| Titel: | Verfahrungsarten um die Metalle mit anderen zu überziehen, welche sich Edmund Morewood und George Rogers zu Enfield, Grafschaft Middlesex, am 1. Oct. 1852 patentiren ließen. |
| Fundstelle: | Band 129, Jahrgang 1853, Nr. LXXX., S. 354 |
| Download: | XML |
LXXX.
Verfahrungsarten um die Metalle mit anderen zu
überziehen, welche sich Edmund
Morewood und George
Rogers zu Enfield, Grafschaft Middlesex, am 1. Oct. 1852 patentiren ließen.
Aus dem Repertory of Patent-Inventions, Juni 1853,
S. 351.
Mit einer Abbildung auf Tab. VI.
Morewood's Verfahrungsarten um die Metalle mit anderen zu
überziehen.
Ein Theil unserer Erfindung besteht im Ueberziehen des Zinks mit Blei unter Anwendung von Druck und
Wärme. Hiebei verfahren wir auf folgende Weise. Wir legen eine dünne Bleiplatte auf
Zinkblech, erwärmen beide bis zur geeigneten Temperatur und lassen sie unter einem
solchen Druck zwischen Walzen durchpassiren, daß das Zink eine kleine Streckung
erleidet. Ist hierauf die Vereinigung zwischen beiden Metallen noch nicht
vollständig, so wird diese Operation wiederholt. Sind nun die Oberflächen der in Contact
befindlichen Metalle rein, so wird ihre Adhäsion vollständig seyn.
Ein anderer Theil unserer Erfindung besteht darin, daß wir Metallbleche oder sonstige
Artikel, die einen Ueberzug erhalten sollen, nachdem sie durch eine Säure gereinigt
worden sind, in heißen Sand tauchen, welchem etwas Salmiak beigemengt worden ist, um
die Oxydation des Eisens zu verhüten, wenn man es auf die gewöhnliche Weise der
heißen Luft aussetzt.
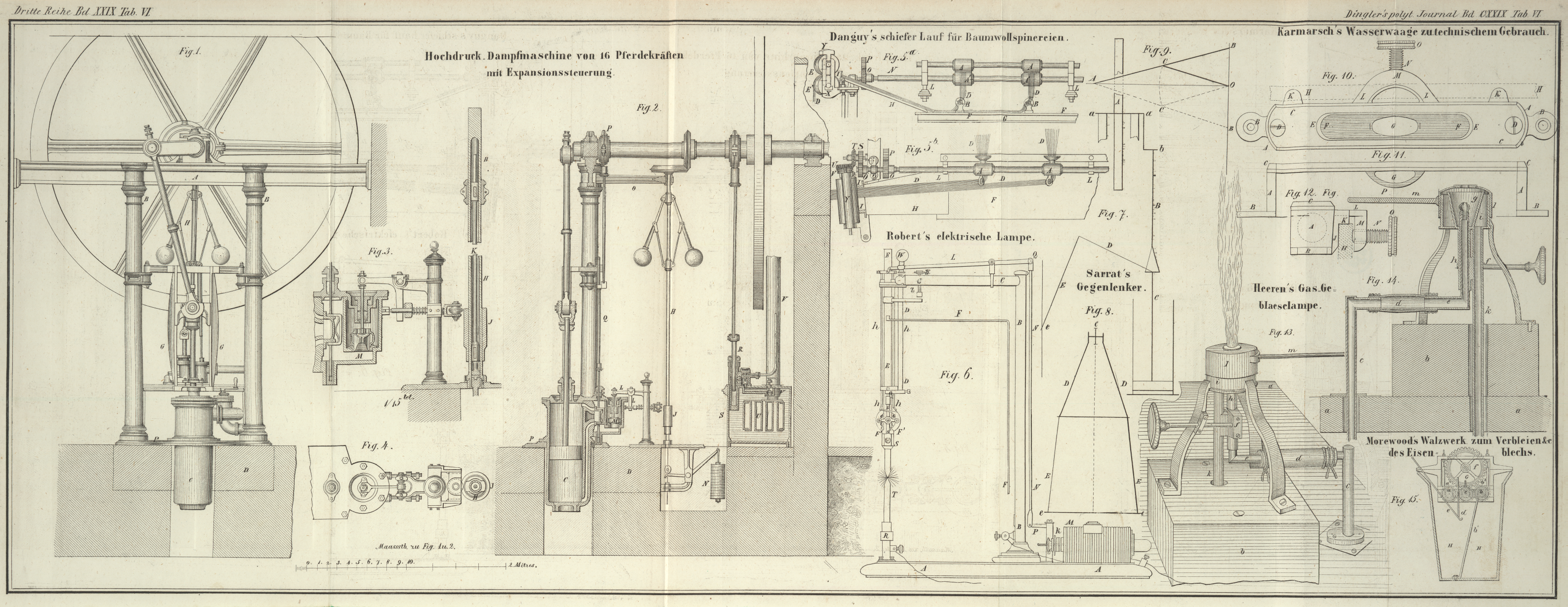
Ein anderer Theil unserer Erfindung besteht in der Anwendung dreier Walzen innerhalb
des geschmolzenen Metalls beim Ueberziehen von Eisenblech
oder einem andern Metall. Fig. 15 stellt diese
Anordnung im Durchschnitte dar. Die Seitenwalzen a, b
bewegen sich mit der mittleren Walze c so, daß sie das
zu überziehende Metallblech d veranlassen zwischen den
Walzen a, c herabzusteigen. Mit Hülfe einer Hakenstange
e wendet nun der Arbeiter den unteren Rand des
Metallblechs d, und bringt ihn zwischen die Walzen b und c, welche das Blech
sofort aus dem Metallbad herausheben. Eine Leitstange b*
erleichtert diese Manipulation. Die Achsen der drei Walzen enthalten Zahnräder,
welche in einander greifen, und das Rad der mittleren Walze wird durch ein Stirnrad
f in Rotation gesetzt. Die Walzen a, b lassen sich mittelst Keilen und Schrauben a², b² nach
der verschiedenen Dicke der zwischen ihnen und der mittleren Walze
hindurchpassirenden Bleche adjustiren. Die Schiene g hat
den Zweck, den Theil der Oberfläche des flüssigen Metalls, wo das Blech eingetaucht
wird, von demjenigen Theile zu trennen, an welchem das Blech hervorgezogen wird.
Tafeln