| Titel: | Die Brennmaterial-Compagnie zu Swansea. |
| Fundstelle: | Band 151, Jahrgang 1859, Nr. XXVII., S. 108 |
| Download: | XML |
XXVII.
Die Brennmaterial-Compagnie zu
Swansea.
Aus der Zeitschrift für das Berg-, Hütten-
und Salinenwesen in dem preußischen Staate, 1858, Bd. VI S. 118.
Mit Abbildungen aus Tab.
II.
Die Brennmaterial-Compagnie zu Swansea.
Obgleich die Kohlen in England in einzelnen Districten billiger beschafft und
verkauft werden als in unseren Hauptbergbezirken, und dieselben bei ihrer ungeheuren Verbreitung
in dem ganzen Lande billig bezogen werden können, so sucht man dennoch jeden Abfall
der schlechteren Kohlen zu benutzen und zu einer verkäuflichen Waare umzugestalten.
Die Patent fewel Works Company zu Swansea, früher in Newcastle upon
Tyne, dann in der Nähe von Sheffield etablirt,
wegen des sehr unangenehmen Geruches bei Darstellung ihrer Fabricate von diesen
beiden Orten aber vertrieben, verfolgt dieses Princip durch die Darstellung von
Stückkohlen aus Grus von mageren Kohlen, und hat ihrer Fabrication bereits eine
solche Ausdehnung gegeben, daß täglich circa
300–350 Tonnen Gruskohlen verarbeitet werden. Die Anlage ist in einem
großartigen Maaßstabe angelegt und soll über 200,000 Thlr. gekostet haben. Die
mageren Gruskohlen von einer der Gruben aus der Umgebung von Swansea werden zu einem sehr niedrigen Preise contractmäßig an die
Gesellschaft abgeliefert und diese bringt durch eine Beimischung von
Steinkohlentheer die Cohäsion der einzelnen Grustheile dieser Kohlen in einem so
hohen Grade hervor, daß man dieselben nur mit Hülfe eines Hammers zerschlagen
kann.
Die Kohlen werden zu diesem Ende in Wagen, deren Boden durch einen Schieber geöffnet
wird, und deren Inhalt circa 3–4 Schäffel
beträgt, in einen 4 Fuß weiten und 3 Fuß hohen cylindrischen Behälter von Gußeisen
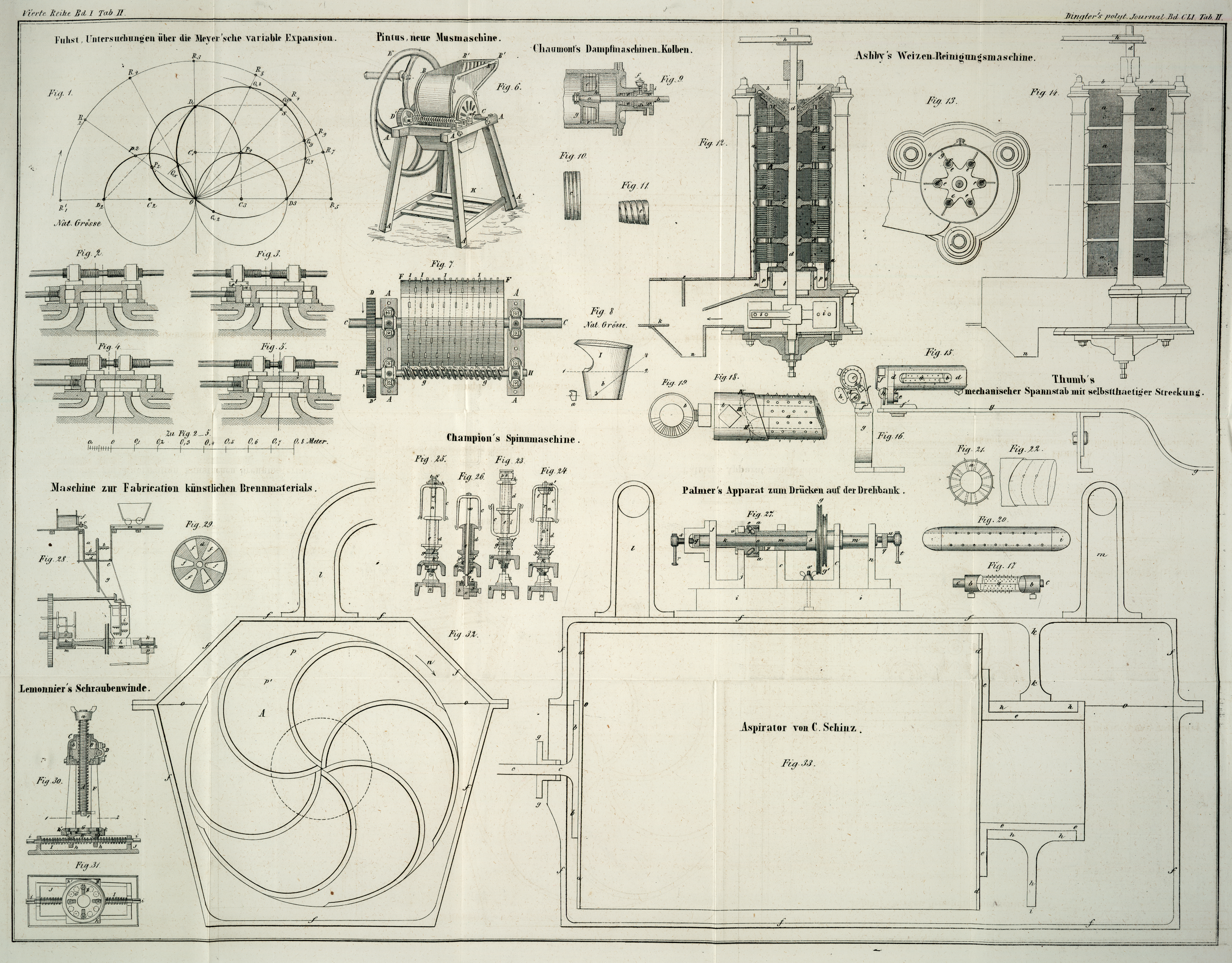
a (Fig. 28) ausgestürzt und
durch eine aufrecht stehende Welle, an welcher sich zwei Arme b mit Zähnen befinden, im Kreise herumgedreht und unter einander vermengt.
Sobald diese Mischung vor sich geht, wird der in den Behälter a einmündende Hahn c geöffnet und durch
diesen, da er mit einem danebenstehenden Theerbassin in Verbindung steht, so viel
Theer zugelassen, als zur Operation und Verbindung der einzelnen Grustheile bei dem
späteren Pressen erforderlich ist. Nach der Angabe beträgt das Quantum auf eine
Tonne Kohlen circa. 3 Kubikfuß. In einigen Minuten ist
diese Mischung der Kohlen mit dem Theer erfolgt und, um solche aus dem Behälter
abzulassen, ist der Boden desselben aus 2 Theilen, d und
e (Fig. 28) zusammengesetzt.
Der obere Theil desselben ist mit 6 Einschnitten f
(siehe Fig.
29) versehen und diese werden durch die darunter liegende Platte e gedeckt, sobald solche durch ein Getriebe unter die
Oeffnungen f gerückt werden. Bei erfolgter Mischung der
Kohlen mit dem Theer braucht man daher nur die untere Platte unter den Oeffnungen
f mit Hülfe eines Hebels (Fig. 28) und Getriebes
wegzuschieben, um die Kohlen durch die entstehenden Oeffnungen in ein darunter
befindliches Gerinne g herabfallen zu lassen und durch
dieses einem horizontal stehenden Rade h zuzuführen.
Auch in diesem Gerinne werden die Kohlen, um das Zusammenbacken und das Ablaufen des Theers zu verhüten
und besseres Ausladen zu erzielen, durch eine, mit Armen versehene vertical stehende
Stange i in rotirender Bewegung erhalten. Das untere
Ende des Gerinnes mündet gerade über das mit horizontaler Bewegung gehende Rad h, welches in seinem Radkranz k 10–12 Zoll weite, 14 Zoll lange und 10–12 Zoll tiefe
rectanguläre Oeffnungen besitzt, und mit diesen über eine runde gußeiserne Platte
m mit einer eben so großen rectangulären Oeffnung
n bewegt wird. Die Oeffnungen des Radkranzes werden
nun durch einen sehr sinnreichen, an der Maschine angebrachten Mechanismus mit Hülfe
von excentrischen Scheiben stoßweise und so fortgerückt, daß sie gerade unter die
Oeffnung des Gerinnes zu stehen kommen und von selbst mit Kohlen gefüllt werden. Bei
weiterem Fortrücken gelangen sie unter den Stempel o,
welcher dieselben Dimensionen in Länge und Breite wie die rectangulären Oeffnungen
besitzt und werden durch diesen so zusammengepreßt, daß sie in den Oeffnungen hängen
bleiben und rectanguläre Körper von 6–8 Zoll Höhe bilden. Die rotirende und
stoßweise Bewegung des Rades h bringt nun sämmtliche
Oeffnungen unter dem Gerinne vorbei, füllt sie hier mit Kohlen und bringt sie, indem
sie dann unter dem Stempel o gepreßt werden, unter einen
zweiten Stempel p. Derselbe wirkt jedoch nicht von Oben
nach Unten, sondern drückt die in den Oeffnungen zusammengepreßten Kohlen durch
einen Hebel von Unten nach Oben in dem Momente heraus, wenn das Rad einen Augenblick
still steht und der erste Stempel o niedergeht. Ein
kleiner Knabe nimmt diese Stücke sodann von dem Radkranz weg und legt sie auf
schmiedeeiserne Gestellwagen. Mit Hülfe dieser Wagen werden sie hierauf in sehr
lange und breite Trockenkammern gebracht und einer allmählich steigenden Temperatur
so lange ausgesetzt, bis die Verbindung des Theeres und der Kohle zu einer einzigen
Masse hergestellt ist. Die Temperatur dieser Trockenkammer ist zuletzt sehr
bedeutend; sie bringt daher aus der Kohle auch alle harzigen Bestandtheile heraus,
die aber einen so widerlichen Geruch verursachen, daß es kaum möglich ist, sich
kürzere Zeit in den Trockenkammern aufzuhalten.
Die hierdurch erhaltene Kohle ist fest, breccienartig in ihrer Structur, und gibt
unter dem Dampfkessel eine röthliche Flamme, wie ich sie wohl bei halb fetten Kohlen
beobachtet habe; sie rußt jedoch etwas stärker als diese; eignet sich aber für
Dampfschiffe wegen ihrer leichten Verpackung ganz besonders und wurde meistens für
diese zu dem Preise von 12 bis 14 Sh. pro Tonne oder zu
6–7 Sgr. pro Ctr. verkauft. Bei diesem Preise
soll sich die Fabrication nicht besonders gut rentiren und kaum die Selbstkosten
erzielt werden, wenn die Tonne zu 9–10 Sh. und darunter zu stehen kommt.
Die Maschine, welche die ganze Fabrication betreibt, hat 45 Pferdekraft und setzt
außer dem Zwischengeschirr für die Mischung der Kohlen 8 Stempel zum Pressen in
Bewegung. Eine jede dieser Pressen soll bei jeder Pressung, um der Kohle die
gehörige Festigkeit mit dem Theer zu geben, einen Druck von 150 Tonnen
hervorbringen.
Der Theer zu dieser Fabrication wird schiffweise von London und Dublin bezogen und
direct aus den Schiffen mit Hülfe einer kleinen Dampfmaschine durch Druckpumpen in
sehr große schmiedeeiserne Behälter gebracht, und aus diesen durch die große
Maschine in die einzelnen Theerbehälter einer jeden Presse gedrückt.
Die wenige Zeit, welche mir vergönnt wurde, das ganze Etablissement in Augenschein zu
nehmen, so wie der Argwohn des englischen Charakters bei Besuchen derartiger
industrieller Einrichtungen gaben mir nicht die Mittel an die Hand, die
Zusammensetzung und Beschreibung der einzelnen, sehr künstlich und sinnreich
eingerichteten Pressen und deren Bewegung durch die Maschine, so wie die specielle
Einrichtung der Trockenkammern hier ausführlicher wieder zu geben, sie werden aber
hoffentlich genügen, ein allgemeines Bild der Fabricationsweise zu liefern.
Busse.
Tafeln