| Titel: | Verbesserungen in der Glasfabrication, von T. Warren zu Glasgow. |
| Fundstelle: | Band 143, Jahrgang 1857, Nr. IX., S. 34 |
| Download: | XML |
IX.
Verbesserungen in der Glasfabrication, von
T. Warren zu
Glasgow.
Aus dem Practical Mechanic's Journal, Sept. 1856, S. 150
und 153.
Mit Abbildungen auf Tab.
I.
Warren's Verbesserungen in der Glasfabrication.
Die erste Verbesserung, welche sich der Erfinder am 27.
November 1855 patentiren ließ, besteht darin, daß man das geschmolzene Glas aus dem
Hafen, worin es geschmolzen wurde, nicht erst wie bisher, in einen andern Hafen oder
Tiegel und aus diesem in die Form oder auf die Gießplatte ausgießt, sondern
unmittelbar auf letztere oder in die Formen. Dadurch wird nicht allein das Glas
heißer und flüssiger vergossen, sondern es wird auch an Fabricationskosten erspart.
Dieses Verfahren ist nicht nur auf solche Gegenstände anwendbar, die in Formen
gegossen werden, sondern auch beim Gießen von Spiegeln und andern Platten, sowie bei
der Fabrication von Glasröhren, welche gußeiserne oder andere Röhren ersetzen sollen. Die
Kernstäbe oder die Apparate durch welche die innere Höhlung der Röhren gebildet
wird, sind zusammenlegbar, so daß der Kern sogleich nach dem Eingießen der Glasmasse
in die Röhrenform herausgenommen werden kann, um die Röhre abkühlen zu lassen. Hohle
Glaswaaren anderer Art, können auf ähnliche Weise mit zusammenlegbaren Kernen
gegossen werden.
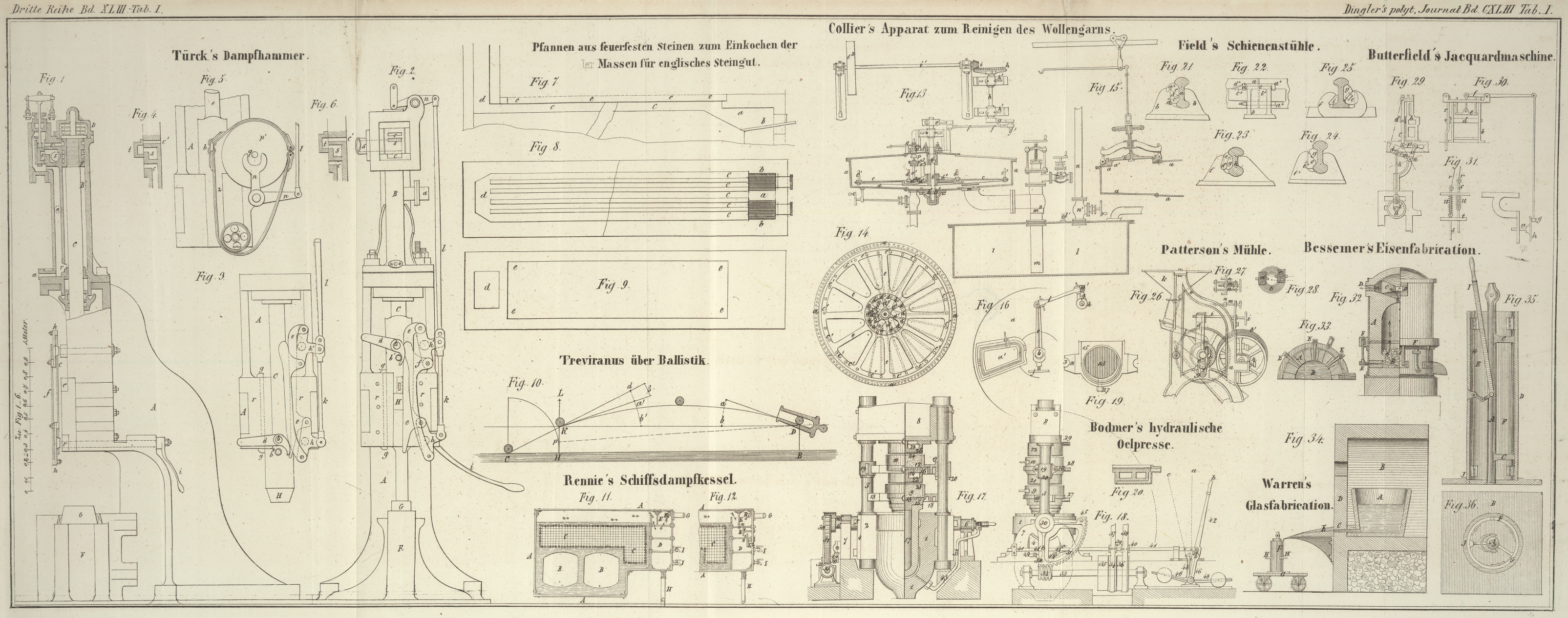
Fig. 34 ist
ein senkrechter Durchschnitt durch den Ofen und den Schmelzhafen einer Glashütte,
und zeigt den Betrieb mit der Verbesserung. Vor dem Ofen steht auf einem Wagen die
Form zu einem Glascylinder oder zu einer gläsernen Röhre, zur Aufnahme des flüssigen
Glases bereit. Die Glashäfen A können die jetzt
gebräuchlichen Formen haben und auch eben so in dem Ofen B angebracht seyn. Nun war es bis jetzt gebräuchlich, das geschmolzene
Glas aus dem Hafen A mittelst eines Schöpflöffels
herauszunehmen; dagegen sind für das neue Verfahren in den Wänden D Oeffnungen C angebracht,
damit die Glasmasse aus den Häfen mittelst der Vorlagen E in die Form F gelangen kann. Die
Abstichöffnung wird während des Schmelzprocesses, wenn nicht gegossen wird, mit
einem Thonstöpsel verschlossen. Die Vorlage oder der Ausguß E tritt möglichst weit vor der Ofenwand hervor, so daß die auf dem Wagen
G stehende Form F
gehörig darunter geschoben werden kann. Die Form ist von der Art, wie sie zum Guß
gläserner Cylinder oder Röhren angewendet wird. Der Mantel der Form besteht
wenigstens aus zwei Theilen, die mittelst der Griffe H
von einander genommen, aber auch mit einander verbunden werden können, während der
Kern zusammenlegbar ist und in den Mantel hineingestellt wird.
Soll Tafelglas gegossen werden, so braucht der Ausguß nicht weit von dem Ofen
abzustehen, sondern er kann kurz seyn, wenn er nur hinreicht, das geschmolzene Glas
auf die Platte zu gießen, welche als Form für das Tafelglas dient. Die
Abstichöffnung C kann von jedem geeigneten Theile des
Hafens A ausgehen, am besten ist es aber, wenn sie sich
in der Nähe des Bodens befindet.
Die zweite Verbesserung, welche sich der Erfinder am 15.
December 1855 patentiren ließ, betrifft die erwähnten Kerne zum Gießen gläserner
Röhren und Cylinder, und es hat der vorliegende eine eigenthümliche und sehr
zweckmäßige Einrichtung, die sich auch schon beim Guß eiserner Röhren bewährt hat.
Der Guß wird auf die oben beschriebene Weise bewerkstelligt, und wo die Einrichtung
mit dem Abstechen der Glasmasse aus den Häfen noch nicht getroffen ist, wird sie mit
Kellen ausgeschöpft, die aber soviel aufnehmen müssen, als zu dem Guß erforderlich
ist; mehrere kleinere
Formen können dagegen nach einander mittelst einer Kelle voll gefüllt werden.
Die zusammenlegbare Kernstange zur Bildung des Innern von hohlen Artikeln ist in Fig. 35 in
senkrechtem Durchschnitt und in Fig. 36 im Grundriß
dargestellt. Dieser Formapparat dient zum Guß von sehr einfachen Glaswaaren, wie
Cylindern oder Röhrenstücken; dieselbe Einrichtung kann aber auch bei Kernen von
minder einfacher Form angewendet werden. Die verbesserte Kernstange besteht in einer
centralen Spindel A, welche in der Fußplatte B, auf der die Form steht, in eine Vertiefung tritt; an
derselben sind radiale Arme C angebracht und an diesen
ein segmentales Metallstück D, welches einen Theil der
Kernoberfläche bildet. Zu beiden Seiten dieses Segments sind zwei andere gleiche
Segmente E und F; mittelst
Hespen oder auf eine andere Weise so verbunden, daß sie leicht auseinander gehängt
werden können; diese drei Segmente bilden den größten Theil der Kreisoberfläche, und
es ist noch ein viertes Segment G vorhanden, welches
schmäler als die übrigen und nur an einer Seite an eins von den Segmenten E oder F gehängt ist. Die
aneinander stoßenden Kanten der Segmente G und E sind abgeschrägt, so daß das Segment G nach innen zu aufgeklappt werden kann. Das Segment G ist mittelst eines Gelenkes mit einem gabelförmigen
Hebel I verbunden, diese Gabel greift über die centrale
Spindel A und ist mit derselben durch einen durch die
Mitte der letztem und durch die Enden der erstern gehenden Stift verbunden. Der
Hebel I tritt über den obern Rand der Form hervor, und
indem man ihn aufzieht oder niederdrückt, wird das schmale Segment G entweder gegen das Segment E angedrückt, oder von demselben abgezogen. Durch Zurückziehen des
Segmentes G lassen sich die Segmente E und F zusammenlegen, so
daß auf diese Weise die ganze Kernstange leicht aus der gegossenen Röhre oder einem
derartigen Gegenstande herausgezogen werden kann. Wenn der Kern in die Form
eingesetzt wurde, so werden die Segmente auseinander gelegt und sie treten alsdann
gegen einen hervortretenden Kranz J auf der Bodenplatte
B, der mit ihr aus einem Stück gegossen ist. Der
Kern bietet nach dieser Operation eine glatte äußere Oberfläche dar, und der Guß
erfolgt in dem Raume zwischen ihm und dem Mantel der Form.
Tafeln