| Titel: | Arrondirfräsen, welche beim Schneiden der Verzahnungen von Rädern zugleich das Wälzen des Zahns besorgen. |
| Fundstelle: | Band 133, Jahrgang 1854, Nr. XXII., S. 91 |
| Download: | XML |
XXII.
Arrondirfräsen, welche beim Schneiden der
Verzahnungen von Rädern zugleich das Wälzen des Zahns besorgen.
Mit einer Abbildung auf Tab. II.
Ueber Arrondirfräsen.
Mancher Mechaniker oder Uhrenmacher besitzt zwar eine Theilmaschine, und ist im
Stande alle gewöhnlich vorkommenden Verzahnungen von Rädern einzuschneiden; allein er
behilft sich zum Arrondiren derselben mit dem höchst mühsamen Wälzen mit der
Wälzfeile. Dabei geht in der Regel viele Zeit verloren und zuweilen auch, wo die
nöthige Uebung fehlt, wird das Rad verdorben. Nur wenige besitzen Arrondirfräsen,
d.h. solche, welche zugleich beim Schneiden des Zahns das Wälzen besorgen. Diese
Fräsen bestehen gewöhnlich aus einem Zahne, der an der
Peripherie einer kleinen Stahlscheibe angebracht ist, dessen Verfertigung jedoch,
weil er aus der Hand gemacht wird, viele Pünktlichkeit erfordert. Wird dieser Zahn
stumpf, so kann man nur wenig nachschleifen, und bricht er aus oder ab, was nicht
selten geschieht, so ist die Fräse unbrauchbar. Bei weitem vortheilhafter dürfte
nachfolgend beschriebene, weniger bekannte, doch auch da und dort gebrauchte Fräse
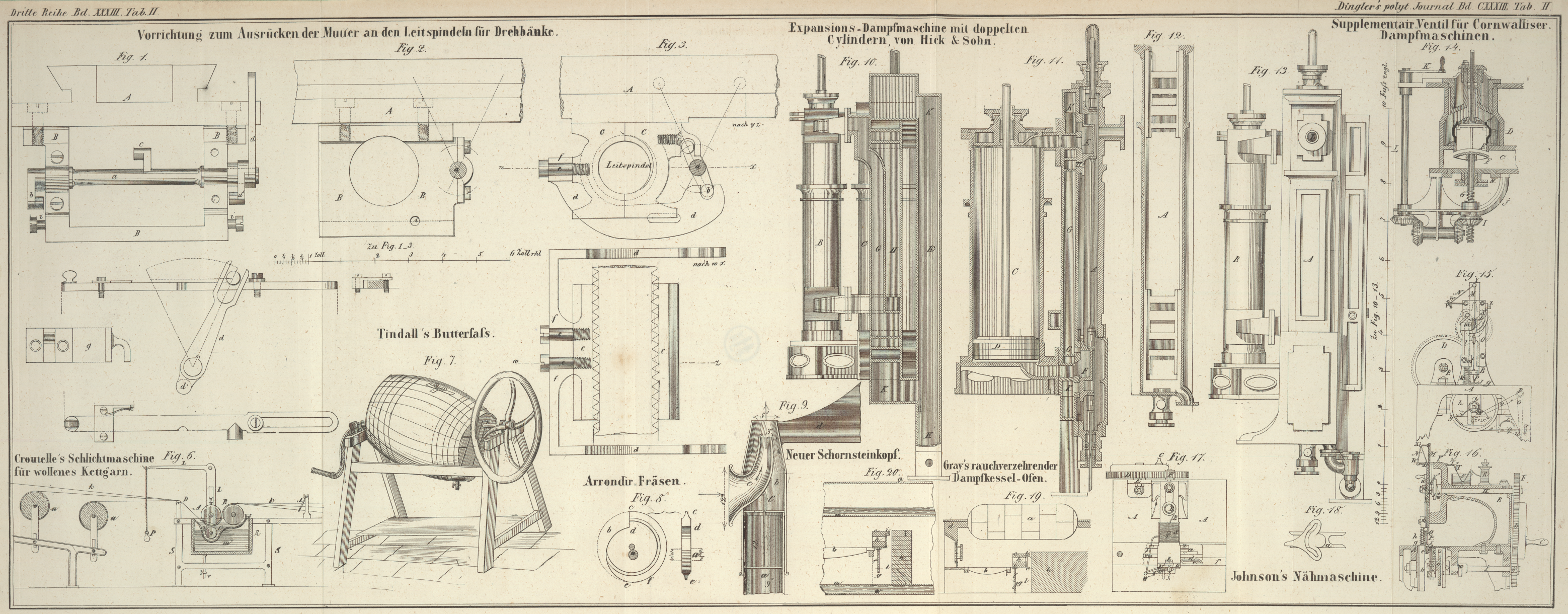
(Fig. 8)
seyn. Man nimmt eine Stahlscheibe und dreht auf der Peripherie derselben die Form
einer Zahnlücke an. Dieß geschieht am besten auf einem besondern Drehstift, den man
sich zum Burin-fixe hält. Man muß bei dieser Arbeit sehr sorgfältig seyn,
denn die beiden Seiten der Fräse müssen vollkommen gleich werden; auch ist es gut,
wenn man sich zur richtigen Form der Wälzung einen besondern Stahl schleift. Durch
eine Stellung am Support, oder durch Abzählen der Kurbelumgänge desselben, kann man
sich die Arbeit erleichtern. Das Loch a für den
Fräsenwellbaum der Theilmaschine wird excentrisch gebohrt und gegenüber von diesem
Loche ein solches Stück b aus der Scheibe herausgefeilt,
daß die Zahnform deutlich hervortritt, was am sichersten dadurch erreicht wird, daß
man den Bogen d e concentrisch mit dem Loche a ausfeilt. Diese Fräsen haben den großen Vortheil, daß
sie lange, etwa von c bis f,
nachgeschliffen werden können, und daß sich dabei nie die Form oder die Höhe des
Zahns verändert. Daß man zum sorgfältigen Einschneiden größerer Räder, oder einer
größeren Anzahl derselben zu gleicher Zeit, zwei Böcke an der Theilmaschine und eine
besondere Leitung für den zweiten haben muß; auch daß man wegen der großen
Geschwindigkeit, mit der die Fräse sich zu drehen hat, ein besonderes Schwungrad, wo
möglich zum Treten eingerichtet, braucht, ist allgemein bekannt. Mit sechs bis acht
Fräsen wird man für gewöhnliche Zähne in den meisten Fällen ausreichen. Für jede
Fräse bestimmt man durch Versuche diejenige Größe des Rades, welche für eine
gegebene Anzahl von Zähnen die geeignetste ist. Man kann alsdann durch eine einfache
Proportion leicht die erforderliche Größe des Rades aus der gegebenen Zahnzahl, oder
die passende Fräse bei gegebener Größe und Zahnzahl finden. (Gewerbeblatt aus
Württemberg, 1854, Nr. 14.)
Tafeln