenkte, wenigstens in unseren technischen Zeitschriften seiner nicht weiter
gedacht wurde, nachdem in mehreren derselben die erste Notiz (aus oben genannter
englischer Quelle) aufgeführt war. Die Londoner Industrie-Ausstellung gab
indessen Gelegenheit zu bemerken, daß die Erfindung sowohl in England als in
Frankreich eine praktische Anwendung gefunden hat, deren Nützlichkeit außer Zweifel
gesetzt ist. Es fand sich nämlich unter den ausgestellten Gegenständen ein dünner,
mit glänzender und stark durchscheinender Appretur versehener weißer Baumwollstoff,
welcher zum Durchzeichnen statt des sonst üblichen Kalkix- oder Copirpapiers
(Stroh- und Firnißpapiers) bestimmt, für diese Anwendung mit vorzüglicher
Tauglichkeit begabt erschien. Beigefügte Probeblätter solcher Zeichnungen ergaben,
daß auch das Tuschen und das Anlegen mit Farben sehr gut auf diesem Stoffe von
statten geht. Mehrere so ausgeführte Maschinenzeichnungen sah ich nachher auch in
dem Zeichner-Atelier des Hrn. Armengaud in Paris.
Der französische Aussteller (Husson in Paris, Quai de la Tournell, 13) nennt sein Product Papier-toile; bei den Engländern hat es den Namen
Writing and tracing cloth oder Vellum cloth empfangen, unter welchem man es z.B. bei J.
Smith in London (42 Rathbone Place, Oxford Street) findet. Die Waare ist 37
bis 38 hannov. Zoll breit. In Paris wird der Meter (41 hannov. Zoll) zu 2 Fr. 25
Cent. = 14 gGr. 5 Pf. Courant verkauft, in London die Yard (37 1/2 hannov. Zoll) zu
1 Shilling = 8 gGr., bei Abnahme eines ganzen Stücks von 24 Yards sogar um 10 Pence
= 6 gGr. 8 Pf. Dieser große Preisunterschied erklärt sich zum Theil aus einer
Verschiedenheit des Gewebes, wie sogleich näher anzugeben seyn wird.
Beide Arten sind ziemlich steif und in so hohem Grade durchscheinend, daß man die
Züge einer feinen Zeichnung sehr vollkommen hindurch erkennen und genau nachziehen
kann; doch ist der englische Stoff noch stärker durchscheinend als der französische.
Der erstere zeigt eine rein weiße Farbe und einen ausgezeichneten Glanz; der französische ist etwas
gelblich oder schmutzigweiß und weit weniger glänzend. Für den Gebrauch empfiehlt
sich daher, namentlich da die größere Wohlfeilheit hinzukommt, das englische
Fabricat vorzugsweise. Das Schreiben mit gewöhnlicher Tinte, das Zeichnen mit der
Reißfeder, das Tuschen und das Auftragen anderer Farben mittelst des Pinsels, geht
auf beiden gleich gut von statten; nur der Bleistift faßt auf dem französischen
etwas besser, da es nicht so sehr glatt ist. Durch das Auftragen nasser Farben geht
an den damit bedeckten Stellen der Glanz verloren, die Rückseite eben dieser Stellen
behält ihn aber mehr oder weniger. Mit Tinte gemachte Schrift geht – zumal
wenn jene nicht zu dick war – beim Spülen und Reiben im Wasser nicht gänzlich
wieder weg, sondern bleibt sehr leserlich, ungeachtet die Steifheit und der Glanz
des Stoffes durch diese Behandlung gänzlich verschwinden.Die Haltbarkeit der Tinte-Schrift auf diesem Stoffe hat in England zu
einer sehr praktischen Nebenanwendung desselben geführt, wozu man indessen
eine gröbere und nicht ganz so durchscheinende Sorte gebraucht. Man
schneidet nämlich daraus länglich viereckige Stücke, biegt an diesen die
eine schmale Seite und deren beide Ecken nach rückwärts um, sticht hier ein
Loch durch, füttert dieses mit einem Metallringe von der bei
Damen-Corsetten gebräuchlichen Art aus, und benutzt diese Zettel zum
Anhängen an Reisesäcke und dergl., indem man Namen, Bestimmungsort etc.
darauf schreibt. Aus eigener Erfahrung kann ich die Brauchbarkeit solcher
Adreßzettel bezeugen. Das Duzend kostet in London 3 Pence (2 gGr.). Gegen die zum Copiren von Zeichnungen üblichen Papiergattungen hat das in
Rede stehende Gewebe vieles voraus; es ist weit haltbarer, bricht nicht bei dem
schärfsten Zusammenfalten und Streichen der Bruchstelle mit dem Falzbeine etc., läßt
sich leicht und schön zusammenrollen, offenbart nicht das unangenehme Knattern, hat
eine weit angenehmere Farbe und wird nicht (wie so oft das Firnißpapier) mit der
Zeit gelb.
Die einleuchtende vorzügliche Tauglichkeit dieses Fabricates bewog mich, dessen
Beschaffenheit näher zu untersuchen, und wo möglich den leitenden Faden zu dessen
Nachbildung aufzufinden. Es war hierbei die Natur des Gewebes und die Art der
Appretur zu erforschen.
In kaltem Wasser eingeweicht und unter fleißigem Reiben vollständig ausgewaschen,
dann getrocknet, erscheint das Gewebe aller Appretur beraubt, und kann leicht als
Baumwollstoff erkannt werden. Unter dieser Behandlung schrumpft es ein wenig ein;
die Fäden quellen auf und werden rund, während sie ursprünglich stark plattgedrückt
waren. Durch genaues Wägen einer gemessenen Probe, und Abzählen der Fäden in derselben, kann
alsdann sehr annähernd (wenn man dabei schätzungsweise den Gewichtverlust im
Bleichen veranschlagt) die Feinheits-Nummer des zu dem Stoffe verarbeiteten
Gespinnstes ermittelt werden. Ich fand auf diese Weise, daß die englische Waare aus Kette Nr. 60 und Schuß Nr. 70
verfertigt ist. Dieselbe enthält auf dem Raume eines hannov. Zolls im appretirten
Zustande 76 bis 77 Ketten- und 84 bis 86 Einschußfäden, nach dem Auswaschen
und Trocknen 78 Ketten- und 88 Schußfäden. Die hannov. Quadrat-Elle
des käuflichen Stoffs wiegt nahe an 1 3/5 Loth (1,5908 Loth) kölnisch. Das
französische Fabricat ist bedeutend feiner und dichter; es besteht aus Kettengarn
Nr. 90, Schußgarn Nr. 100, enthält auf 1 Zoll im appretirten Zustande 112
Ketten- und 132 Einschußfäden, nach dem Waschen 115 Ketten- und 145
Schußfäden; eine Quadrat-Elle desselben wiegt (unausgewaschen) etwas über 1
4/5 Loth (1,8133 Loth) kölnisch. Der erörterten Beschaffenheit nach sind beide
Gewebe, von der Appretur abgesehen, zu dem Baumwoll-Battist oder Jaconnet zu
rechnen.
Der durch Auskochen und Auswaschen im Wasser eintretende Gewichtverlust beträgt an
der englischen Waare 9 1/3 Proc., an der französischen dagegen 17 1/2 Proc., so daß letztere im
gereinigten Zustande nur sehr unbedeutend schwerer ins Gewicht fällt als erstere.
Welcher Natur das den Glanz, die Steifheit und die durchscheinende Beschaffenheit
begründende, zugleich auch das Ausfließen der Tusche und Tinte hindernde
Appretur-Material sey, würde zunächst aus den Eingangs dieses Artikels
mitgetheilten Angaben des englischen Fabrikanten zu entnehmen seyn, wenn diese nicht
hierin eine so große und unbestimmte Wahl ließen. Durch successive Behandlung mit
alkalischer Harzlösung, Alaunlösung und gekochter Stärke konnte ich einer vorher
rein ausgewaschenen Probe des englischen Fabricates, welche schließlich mit einem
polirten Achate auf polirter Glasunterlage kräftig geglättet wurde, zwar Glanz und
Tauglichkeit zum Schreiben, aber keineswegs das durchscheinende Wesen wieder
ertheilen. Statt weitere Versuche in dieser Richtung anzustellen, zog ich vor, eine
sorgfältige Prüfung der in meinen Händen befindlichen fertigen Waare zu unternehmen,
welche mich Folgendes lehrte:
Ein Tropfen weingeistiger Jodtinctur bringt auf dem appretirten Stoffe einen
dunkelvioletten Fleck hervor. Wurde das zum Auskochen der Waare angewendete Wasser
eingedunstet, so blieb eine klebrige Flüssigkeit, welche sich durch hinzugetröpfelte
Jodtinctur schön indigblau färbte. Die Anwesenheit von Stärke ist nach diesen beiden Beobachtungen entschieden, sowohl für die
englische als für die französische Sorte. – An der Lichtstamme verbrannt,
gibt der Stoff keine Spur von dem Geruche nach versengtem Horn oder Haar; ein
Beweis, daß die Appretur nicht durch Leim hervorgebracht ist. Ueber einer
Lichtstamme oder auf einem heißen Ofen stark erwärmt, erlangt der Stoff
vorübergehend eine geringe aber deutliche Klebrigkeit, welche man wahrnimmt, wenn
das heiße Gewebe zwischen den Fingern gedrückt wird. Dieselbe Wahrnehmung ist zu
machen, wenn man ein Streifchen am Lichte anbrennt und dessen Flamme durch Drücken
zwischen Zeigefinger und Daumen auslöscht. Die französische Waare zeigt die
Klebrigkeit in etwas höherem Grade als die englische; ich deutete die Erscheinung
überhaupt auf die Gegenwart einer geringen Menge Wachs.
Nachdem die Anhaltspunkte gewonnen waren, nahm ich eine durch Auskochen und
Auswaschen gänzlich von Appretur befreite größere Probe der englischen Waare;
tränkte sie mit heißer gekochter Stärke (Kartoffelstärke, weil diese bekanntlich
einen klareren Kleister gibt als Weizenstärke), nachdem in diese etwas weißes Wachs
verrührt war, preßte und streifte sie in der Hand aus, und überging sie nach dem
Trocknen, zwischen Papier liegend, mit einem heißen Plätteisen. Trotz der
mechanischen Unvollkommenheit dieses in so kleinem Maaßstabe ausgeführten
Verfahrens, erhielt ich auf solche Weise ein Product, welches ungefähr dieselbe
Farbe und ziemlich denselben Grad von durchscheinender Beschaffenheit zeigte, wie
der in Paris käufliche Stoff, auch in seinen sonstigen Eigenschaften diesem höchst
ähnlich war. Ich halte mich demnach überzeugt, daß man durch gute Ausführung der
eben beschriebenen Zurichtung, namentlich durch sehr scharfes
heißes Kalandern des mit wachshaltiger Stärke gesteiften Gewebes, einen
völlig brauchbaren Stoff werde darstellen können; wenngleich ich allerdings zugeben
muß, daß hiermit die in England übliche Fabrications-Methode noch nicht
aufgeklärt ist.
(Die Fortsetzung folgt im nächsten
Heft.)
Tafeln