| Titel: | Verbesserter Gießerei-Aufzug und Kupolofen. |
| Fundstelle: | Band 142, Jahrgang 1856, Nr. LXII., S. 254 |
| Download: | XML |
LXII.
Verbesserter Gießerei-Aufzug und
Kupolofen.
Aus dem Civil Engineer and Architect's Journal, Sept.
1856, S. 311.
Mit Abbildungen auf Tab.
IV.
Verbesserter Gießerei-Aufzug und Kupolofen.
Im Institut der mechanischen Ingenieure zu Birmingham wurde kürzlich eine Abhandlung
von John Fernie zu Derby vorgelesen, betreffend einen
pneumatischen Aufzug seiner Erfindung, in Verbindung mit Ireland's Kupolofen und Lloyd's Ventilator.
Diese Apparate werden seit einiger Zeit in der Britannia-Gießerei zu Derby
angewendet und haben sehr gute Resultate gegeben.
Der Verfasser beschreibt den praktischen Betrieb jener Apparate und betrachtet sie
hauptsächlich in Beziehung auf ihre ökonomischen Resultate. Man betreibt in jener
Gießerei den Ventilator, den Aufzug, die Sand- und die Lehmmühlen durch eine
kleine Hochdruck-Dampfmaschine. Dieselbe ist täglich sechs Stunden im Gang,
und die Sand- und Lehmmühlen müssen ihre Arbeit in derselben Zeit verrichten;
die Maschine hat einen horizontalen Cylinder von 11 Zoll Durchmesser und 22 Zoll
Schub; sie arbeitet
unter einem Dampfdruck von 40 Pfd. auf den Quadratzoll und die erforderliche
Geschwindigkeit für den Ventilator wird durch Riemen erlangt. Der tägliche
Kohlenverbrauch der Maschine beträgt beim Betriebe des Ventilators und der
Sandmühlen 6 Centner, und wenn dazu noch der Betrieb des Aufzugs kommt, 7 Ctr.;
dabei werden täglich zweimal 5 Tonnen Roheisen umgeschmolzen.
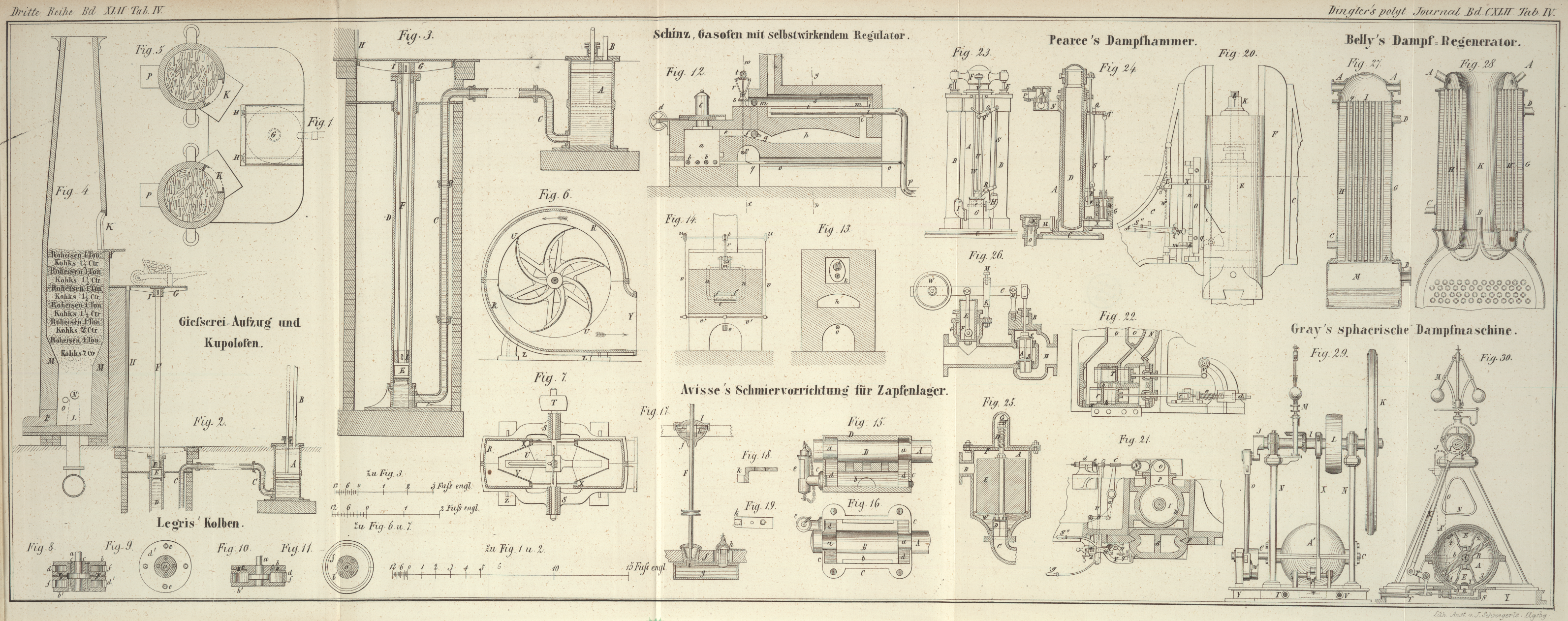
Der zum Aufgeben der Kohlen- und Eisengichten auf den Kupolofen angewendete
verbesserte Aufzug ist in Fig. 1 bis 3 dargestellt. Fig. 1 ist ein
allgemeiner Grundriß der Aufzugplatte und zweier Kupolöfen, welche von dem Aufzuge
bedient werden, in der Ebene der Gicht. Fig. 2 ist ein senkrechter
Durchschnitt des Aufzuges und Kupolofens, welcher den Aufzug auf seinem höchsten
Standpunkte darstellt; Fig. 3 zeigt die
Construction des Aufzugs im Detail. A, Fig. 2 und 3, ist ein Dampfcylinder
von 20 Zoll Durchmesser, der mit einem Kolben von 3 Fuß Schub versehen ist. In
diesen Cylinder gelangt der Dampf durch die schmiedeiserne, 1 1/4 Zoll weite Röhre
B, welche mit einem Dreiweghahn versehen ist, der
den Dampf nach Erforderniß einströmen oder entweichen läßt. Die Auslaßröhre hat
einen Hahn an ihrem Ende, durch welchen die Zeit des Niederganges des Aufzuges
regulirt wird. Der Cylinder ist unter der Hüttensohle angebracht, so daß sein Deckel
mit derselben gleich liegt, und wurde mit nicht leitendem Material umgeben. C, C, C ist eine 4 Zoll weite gußeiserne Röhre, die von
dem untern Theil des Dampfcylinders bis zum Boden des Aufzuges geht und eine Länge
von etwa 40 Yards (à 3 Fuß) hat. D ist der Cylinder des Aufzuges, 12 3/4 Fuß lang, im
Innern von einem Ende bis zum andern ausgebohrt, 8 Zoll im Lichten weit und in einem
Schacht angebracht; sein oberes Ende liegt etwa 12 Zoll unter der Hüttensohle. Der
Kolben E ist mit einem, am Boden angeschraubten
Lederstulp versehen, der als Liederung dient. F ist die
Kolbenstange, welche der Leichtigkeit wegen aus einer 3 1/2 Zoll weiten und etwa 1/4
Zoll starken schmiedeisernen Röhre besteht. Das obere Ende dieser Röhre ist mit
einer leichten gußeisernen Platte G verbunden, die 4 Fuß
im Quadrat hat und auf welche der mit Roheisen oder Kohlen beladene Karren oder
Wagen gefahren wird. Diese Platte wird bei ihrem Laufe von den Leitungen H geführt. I, I sind Kissen
von Kautschuk, um die Stöße am obern und untern Ende zu vermindern.
Soll der Aufzug in Betrieb gesetzt werden, so werden die Röhren C, C, C zuvörderst mit Wasser gefüllt, bis der Kolben im
Dampfcylinder A den obersten Standpunkt erreicht hat.
Die Füllung der Röhren erfolgt durch eine 3/4 Zoll weite schmiedeiserne Röhre,
mittelst einer Druckpumpe, die von der Ventilatormaschine betrieben wird. Da durch
den Lederstulp des
Kolbens E stets etwas Wasser verloren geht, so muß die
Räumlichkeit des Dampfcylinders A fast in dem Verhältniß
von 2: 1 größer als diejenige des Aufzugscylinders D
seyn, um diesen Verlust zu ersetzen. Nachdem der beladene Karren oder Wagen auf die
mit der Hüttensohle gleiche Platte gefahren ist, wird der Dampf über dem Kolben
zugelassen und der Aufzug geht in die Höhe. Bei den ersten Kolbenzügen erfolgt eine
Condensation und der Aufzug steigt daher nur langsam, aber Cylinder und Wasser
werden nach und nach warm und nach wenigen Kolbenzügen ist die Condensation sehr
unbedeutend. Der Aufzug legt den 10 Fuß langen Weg mit einer Belastung von 9 Ctr. in
20 Secunden zurück und geht in 30 Secunden wieder nieder, indem der Dampf durch den
Maschinenwärter zugelassen und abgeschlossen, so wie ausgelassen wird; dieß
geschieht auf Zeichen, welche die Aufgeber der Gichten machen; die auf- und
niedergehenden Bewegungen erfolgen sofort, ohne merklichen Zeitverlust.
Der Aufzug war anfänglich berechnet um 10 Ctr. auf einmal zu heben; da der Dampfdruck
40 Pfd. auf den Quadratzoll und der Durchmesser des Kolbens E = 8 Zoll ist, so beträgt der ganze auf den Kolben wirkende Druck 18 Ctr.
Die Platte kann aber nur 9 Ctr. gehörig aufnehmen, und da das Gewicht der Platte,
Stange und des Kolbens etwa 3 Ctr. beträgt, so bleiben 6 Ctr. oder etwa 30 Proc.,
von denen durch die Reibung gerade so viel verloren geht, daß der wirksame Druck
noch hinreicht um den Aufzug mit der erforderlichen Geschwindigkeit in Bewegung zu
setzen. Der Verfasser versuchte es, einen Theil des Gewichtes des Aufzugs durch ein
Gegengewicht auszugleichen; er gab dieß aber wieder auf, weil er fand, daß bei einer
genauen Ausgleichung der Niedergang des Aufzuges nicht mit der erforderlichen
Geschwindigkeit erfolgte. Eine wesentliche Verbesserung des Apparates würde ein, an
der Auslaßröhre angebrachter Condensator seyn; die Platte könnte dann vollkommen ins
Gleichgewicht gesetzt werden und der Niedergang würde hinreichend schnell erfolgen,
weil der Dampf über dem Kolben condensirt wird.
Der Erfinder hat mehrere Versuche angestellt, um den Kohlenverbrauch beim alleinigen
Betriebe des Aufzuges zu bestimmen und dabei gefunden, daß 1 Ctr. per Tag über die gewöhnlich von der Maschine
verbrauchten 6 Ctr. hinreichend ist, um zwei 5tonnige Roheisenchargen täglich
aufzufordern. Vor der Benutzung des Aufzuges waren vier Arbeiter den ganzen Tag für
den Kupolofen beschäftigt, während jetzt zwei Aufgeber hinreichen, die aber nur zwei
Stunden zu dieser Arbeit brauchen und dann in der Gießerei beim Krahn etc.
beschäftigt sind.
Der Aufzug war 18 Monate im Betriebe und hat während dieser Zeit ungefähr 5000 Tonnen
10 Fuß hoch gefördert; die einzigen Reparaturen bestanden in einmaliger
Auswechselung des Lederstulps an dem Kolben E und eines
Kautschuk-Stoßringes.
Der Kupolofen, nach der Construction des Hrn. Ireland zu Manchester, ist in den Figuren 4 und 5 in einem
senkrechten und einem horizontalen Durchschnitt dargestellt. Man kann in diesem Ofen
3 Tonnen oder 60 Ctr. Roheisen in der Stunde einschmelzen. Seine ganze Höhe mit der
Esse beträgt 27 Fuß, und die Höhe des Ofenschachtes von der Bodenplatte bis zur
Gicht 12 1/2 Fuß. Der Ofenmantel ist vom Boden bis zur Gicht cylindrisch, wogegen
der Essenmantel die Form eines abgestumpften Kegels hat; der erstere hat 4 1/2 Fuß
und das obere Ende des letztern 2 1/2 Fuß äußern Durchmesser. Der innere Durchmesser
des Ofens beträgt auf dem Herde L 2 1/2 Fuß, verengt
sich da wo die Rast M, M beginnt, bis auf 2 1/4 Fuß und
erweitert sich am obern Ende bis auf 3 3/4 Fuß, welche Weite auch die Gicht hat; die
innere Weite der obern Essenöffnung beträgt 1 3/4 Fuß. Die Höhe des Gestelles vom
Boden bis zur Rast ist = 4 1/4 Fuß, die Höhe der Rast = 1 Fuß 8 Zoll, die Höhe des
Schachtes = 6 1/4 Fuß. Das Futter dieses letztern besteht aus einer einzigen Dicke
feuerfester Ziegelsteine, welche vollkommen hinreichend ist, da das Schachtfutter
nur sehr wenig leibet. Der Mittelpunkt der Formöffnung N
liegt 2 Fuß über der Sohle und ist 9 Zoll weit, so daß sie eine Düse von 7 1/2 Zoll
Weite aufnehmen kann. O ist ein 5 Zoll weites
Schlackenloch, welches so unter der Formöffnung liegt, daß die Tangente von beiden
eine horizontale gerade Linie ist. P ist die
Abstichöffnung, welche die gewöhnliche Einrichtung hat.
Wenn man den Ofen des Morgens besetzt, so werden auf den Boden, wie gewöhnlich,
glühende Kohks gelegt, und darüber her werden 7 Ctr. Kohks gestürzt, deren obere
Fläche sorgfältig geebnet wird, was beim Aufgeben der letzten Körbe leicht zu
bewerkstelligen ist. Auf diese Kohksfüllung wird 1 Tonne Roheisen gesetzt, indem die
Gänze in drei bis vier Stücke zerschlagen werden, deren Länge parallel mit der
Richtung des Windes liegt, wie der Querdurchschnitt Fig. 5 zeigt, wobei man
unmittelbar über den beiden Formen Platz für das mit durchzuschmelzende Brucheisen
läßt. Auf diese Roheisengicht folgt eine Kohksgicht von 2 Ctr., deren obere Fläche
ebenfalls geebnet wird; dann kommt wieder eine Gicht von 1 Tonne Roheisen, dessen
Stücke auch in der Richtung des Windstromes liegen, und das Brucheisen wird wieder
über die Formen aufgegeben. Die nächsten Gichten bestehen aus 1 1/2 Ctr. Kohks und 1
Tonne Eisen, und dieser Wechsel dauert fort bis der Gichtrand reicht ist, wie Fig. 4 zeigt. Der Ofen
kann alsdann angeblasen werden; er enthält nun 6 Ton. Roheisen und 15 Ctr. Kohks,
oder 2 1/2 Ctr. Kohks auf 1 Tonne Roheisen. Die erste Gicht beim Füllen am
Nachmittag ist etwas geringer als die Morgens aufgegebene, da der Ofen noch warm ist
und auch noch eine Portion Kohks enthält. Man stürzt daher zuunterst nur 5 Ctr.
Kohks ein, worauf aber dieselben Gichten wie Morgens erfolgen, so daß auf 1 Tonne
Roheisen 2 1/6 Ctr. Kohks kommen. Der mittlere Kohksverbrauch auf die Tonne Roheisen
beläuft sich daher auf 2 1/3 Ctr. Der Zuschlag besteht aus 1/2 Ctr. Derbyshirer
Flußspath, welcher auf die zweite und fünfte Eisengicht gesetzt wird, und derselbe
Zuschlag erfolgt bei jeder spätern dritten Roheisengicht. Das Schlackenloch wird
fast während des ganzen Blasens offen erhalten und aus demselben laufen die
Schlacken mittelst einer Rinne in den Kasten eines kleinen Wagens.
Jeder Kupolofen muß, nachdem er einen Tag im Betriebe gewesen ist, reparirt werden,
weil das Futter über den Formen durch den Wind beschädigt worden ist, daher in
beiden Oefen nur abwechselnd geschmolzen wird. Nachdem 24 Tonnen Roheisen, die eine
zweitägige Arbeit bilden, geschmolzen worden sind, erfordern die Reparaturen
durchschnittlich 12 bis 20 Stück Ziegelsteine, etwa 1/2 Ctr. feuerfesten Thon und
eine zwei- bis dreistündige Arbeit. Die in beschriebener Weise eingerichteten
Kupolöfen der Britannia-Gießerei sind bereits zwei Jahre im Betriebe und
haben sehr genügende Resultate gegeben. Der Kohksverbrauch betrug nur die Hälfte
desjenigen, welcher früher in derselben Hütte, in den gewöhnlichen Kupolöfen statt
fand. Die Ziegelsteine bestehen aus Stourbridgethon, die Kohks kommen von
Elsecar.
Die Vorzüge der Ireland'schen Kupolöfen im Vergleich mit
den bisherigen bestehen in der innern Form, ihrer Höhe und in dem regelmäßigen
Besetzen. Die Gichten werden durch die Rast M, M
aufgehalten, und indem sie dieselbe nach und nach hinabgehen, erfolgt die
Schmelzung; die einzigen Theile des Kupolofens welche angegriffen werden, bestehen
daher in der Rast und dem Gestell. In Folge der größeren Höhe der neuen Kupolöfen im
Vergleich mit den älteren, die nur 8 und oft nur 6 Fuß, statt 12 1/2 Fuß hoch sind,
geht viel weniger Hitze verloren, und da die ganze Hitze durch die Gichten
hinaufziehen muß, so wird das Roheisen zum Schmelzen vorgewärmt.
Das Aufgeben der Gichten bei den jetzigen Kupolöfen geschieht (in England) durchaus
nicht regelmäßig und systematisch. Die Roheisenmenge wird nur oberflächlich
geschätzt und die Kohks werden selten gewogen; jenes wird ohne alle Methode aufgegeben und diese nach der
Laune des Schmelzers. Glaubt letzterer, das Schmelzen gehe zu roh oder zu kalt, so
werden mehr Kohks aufgegeben und es wird häufig als sehr gleichgültig angesehen, ob
mehr Roheisen auf die Kohks gesetzt wird oder nicht. Beim alten Verfahren ist der
Ofen zum Anblasen fertig, sobald zwei oder drei Gichten aufgegeben sind, und es geht
folglich eine bedeutende Wärmemenge verloren. Bei Irelands Ofen muß hingegen die letzte Gicht aufgegeben seyn, ehe
angeblasen wird, und es müssen daher die heißen Gase durch alle Gichten strömen,
weßhalb nur sehr wenig Wärme verloren geht. Nach der Meinung des Verfassers ist die
Menge der bei diesem Kupolofen verbrauchten Kohks die geringste, zum Schmelzen des
Roheisens erforderliche; denn in zwei zu verschiedenen Zeiten eingetretenen Fällen,
wo der Wind zu früh eingelassen wurde, ehe noch alle Gichten aufgegeben worden
waren, floß das Eisen nur schwierig und mußte zuletzt halb geschmolzen aus dem
Abstich gezogen werden. Wenn nämlich nicht die sämmtlichen Gichten aufgesetzt sind,
so entweicht viel Wärme unnütz, welche sonst von den obersten Roheisengichten
zurückgehalten wird, und es kommen daher letztere nicht in gehörigen Fluß.
Den Wind für den Kupolofen liefert ein Lloyd'scher Ventilator, welcher in Fig. 6 im senkrechten und
in Fig. 7 im
horizontalen Durchschnitt dargestellt ist. R ist das
äußere, in vier Theilen gegossene Gehäuse, von denen die beiden oberen und eben so
die beiden unteren, fest mit einander verbunden bleiben. Die horizontale Fuge durch
die Mitte des Gebläses gestattet den Zugang zu den innern Theilen. S, S sind die Zapfenlager und T ist die Triebrolle. U ist das innere, sich
drehende Gehäuse, der Treiber (impeller) genannt, der mit eisenblechernen Scheiben V, V versehen ist, die an den Seiten der Flügel befestigt sind. X, X sind abgedrehte messingene Ringe, die an den
Scheiben befestigt sind und an gußeisernen Ringen anliegen; letztere sind an dem
äußern Gehäuse befestigt und bilden die mittlere Oeffnung, durch welche die
atmosphärische Luft in das Gebläse tritt. Y ist die
Ausströmungsröhre und Z, Z sind die Füße, auf denen die
Maschine steht und welche auf das Fundament festgeschraubt sind.
Der Unterschied zwischen den vorliegenden Ventilatoren und denjenigen von
gewöhnlicher Construction besteht in der Form des innern sich drehenden Theiles U, welcher mit sich gekrümmten, in einem Stück
gegossenen Armen versehen ist; an diese sind gekrümmte eisenblecherne Flügel
angeschraubt, deren Form aus Fig. 6 ersichtlich ist und
an deren äußerem Rande die erwähnten eisenblechernen Scheiben V, V befestigt sind. Die Gesammtfläche der Peripherie-Oeffnungen, wie
auch der Gesammtquerschnitt der inneren Durchgänge in jedweder Entfernung vom
Mittelpunkte, ist gleich den Flächen der zwei mittlern Oeffnungen in den
Seitenwänden des äußern Gehäuses.
Hr. Buckle besprach in unserm Verein in einem Vortrag über
Ventilator-Gebläse die Ursachen des sehr unangenehmen Geräusches, welches die
Ventilatoren stets mehr oder weniger machen. Er verminderte den Querschnitt der
Ausströmungsöffnung mittelst eines segmentalen Schiebers, der an der Ventilatorbrust
angebracht war, und fand, daß das Geräusch sehr vermindert wird, wenn dieser
Querschnitt gleich demjenigen der Düsen ist. Nach dem Senken des Schiebers, bis er
in gleicher Ebene mit der untern Seite der Flügelenden stand, wurde fast dieselbe
Luftmenge ausgeblasen als mittelst der ursprünglichen Oeffnung, und das Geräusch von
den Flügeln hörte fast gänzlich auf. Daraus folgt, daß je kleiner diese Oeffnung
gemacht wird, vorausgesetzt daß man genug Wind bekommt, um so geringer auch das
Geräusch ist, welches die Flügel machen; und wenn man die Oeffnung in eine Ebene mit
den Flügelenden bringt, so hat die Luftsäule wenig oder keine Reaction auf die
Flügel.
Die durch Hrn. Buckle's Versuche nachgewiesenen Grundsätze
sind bei diesem Ventilator ausgeführt, jedoch in verschiedener Weise. Die Scheiben
V, V verhindern die Reaction der Luft auf die Seiten
der Flügel, und da deren Enden nur wenig Fläche für die Reaction des Windes
darbieten, so macht die Maschine fast gar kein Geräusch. Die Pressung des Windes,
bei 1400 Umdrehungen in der Minute und bei zwei siebenzölligen Düsen, ist gleich 8
Zoll Wassersäule, d.h. 8 Zoll Steigen und 8 Zoll Fallen des Wassers in dem
Manometer, also 16 Zoll zusammen, oder 9 Unzen auf den Quadratzoll. Bei 2000
Umgängen und zwei achtzölligen Düsen ist der Druck im Ganzen gleich 24 Zoll
Wassersäule, oder 14 Unzen auf den Quadratzoll. Der Verfasser fand aber den erstern
Druck mehr als hinreichend, um in der Stunde 2–3 Tonnen Roheisen
umzuschmelzen.
Der Kohksverbrauch auf 1 Tonne in dem Kupolofen umzuschmelzenden Roheisens kann beim
gewöhnlichen Betriebe zu 2 1/3 Ctr. angenommen werden; bei einem ununterbrochenen
Betriebe aber, z.B. dem Guß von Eisenbahnstühlen, vermindert sich der Verbrauch auf
1 1/4 Ctr. Kohks per Tonne (20 Ctr.) Roheisen, während
die zum Betriebe des Ventilators, des Aufzuges und der Sandmühlen erforderliche
Steinkohlenmenge 3/4 Ctr. auf die Tonne Roheisen nicht übersteigt.
Besprechung der beschriebenen Vorrichtungen im
Ingenieurverein.
Auf verschiedene Fragen bemerkte Hr. Fernie, daß er nicht
Gelegenheit gehabt habe, Versuche mit Ventilatoren mit parallelen Flügeln
anzustellen, und daher über die verhältnißmäßigen Vortheile der verschiedenen Formen
sich nicht aussprechen könne; er sey aber der Meinung, daß sein Ventilator wegen des
Gehäuses rings um den Flügeln vortheilhafter ist als die gewöhnlichen Ventilatoren
mit offenen Flügeln. Man nahm bei keiner Geschwindigkeit desselben ein schnurrendes
Geräusch wahr und hörte bloß das Schlagen des Treibriemens. Der Ventilator hat 3 Fuß
Durchmesser an dem sich drehenden Theile, und die höchste Geschwindigkeit, mit
welcher er betrieben wurde, betrug 1400 Umgänge in der Minute, während seine
gewöhnliche Umtriebsgeschwindigkeit nur 1000 Umläufe beträgt. Außer in den
Zapfenlagern, ist keine Schmiere nöthig, da die Flügel sich frei in dem äußern
Gehäuse drehen; die Zapfenlager haben eine lange tragende Oberfläche und keinen
horizontalen Spielraum an den Enden, so daß die Flügel gar nicht in Berührung mit
dem äußern Gehäuse kommen können. Ein Entweichen von Wind an der Fuge wurde nicht
wahrgenommen, obgleich dieselbe nicht ganz geschlossen war. Der bewegliche Theil des
Gebläses ist leicht construirt, was ein Vortheil ist; die Schaufeln oder Flügel und
die Scheiben sind dünn, so wie auch die aus einem Stück gegossenen Arme.
Hr. Wright bestätigte, was über die Geräuschlosigkeit des
Lloyd'schen Ventilators bemerkt wurde, indem er
selbst einen solchen im Betriebe hat, mit welchem er sehr zufrieden ist. Dieser
Ventilator wird nur durch einen Riemen in Bewegung gesetzt, während man häufig zwei
anwendet; und er hält jenes für zweckmäßiger, da die Spannung zweier Riemen nicht
genau gleich erhalten werden kann.
Hr. Cochrane hat einen Ireland'schen Kupolofen seit drei Jahren im Gebrauch, und derselbe gibt in
Beziehung auf Brennmaterialersparung sehr genügende Resultate, wenn er mit
vollkommener Regelmäßigkeit betrieben wird. Er fand aber, daß die geringste Menge
Kohks auf 1 Tonne Roheisen, bei der sorgfältigsten Betriebsführung, 1 3/4 bis 1 1/2
Centner beträgt.
Hr. Fernie erwähnte noch, daß in den letzten fünf Jahren
beiläufig neunzig Ireland'sche Kupolöfen in Gebrauch
gekommen seyen.
Tafeln