| Titel: | Verbessertes Einformen hohler metallener Gegenstände; von den HHrn. Inglis und Cowie zu Glasgow. |
| Fundstelle: | Band 140, Jahrgang 1856, Nr. XLIII., S. 192 |
| Download: | XML |
XLIII.
Verbessertes Einformen hohler metallener
Gegenstände; von den HHrn.
Inglis und Cowie zu Glasgow.
Aus dem Practical Mechanic's Journal, Februar 1856, S.
251.
Mit Abbildungen auf Tab.
III.
Inglis' und Cowie's verbessertes Einformen hohler metallenen
Gegenstände.
Diese Erfindung bezieht sich zwar hauptsächlich auf den sogenannten
„Poteriewaarenguß,“ sie ist aber auf das Formen aller
hohlen Gegenstände, welche in Gußeisen oder einem andern Metall gegossen werden sollen, anwendbar.
Unter den Kochtöpfen gehören besonders die sogenannten Bauchtöpfe hierher, welche
eine kugelförmige Gestalt haben und oben im Halse oder am Rande enger sind als im
Körper. Bei Anfertigung der Formen solcher Töpfe war es bis jetzt gebräuchlich ein
Modell anzuwenden, welches genau die Form, oder die innern und äußern Umrisse und
die Dicke der abzugießenden Töpfe hat; dieses Modell ist in zwei Hälften
zerschnitten, die in einen Formkasten gestellt, erst äußerlich mit der Formmasse,
gewöhnlich Sand, umgeben und dann, nachdem der Formkasten umgedreht wurde, auch im
Innern damit ausgefüllt werden. Der Formkasten wird darauf wieder in seine
ursprüngliche Stellung zurückgebracht und dann der obere Theil mit dem Einguß
abgehoben, die beiden Seitentheile werden auseinander gezogen und es bleibt dann der
Unterkasten mit dem Modell zurück. Dieses wird endlich von dem Kern in seinen beiden
Hälften abgezogen.
Statt dieses Verfahrens, welches keine genauen Resultate liefert, besteht das von den
Erfindern angenommene darin, zwei verschiedene Modelle in Metall oder einem andern
geeigneten Material anzufertigen und den Mantel und den Kern jeden für sich
einzudämmen.
Das eine Modell hat nämlich die innere Form des abzugießenden Topfes, und da es aus
zwei Hälften besteht, so werden dieselben von dem fertigen Sand- oder
Massekern abgezogen. Das andere Modell hat die Gestalt der äußern Oberfläche des
Topfes und ist um so viel größer als das Kernmodell, als die Metalldicke des
abzugießenden Gefäßes betragen soll. Dieses Modell ist mit einem Formkasten umgeben,
welcher aus zwei oder mehreren Theilen besteht, die von dem Modell, welches stehen
bleibt, abgezogen und abgehoben werden können. In diesen Kasten wird das
Formmaterial auf die gewöhnliche Weise eingedämmt. Die Modelle und der Formkasten
sind so gebildet, daß sie gegenseitige hervorstehende Ränder und Vertiefungen an den
Theilungsflächen haben, so daß, wenn zwei Theile von den Kasten und Formen
zusammengesetzt werden, die vorstehenden Theile des einen in die Vertiefungen des
andern passen, daher ein genaues Zusammenpassen aller Theile erzielt wird. Wenn die
zu gießenden Töpfe oder hohlen Gegenstände eine solche Gestalt haben, daß sie am
Rande oder im Halse enger sind als in der Mitte oder am Fuß, wenn es z.B. sogenante
Bauchtöpfe sind, so kann man dasselbe Verfahren anwenden, aber der Formkasten und
die Modelle müssen dann auch in senkrechter Richtung in zwei Theile getheilt
seyn.
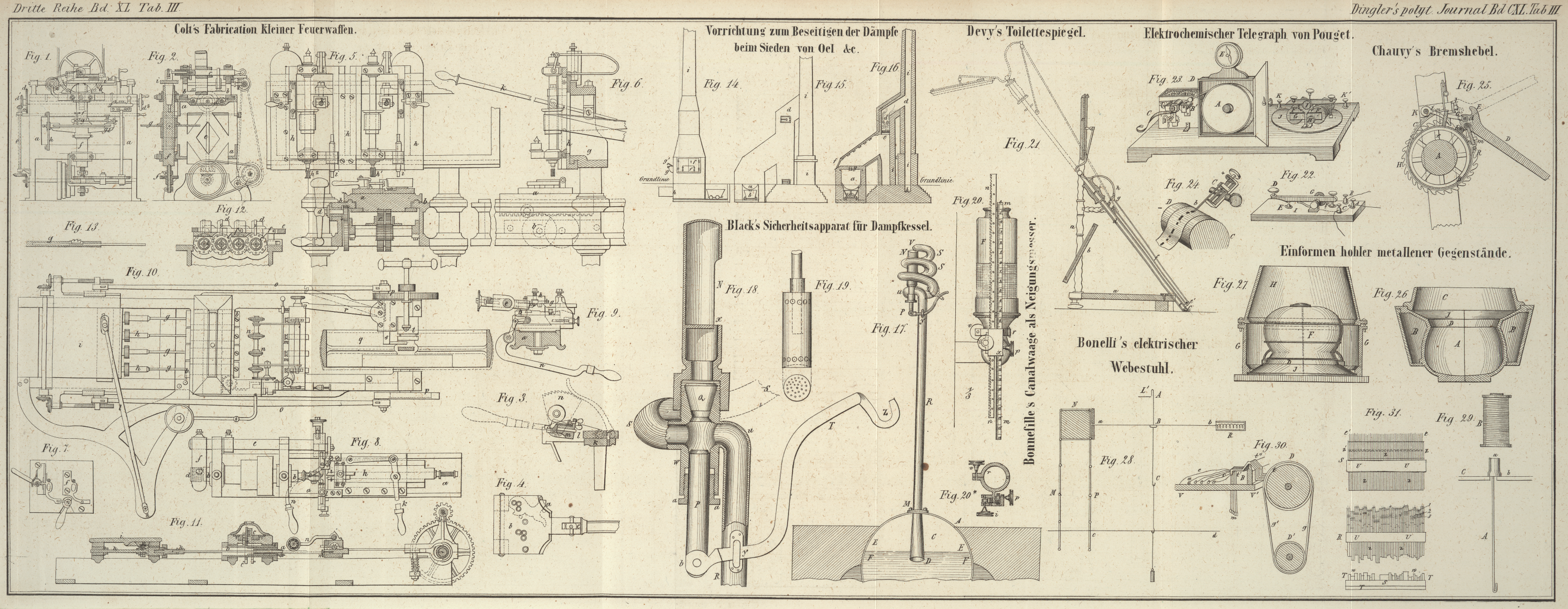
Fig. 26 ist
ein senkrechter Durchschnitt des Modelles und des Kastens, mit deren Hülfe der Kern
von der Form eines Bauchtopfes angefertigt wird; Fig. 27 ist der
senkrechte Durchschnitt eines Kastens nebst dem Modell für den Mantel der Form. Das
Modell A zum Eindämmen des Kerns der Topfform besteht
aus Metall und ist im Innern ausgedreht, um eine recht glatte Oberfläche zu
erhalten. Wenn nun der Kern angefertigt werden soll, so wird das Modell A in einen Ring B gelegt,
der es genau umschließt und beide Hälften zusammenhält. Es wird alsdann ein
Kastentheil C aufgesetzt, der als Support für den Kern
dient, wenn der Kasten umgedreht und von dem Modell entfernt ist. Der Theil des
Modelles A, welcher dem wirklichen Topf entspricht,
reicht nur bis zur Linie D, indem die conische
Oberfläche J dazu dient, die Theilung oder die darüber
befindliche Ablösung zu bilden, d.h. eine Fläche welche mit trockenem Sande bestreut
wird, um den Mantel der Form von dem Kern abziehen zu können. Zu dem Ende sind die
Theile D und J des Modelles
ebenfalls ausgedreht und der Theil C des Formkastens
paßt genau hinein. Nachdem nun die verschiedenen Theile auf die in Fig. 26 dargestellte
Weise zusammengesetzt sind, wird das Formmaterial in das Modell A eingedämmt, worauf das letztere umgekehrt und der Ring
B davon abgehoben wird, so daß die beiden Hälften
des Modelles seitwärts abgezogen werden können und den Kern E auf dem Kastentheil C, der ihn unterstützt,
zurücklassen.
Der äußere Theil oder Mantel der Form wird in dem, in Fig. 27 dargestellten
Kasten, auf dem Modell F angefertigt, welches die genaue
Form der äußeren Oberfläche des zu gießenden Topfes hat. Dieses Modell F ist größer als der innere Raum des Modelles A und zwar um so viel, als die Metallstärke des Gefäßes
betragen soll. Der Formkasten besteht aus drei Theilen, nämlich aus zwei untern,
halbcylindrischen Theilen G und aus einem conischen
Theil H, der auf den Rand der beiden erstern Theile
genau aufpaßt. Die untern Theile G sind mit
Theilungsstücken versehen, welche den Zweck haben die Trennung und Entfernung der
beiden Hälften des untern Theiles des Modelles von dem Modell zu bewirken. Das
Modell F hat einen conischen Fuß J, der sich über den Rand D des Topfes hinaus
erstreckt, und dieser bildet eine conische Oberfläche der Form, die genau auf die
conische Basis J des Kerns paßt, weßhalb auch dieser
Theil des Modelles so genau abgedreht seyn muß, als die correspondirenden Theile D, J des Kernmodelles. Die Henkel und Füße werden, wie
gewöhnlich, durch besondere Modelle gebildet.
Tafeln