| Titel: | Schmiedemaschine, welche sich J. H. Johnson zu Glasgow am 22. Decbr. 1852 patentiren ließ. |
| Fundstelle: | Band 129, Jahrgang 1853, Nr. XCVI., S. 426 |
| Download: | XML |
XCVI.
Schmiedemaschine, welche sich J. H. Johnson zu
Glasgow am 22. Decbr.
1852 patentiren ließ.
Aus dem Practical Mechanic's Journal, Juli 1853, S.
88.
Mit Abbildungen auf Tab.
VII.
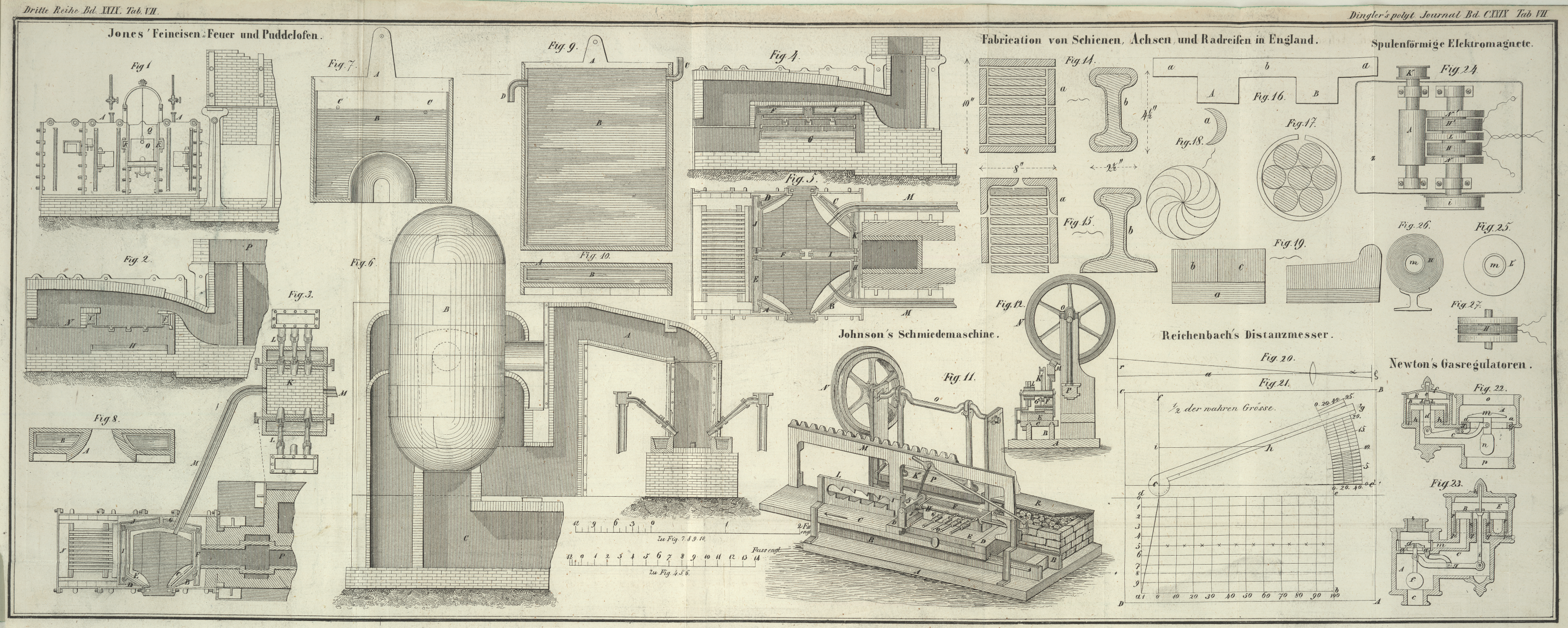
Johnson's Schmiedemaschine.
Die Erfinder der vorliegenden Maschine sind die Amerikaner H. und G. H. Richards.Eine von W. Ryder in Bolton erfundene
Schmiedemaschine, welche schon in mehreren deutschen Werkstätten Eingang
gefunden hat, ist im polytechn. Journal Bd. CXXIII S. 342 beschrieben.A. d. Red. Mittelst derselben werden alle Bewegungen des Erhitzens, des Festhaltens,
Vorrückens, Drehens und Schmiedens der zu verarbeitenden Metallstücke ausgeführt.
Die Bahn des Hammers oder des Schmiedewerkzeuges macht eine eigenthümliche
krummlinige Bewegung, wodurch das zu behandelnde Metall gestreckt wird, während die
Gesenke, die an der Hammerbahn angebracht werden, eine solche Form und Stellung zu
einander haben, daß der zwischen ihnen und dem Amboß befindliche glühende Stab nach
und nach die verlangte Form annimmt, je mehr er der Einwirkung der Maschine
ausgesetzt wird. Jeder Stab oder jedes zu bearbeitende Stück wird, nachdem es
glühend gemacht worden ist, von einem röhrenförmigen Halter geführt und dreht sich
bei jedem Schlag des Hammers, welche Bewegung durch Zackenräder bewirkt wird. Das
Glühen oder Wärmen der Gegenstände erfolgt in einem kleinen Ofen, welcher unter den
Stäben und in einer Ebene mit dem Amboß angebracht ist, so daß die zu bearbeitenden
Stücke während des Schmiedens warm erhalten werden. Das Gestell, welches die Stäbe
hält, hat eine unterbrochene Bewegung nach vorwärts, die ihm durch eine
Differentialschraube ertheilt wird. Die Hammerbahn besteht aus einer Reihe von
Gesenken, welche so eingerichtet sind, daß sie nach und nach auf die Stäbe wirken,
indem das eine Gesenk den Stab an einem Punkt trifft und das andere etwas weiter
hin, weil die Gesenke in diagonaler Richtung längs der Hammerbahn angebracht sind.
Der Hammer wird durch Kurbeln an einer Welle bewegt, und um die erforderliche
krummlinige Bewegung der Hammerbahn zum Strecken zu veranlassen, wird der Hammer von
zwei Zapfen getragen, so daß er sich etwas um deren Mittelpunkt drehen kann. Sollen
flache Gegenstände oder solche ausgeschmiedet werden, die in einer Richtung stärker
sind, als in der andern, so sind die Gesenke abwechselnd lang und kurz, wie es die
beiden Größen erfordern.
Fig. 11 ist
ein perspectivischer Aufriß der vollständigen Maschine und Fig. 12 ein senkrechter
Querdurchschnitt. Die ganze Maschine steht auf einer festen Sohlplatte A, auf welcher zwei horizontale parallele Stäbe B befestigt und mit einander durch Riegel verbunden
sind. Die obere Kante dieser Stäbe tritt in Falzen an der unteren Fläche der
beweglichen Platte C. Auf dieser Platte sind zwei
Querführer D einander parallel angebracht, welche die
Enden einer verschiebbaren Platte E aufnehmen, so daß
letztere sich in einer rechtwinkeligen Richtung zu der Platte C bewegt. Längs der einen Seite der Platte E
ist ein Support F fest angeschraubt und so durchbohrt,
daß er die Enden der cylindrischen Halter G aufnimmt und
ihnen eine freie Drehung gestattet. Ein jeder von diesen Haltern ist der Länge nach
ausgebohrt und hält den zu bearbeitenden Metallstab, welcher durch eine Druckschraube befestigt
wird. Jeder Halter ist auch mit einem Griff versehen, worin sich ein Schlitz für
einen Stift befindet, welcher an der horizontalen Stange H angebracht ist und in jenen eintritt; diese Stange ist so angebracht,
daß sie durch Führer geht, die an den Enden des Supports F befestigt sind. Ein Ende der Stange H ist
aufwärts gebogen und mit einer geneigten Verbindungsstange, welche direct über F liegt, vereinigt.
Auf der verschiebbaren Platte E befindet sich auch ein
Support mit einer Welle, welche mit zwei Blättern oder Zähnen J versehen ist; die Länge dieser Zähne in der Richtung der Welle steht im
Verhältniß zu der Länge der Bewegung, welche die Platte E machen soll. An einem Ende der Welle befindet sich ein Arm K, der an seinem obern Ende mit einem Nagel versehen
ist, über den ein Ausschnitt am Ende der Verbindungsstange tritt. Ein gebogener
Support ist auf der Sohlplatte der Maschine angebracht und trägt die feste
Zahnstange L. Diese aus Schmiedeisen bestehende
Zahnstange ist fast so lang als die Maschine, in Fig. 11 aber, der
Deutlichkeit wegen, gebrochen dargestellt. Die Einrichtung dieser Zahnstange ist aus
der Figur deutlich zu ersehen; ihre doppelte Reihe von Zähnen ist der Art, daß sie
auf jede beliebige Weise auf die Zähne J einwirken
können.
Auf der verschiebbaren Platte C sind zwei oder mehr
senkrechte Ständer angebracht und oben mit einer Stange M verbunden, die ebenfalls mit Zähnen versehen ist. In diese Zähne greift
das Schraubenrad N an der Welle O. Auf der Peripherie dieses Rades ist der eine Theil des Zahns in
spiralförmiger Richtung angebracht, so daß durch seine Wirkung auf die Zahnstange
die Platte C der Länge nach verschoben wird; jedoch
findet diese Fortschiebung nur während eines Theiles der Umdrehung des Rades statt,
wogegen während seiner übrigen Drehung die Zahnstange und Platte still stehen, weil
der andere Theil des Zahnes auf dem Schraubenrade parallel mit den Seiten dieses
Rades ist.
Der Hammer P wird durch senkrechte Stangen, die mit der
Kurbelwelle verbunden sind, bewegt, und er hat eine solche Stellung, daß er auf das
eine Ende der glühenden Eisenstange Q wirkt, welche
durch die Mitte des Halters geht, deren jeder einen besondern Stab hat. Die
verschiebbare Platte C, welche die Stabhalter trägt, hat
eine solche Stellung, daß die Enden der Stäbe Q der
Einwirkung des Feuers R, welches an einem Ende der
Maschine angebracht ist, ausgesetzt sind, indem die Oberfläche des Feuers fast in
derselben Ebene liegt wie die Amboßbahn, auf welcher der Stab geschmiedet wird. Die Stäbe können in
das Feuer vorgeschoben und aus demselben weggezogen werden, indem man die Schraube
dreht, welche die Platte vor- und rückwärts bewegt. Die der Platte gegebene
Stellung ist eine solche, daß die zweckmäßige Länge des glühenden Stabes der
Wirksamkeit des Hammers ausgesetzt wird. An beiden Enden des Hammers befinden sich
Schieberstücke, auf deren äußerer Seite zwei senkrechte Schlitze so angebracht sind,
daß sie sich frei auf den beiden senkrechten Führerstangen bewegen können, die an
dem Maschinengestell befestigt sind. An jedem Ende des Hammers ist auch eine runde
Vertiefung, welche einen runden Nagel aufnimmt, der über die Hammerenden hervorsteht
und in den Schieberführer eingreift. Der Hammer und der Führer sind auf diese Weise
mit einander verbunden, sie gehen beim Steigen und Fallen durch dieselbe Entfernung,
während zu gleicher Zeit die Bahn des Hammers oder des an dem Hammer befestigten
Gesenkes bei jeder Umdrehung der Kurbeln eine abwechselnde Bewegung nach Rechts und
nach Links hat. Findet man es zweckmäßiger, so kann der Nagel am Ende des Hammers
befestigt werden, um sich alsdann in dem verschiebbaren Führer frei drehen zu
können. Befindet sich der Nagel näher an dem oberen Theile des Hammers, so ist die
Abweichung der Bahn von einer horizontalen Linie größer; ist er aber niedriger
angebracht, so ist sie geringer.
Die Größe dieser Abweichung von einer horizontalen Linie, so wie die Form der Curve,
welche von dem vorspringenden Ende des Hammers beschrieben wird, hängt auch von der
Lage der Kurbel in Beziehung zu dem Bewegungsmittelpunkt ab. Man wird auch bemerken,
daß die Ausdehnung der schwankenden Bewegung, wenn der Nagel am obern Theile des
Hammers angebracht ist, größer, und wenn er sich am untern befindet, geringer ist.
Indem man die Stellung des Nagels verändert, kann man daher die streckende Wirkung
des Hammers steigern oder vermindern. Die Amboßbahn, welche ungefähr dieselbe Länge
wie die des Hammers hat, kann horizontal seyn, oder nach der vordern oder hintern
Richtung geneigt; die Richtung dieser Neigung dient zur Steigerung oder Verminderung
der streckenden Wirkung des Hammers.
Nachdem die Reihe der Stäbe Q den geeigneten
Temperaturgrad erlangt hat, wird die Maschine in Gang gesetzt, und die Drehung des
Rades N bewegt die Zahnstange und die Platte in der
Richtung der Pfeile. Da sich die Sperrradwelle vorwärts bewegt, so kommt der Zahn
J in Berührung mit einem Zahn am untern Theile der
Zahnstange L, wodurch die Welle um ein Geringes gedreht
wird, und mittelst des Armes K werden die darüber
befindliche Verbindungsstange, die Stange H
und mit derselben die
Halter mit den glühenden Stangen um 1/4 ihrer Peripherie gedreht. Während nun die
Stäbe auf diese Weise gedreht werden, hebt sich der Hammer, der Zahn N wirkt nicht länger auf die Zahnstange, die Platte
bleibt stehen und der Hammer wirkt auf die glühenden Stäbe. Indem sich der Hammer
nun wieder hebt, bewegt sich die Platte vorwärts, der obere Zahn J kommt in Berührung mit der oberen Zahnstange, und die
zu bearbeitenden Eisenstäbe werden in entgegengesetzter Richtung um 1/4 ihrer
Peripherie gedreht, um für den nächsten Hammerschlag bereit zu seyn.
Nachdem nun die ganze Reihe von viereckigen Stäben bearbeitet ist, muß die Platte in
ihre erste Stellung zurückgeschoben werden, um den Stäben Q wiederum eine Hitze zu geben. Dieß geschieht dadurch, daß man das
Triebrad außer Eingriff mit der Zahnstange bringt und die Platte mit der Hand
zurückschiebt; oder man gibt dem Rade eine entgegengesetzte Richtung, so daß
dasselbe die Zurückschiebung der Zahnstange bewirkt. Ehe das Zurückschieben der
Platte erfolgt, muß die geneigte Verbindungsstange von dem Arm K losgehängt werden, so daß die Zähne J eine fast horizontale Lage erhalten und kein Eingriff
derselben in die Zähne der Zahnstange stattfindet.
Wir müssen nun von der Form und der Benutzung der Gesenke reden, durch welche die zu
schmiedenden Gegenstände die erforderliche Gestalt mittelst der mechanischen
Hammerschläge erhalten. Soll z.B. eine quadratische Feile, die von der Angel bis zur
Spitze gleichförmig abläuft, geschmiedet werden, so wendet man an der untern
Hammerbahn angebrachte Gesenke an, deren vorspringende Theile nicht in gleicher
Linie mit einander, sondern in einer diagonalen Richtung liegen, so daß die glühende
Stange von der ersten Bahn getroffen wird, welche sie etwas streckt. Der Stab wird
alsdann um 1/4 seiner Peripherie gedreht und in entgegengesetzter Richtung der
andern Bahn zugeführt, wo er einen zweiten Schlag erhält, und so fort durch die
Reihe von Gesenken, von denen jedes die Feile ihrer ablaufenden Gestalt näher
bringt, bis sie den letzten Schlag auf die Spitze von der Bahn des letzten Gesenkes
erhält.
Die diagonale Linie, auf welcher die Bahnen der Gesenke liegen, weicht in ihrer
Richtung in Beziehung zu den parallelen Seiten des Hammers nach der Geschwindigkeit
ab, womit die Streckung bewirkt werden muß. In dem Fall, wo der zu schmiedende
Gegenstand, nachdem er den letzten Schlag erhalten, abgeschrotet werden muß, folgt
auf die Gesenke ein Schrotmeißel, und der Amboß ist ebenfalls mit einem solchen
versehen. Man wird bemerken, daß dann der Hieb nicht vollkommen quadratisch ist, da der
Schrotmeißel an der eigenthümlichen krummlinigen Bewegung des Hammers womit er
verbunden ist, Theil nimmt; soll daher ein quadratisches Abschroten stattfinden, so
muß der Schrotmeißel mit dem verschiebbaren Führer zwischen dem Ende des Hammers und
den senkrechten Führerstangen verbunden werden.
Tafeln