| Titel: | Neue Einrichtung eines Hammers für Aufwerf- und Schwanzhammer-Gerüste; von dem Ingenieur Hrn. E. Karr. |
| Fundstelle: | Band 129, Jahrgang 1853, Nr. XLI., S. 196 |
| Download: | XML |
XLI.
Neue Einrichtung eines Hammers für
Aufwerf- und Schwanzhammer-Gerüste; von dem Ingenieur Hrn. E. Karr.
Aus Armengaud's Génie industriel, Juli 1853, S.
22.
Mit Abbildungen auf Tab.
IV.
Karr's schmiedeiserne Hämmer.
In den meisten französischen (und deutschen) Hütten, wo Schmiedeisen bereitet wird,
wendet man noch jetzt vorzugsweise gußeiserne Hämmer an, obgleich das Verfahren beim
Schmieden schmiedeiserner Hämmer schon längst wesentlich verbessert worden ist und
diese sich durch eine weit längere Dauer auszeichnen. Gründe verschiedener Art haben
die allgemeine Einführung der geschmiedeten Hämmer bis jetzt verhindert, und dieß
wird auch noch fortwährend der Fall seyn. Für die meisten Hütten ist die Entfernung
von Werkstätten, wo Hämmer von 8 bis 10 Cntr. Gewicht angefertigt werden können, die
Hauptschwierigkeit. Der Preis dieser Hämmer ist nicht allein in der Werkstatt selbst
ein sehr hoher, sondern er wird durch einen weiten Transport bedeutend erhöht. Diese
Schwierigkeit trifft besonders die kleineren Hütten, und der fortwährende Gebrauch
von gußeisernen Hämmern, die in einer benachbarten Hohofenhütte leicht verfertigt
werden können, ist daher sehr erklärlich.
Deßhalb hat Hr. E. Karr ein
Mittel aufzufinden gesucht, um die gußeisernen Schmiedhämmer dauerhafter zu machen,
ohne daß ihr Preis wesentlich erhöht wird.
Er brachte in dem Gußeisen, welches das Auge des Hammers umgibt, einen Ring oder
Kranz von sehr weichem und sehr fadigem Eisen an, und erlangte auf diese Weise
Resultate, deren Kenntniß nicht nur die Eisenhüttenleute, sondern auch die
Kupferhämmer, Zeughämmer u.s.w. interessiren muß.
Dieses sehr einfache Verfahren erheischt jedoch bei seiner Ausführung gewisse
Vorsichtsmaßregeln, ohne welche man den beabsichtigten Zweck nicht erreichen kann. Man muß nämlich
folgendes Verfahren anwenden: der Eisenstab, aus welchem der Ring verfertigt wird,
muß von sehr guter Qualität seyn; seine größte Breite muß 10 bis 16 Centimeter (4
bis 6 Zoll) betragen, und seine Stärke, einer der wesentlichsten Punkte, muß wenigstens gleich 1/4 oder höchstens 1/3 von der Stärke des schwächsten Theils des Hammerkopfs seyn.
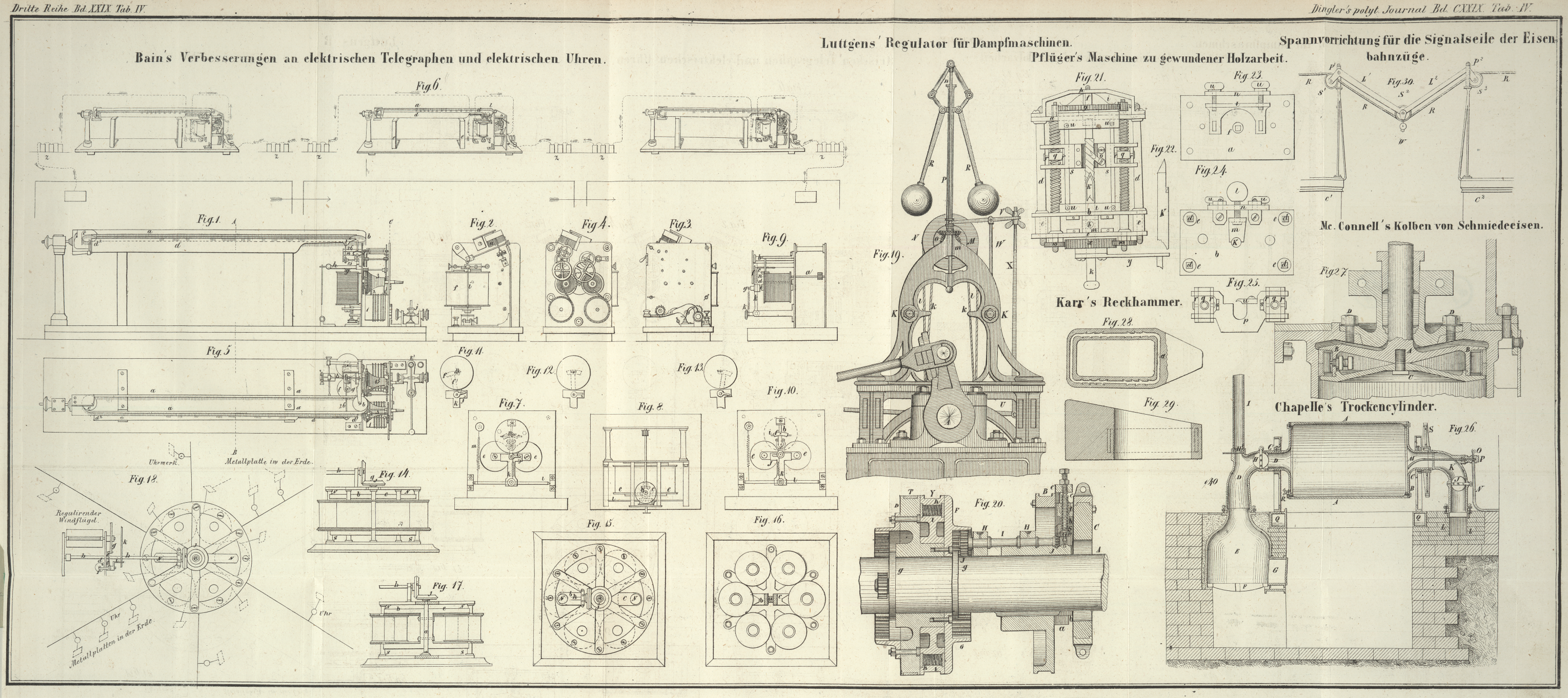
Der Ring, welchem man dieselbe Form wie dem Auge des Hammers gibt, muß auf die bei
a, Fig. 28, ersichtliche
Weise zusammengeschweißt werden; auch muß die Schweißstelle unten am Auge liegen, wo
sie von einer bedeutenden Gußeisenmasse umgeben ist. Nachdem der Ring
zusammengeschweißt worden ist, ertheilt man ihm auf seinen langen Seiten und an den
Kanten Hiebe, die zahnartig hervortreten, und die in Fig. 28 ebenfalls
deutlich gezeichnet sind. Sie bezwecken eine vollkommene Vereinigung des Guß-
und des Schmiedeisens, so daß das Zerspringen von dem Auge des Hammers möglichst
verhindert wird. Ehe man den Ring in die zum Abguß bereite Sandform einlegt, macht
man ihn rothglühend, und bringt ihn so heiß als möglich in seine Lage. Um den Ring
in dieser gehörigen Lage zu erhalten, d.h. so daß er überall von dem Gußeisen
umgeben wird, hängt man ihn in der Form mittelst vier eisernen Haken auf, die
entweder aus Bandeisen, oder aus Blech, oder aus Eisendraht bestehen, und welche man
ihrerseits durch kleine Querstäbe auf dem Deckel der Form befestigt.
Dieses Verfahren wurde bereits in Frankreich mit Hämmern von sehr verschiedenem
Gewichte versucht, und lieferte stets sehr genügende Resultate. Ein gußeiserner
Hammer von 10 Cntr. Gewicht, der mit einem solchen Ringe versehen war, und dessen
Hub 6 Decimeter (24 Zoll) betrug, machte in Folge des Bruchs des Aufhalters 20 bis
22 Schläge auf den bloßen Amboß; er litt aber durchaus keinen Schaden und konnte
noch vier Monate lang gebraucht werden. Gußeiserne Hämmer ohne schmiedeisernen Ring
dauern häufig nur 14 Tage und müssen alsdann, als unbrauchbar, umgeschmolzen
werden.
Der in den Figuren
28 und 29 dargestellte kleine Reckhammer, der zum Ausschmieden von Stäben
mittlerer und geringer Stärke dient, mußte früher oft wöchentlich zweimal
ausgewechselt werden, während er mit einem schmiedeisernen Ringe zwei bis drei
Monate aushält. Bei diesen kleinen und sehr geschwind gehenden Schwanzhämmern,
welche das Eisen häufig in einem niederen Temperaturgrade bearbeiten, ist die Gefahr
des Zerspringens mit den sie begleitenden Unfällen noch weit größer als bei den
schweren Zängehämmern.
Die von Hrn. Karr
vorgeschlagenen Hämmer haben eine zehnmal längere Dauer als die gewöhnlichen
gußeisernen, und da die Stücke bei einem Bruch nicht aus einander fallen, so arbeiten die
Schmiede weit sicherer, als es früher der Fall war.
Der Preis dieser Hämmer ist etwa 1 2/3 bis 2 1/3 Thlr. höher als der Preis der
gewöhnlichen gußeisernen, wegen der Mehrkosten des schmiedeisernen Kranzes.
Tafeln