| Titel: | Verfahren zur Fabrication von Walzen für den Zeugdruck; patentirt für Moses Poole zu London, am. 8. Juli 1853. |
| Fundstelle: | Band 136, Jahrgang 1855, Nr. V., S. 36 |
| Download: | XML |
V.
Verfahren zur Fabrication von Walzen für den
Zeugdruck; patentirt für Moses
Poole zu London, am. 8. Juli 1853.
Aus dem London Journal of arts, Novbr. 1854, S.
339.
Mit Abbildungen auf Tab.
I.
Poole's Verfahren zur Fabrication von Walzen für den
Zeugdruck.
Die Erfindung betrifft den Guß von Druckwalzen aus einer Zinklegirung, wodurch eine
bedeutende Ersparniß an Kosten und Arbeit erzielt wird.
Die Zusammensetzung der Legirung und ihre Bereitungsweise ist folgende. Man schmilzt
12 Gewichtstheile des reinsten Kupfers in einem Tiegel und reinigt dasselbe in
geschmolzenem Zustande, indem man Holzkohlenpulver darauf gibt. In einem andern
Tiegel werden 3 Theile Antimon geschmolzen und 3 Theile Blei zugefügt. In einem
dritten Tiegel, welcher 54 Theile der verschiedenen Metalle faßt, schmilzt man
langsam 24 Theile reines Zink und bedeckt, nachdem es geschmolzen, seine Oberfläche
mit Holzkohlenpulver, um die Verflüchtigung des Metalls zu verhüten und es zugleich
zu reinigen. Man gießt alsdann in dieses flüssige Zink obige Legirung von Antimon
und Blei, deßgleichen das Kupfer, nachdem man vorher sorgfältig alle auf den
flüssigen Metallen befindlichen Kohlentheilchen entfernt hat. Zu dem Ganzen fügt man
nach und nach 12 Theile Zinn in kleinen Portionen, unter sorgfältigem Umrühren mit
einem hölzernen Stab. Bevor irgend eines der in der geschmolzenen Masse enthaltenen
Metalle sich absondern konnte, gießt man die ganze Mischung in Barren. Wenn diese
Barren erkaltet sind, schmelzt man sie abermals in einem Tiegel, und in einem andern
Tiegel schmelzt man eine neue Composition aus 24 Theilen Zink und reinigt sie, wie
oben, mit Holzkohlenpulver; dann fügt man 12 Theile Blockzinn hinzu, unter
sorgfältiger Verhütung der Verflüchtigung des Zinks. Man entfernt hierauf alle
Unreinigkeiten, welche sich etwa auf der Oberfläche der geschmolzenen Metalle in den
beiden letzten Tiegeln vorfinden, und gießt den Inhalt des einen Tiegels in den
andern, wobei man während der Mengung und auch nachher die flüssige Masse mit einem
Holzstab so lange durcheinander rührt, bis sie ganz dünnflüssig geworden, das
Zeichen, daß die Mischung eine vollständige ist. Die Legirung wird sodann in Barren
gegossen (obgleich man sie sogleich zum Gießen der Walzen verwenden könnte), weil
durch das Umschmelzen das Korn der Legirung feiner und dichter wird.
Der Apparat zum Gießen der Druckwalzen besteht aus zwei auf einander passenden
Halbcylindern, und einem Mechanismus zum allmählichen Comprimiren der zwischen beide
Cylinderhälften gegossenen Legirung.
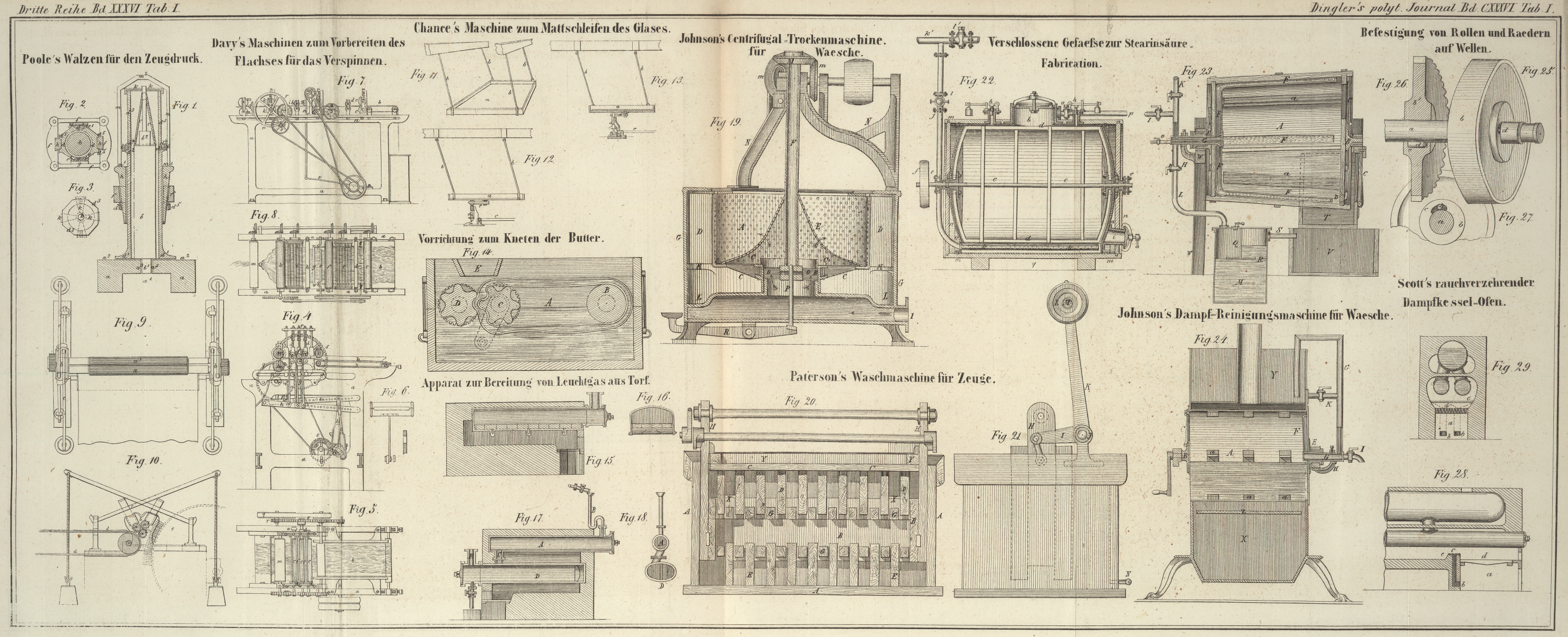
Fig. 1 stellt
den ganzen Apparat im senkrechten Durchschnitte dar; die Figuren 2 und 3 den Ring,
welcher oben mit Fig. 2 in Verbindung gebracht wird. a, a ist
ein Stein- oder Metallblock, mit einer weiten Oeffnung a¹ und einer glatten horizonzalen Fläche a²; a³, a³ ein verticales Loch in der Mitte des Blockes; b ein metallener Kern, welcher die innere Seite der
anzufertigenden Walze bildet. Dieser Kern hat an dem unteren Ende b¹ eine Spindel, welche in das Loch a³ des Blockes a
paßt. Der Kern, dessen Oberfläche sehr glatt seyn muß, ist von unten nach oben ein
wenig conisch. Eine an dem oberen Ende des Kerns befindliche Spindel b² dient dazu, den Kern während des Actes der
Compression in der Mitte der Form vollkommen stetig zu halten. c ist ein an dem oberen Ende des Kerns angebrachtes
glockenförmiges Gefäß, welches den Zweck hat, der flüssigen Legirung beim Eingießen
in die Form die gehörige Richtung zu geben. d, d ist der
Durchschnitt der beiden Halbcylinder, welche neben einander gestellt ziemlich genau
einen Cylinder bilden. Der Theil d¹ muß sehr
glatt und eben seyn, damit er sich leicht auf dem Blocke a,
a bewegen oder verschieben läßt. Die oberen Enden d², d² sind zur Aufnahme zweier
anderer Halbcylinder d³, d³ eingerichtet, deren untere Enden
d⁴, d⁴ in die
Theile d², d²
hineinpassen. Zwei von den Halbcylindern hervorragende Schultern d⁵, d⁵ dienen
zur Aufnahme der Keile h, h. Die Halbcylinder d, d müssen die Länge der anzufertigenden Walze haben.
e, e sind zwei Eisenstücke von der nämlichen Länge
wie die Halbcylinder, welche an denjenigen Stellen, wo die Halbcylinder an einander
gränzen, angelegt werden. f ist ein starker
schmiedeiserner Rahmen, welcher auf den Schultern d⁵, d⁵ ruht. g ist ein zwischen f und e geschobenes Korkstück. h,
h sind schmiedeiserne Keile, welche in die Rinnen d⁵, d⁵ geschoben werden; i ist ein schmiedeiserner Reif, welcher die Theile d², d² und d⁴, d⁴ der
Halbcylinder umgibt. k, k, Fig. 3, ist der obere
Apparat oder Ring, um den Kern während der Compression stabil zu erhalten.
Die Anordnung des Ganzen ist nun folgende. Der Block a
wird auf eine ebene Fläche gestellt, und der Kern b
mittelst seiner Spindel b¹ in senkrechter Lage in
dem Loche a³, a³ des Blockes befestigt, nachdem die Oberfläche des Kerns b vorher mit trockenem Ruß überzogen worden ist.
Besonders gut eignet sich für diesen Zweck der Ruß des Harzes. Der conische Apparat
c wird sodann auf den oberen Theil des Kerns b befestigt. Sämmtliche Theile werden zuerst, ehe man
sie zusammensetzt, auf ungefähr 150° E. erwärmt. Dann wird unter dem Block
a an seiner inneren Seite a' ein Holzkohlenfeuer angezündet, um den Apparat so lange auf einer
Temperatur von ungefähr 150° E. zu erhalten, bis die Legirung in den Cylinder
gegossen ist, worauf das Feuer ausgelöscht werden muß.
Nachdem die Cylinder d, d an ihren inneren Flächen
gehörig geschwärzt worden sind, werden sie erwärmt und senkrecht auf den Block a gestellt, so daß der Kern b genau in ihrer Mitte sich befindet. Die Theile e,
e werden an der Stelle befestigt wo die Halbcylinder zusammenstoßen, so daß
sie mit diesen eine cylindrische, von dem Kern b
gleichweit abstehende Form bilden. Nachdem man sodann die Korkstücke eingefügt und
den Rahmen f um das Ganze gelegt, schiebt man die Keile
h zu beiden Seiten der beiden Halbcylinder ein. Die
Halbcylinder d³ werden da, wo sie sich mit den
oberen Enden der Halbcylinder d, d vereinigen, mit Hülfe
des eisernen Reifes i befestigt. Damit das Metall
während seines Eingießens nicht aus der Form fließen könne, sind die verschiedenen
verbindenden Theile mit Thon lutirt. Unmittelbar nach dem Eingießen erfolgt die
Zusammenpressung des Metalls, indem man die durch Stangen m,
m mit einander verbundenen Keile h mittelst
Hammerschlägen, welche bei m² applicirt werden,
gleichmäßig hinabtreibt.
Nach vollendetem Guß werden die Walzen abgedreht. Die Basis der Legirung ist, wie
schon bemerkt, Zink. Ein kleiner Zusatz von Arsenik, etwa 3/4 Unzen auf 1 Pfd. der
Legirung, dürfte von Vortheil seyn, indem er das Metallgemisch homogener macht.
Für saure Druckfarben kann man Walzen mit einem stärkeren Zusatz von Blei anwenden,
welch davon weniger angegriffen werden.
Tafeln