| Titel: | Die patentirte Langlochbohrmaschine von Sharp, Stewart und Comp. in Manchester. |
| Fundstelle: | Band 154, Jahrgang 1859, Nr. III., S. 5 |
| Download: | XML |
III.
Die patentirte Langlochbohrmaschine von Sharp, Stewart und Comp. in Manchester.
Aus dem Mechanics' Magazine vom 22. Juli
1859.
Mit Abbildungen auf Tab.
I.
Sharp's Langlochbohrmaschine.
Die Herstellung von langen und tiefen Löchern in schmiedeeisernen Maschinentheilen
nach alter gewöhnlicher Weise mittelst Bohrer, Kreuzmeißel und Feilen, ist
bekanntlich eine der theuersten Handarbeiten in den Maschinenwerkstätten und wird
überdieß nur selten mit der wünschenswerthen Genauigkeit ausgeführt. Mittelst der
hier zu beschreibenden, von den HHrn. Sharp, Stewart u.
Comp. erfundenen Maschine (traversing drilling
machinery) lassen sich die fraglichen Arbeiten sehr genau, überdieß schnell
und billig ausführen. So erfordert bei der Handarbeit die Herstellung eines Loches
von 6'' Länge, 7/8'' Weite und 5 3/4'' Tiefe beiläufig 32 Arbeitsstunden, wobei drei
Feilen stumpf werden; vermittelst der Langlochbohrmaschine läßt sich dieselbe Arbeit in 14 Stunden
ausführen, wobei aber ein Arbeiter drei Maschinen gleichzeitig bedienen kann.
Bei der gewöhnlichen Bohrmaschine benutzt man bekanntlich die constante Drehung eines
Bohrers, welcher mit zwei sich um ihr gemeinschaftliches Centrum bewegenden
Schneiden versehen ist, um mittelst derselben ein verticales rundes Loch
herzustellen. Anstatt nun dem Bohrer bloß eine verticale Bewegung zu geben, lassen
die Erfinder denselben abwechselnd von Ende zu Ende der beabsichtigten Länge des
Loches traversiren und versehen ihn mit zwei nasenförmigen Schneiden, welche im
Innern einen Punkt stehen lassen. Der zwischen den Nasen beim Beginn der Arbeit
stehen gebliebene erhöhte Punkt wird von den Schneiden beim Traversiren abgefräst
und dadurch eine längliche, an den Enden kreisrunde Vertiefung von ganz ebener
Oberfläche hergestellt. Am Ende des beabsichtigten Laufes des Bohrers erfolgt
natürlich eine verticale Niederbewegung, so tief als der Horizontalschnitt seyn
darf, und dieß wird wechselseitig so lange fortgesetzt, bis die ganze Tiefe des
Loches erreicht ist.
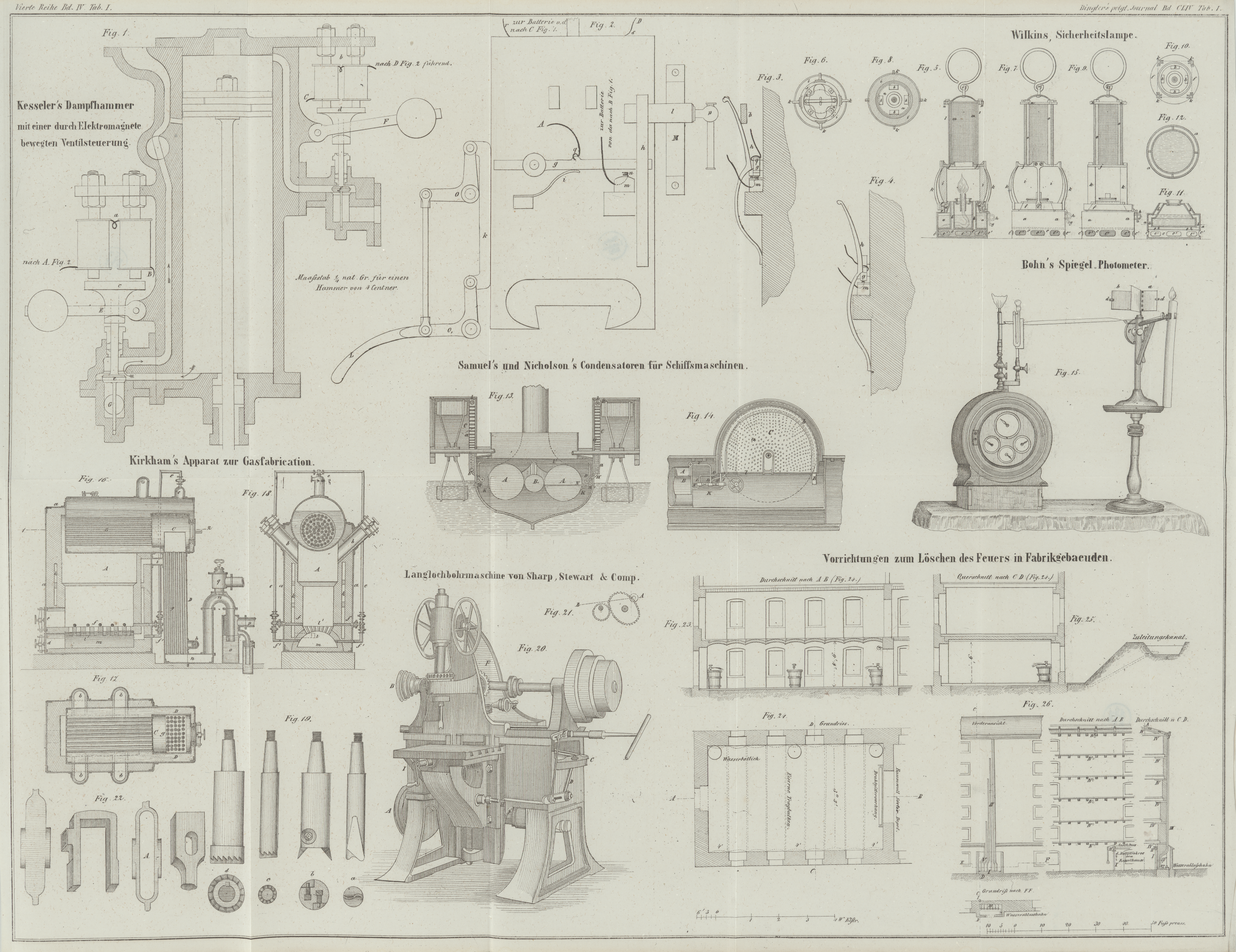
Fig. 19 zeigt
die verschiedenen zur Maschine gehörigen Werkzeuge. a
und b sind die Vorbohrer für große und kleine
Durchmesser. Die Vorbohrer für größere Durchmesser sind stellbar, indem ihre
Schneiden verschiebbar und an den unteren Enden mit Stellschrauben versehen sind.
c und d sind die
Schlicht- oder Fertigbohrer, deren eingefeilte Schneiden kreisförmig
abgerundet sind, und welche circa 1/16 Zoll stärker sind
als die zu ihnen gehörenden Vorbohrer. Die Vorbohrer müssen einmal in jeder Woche
geschärft werden, wogegen die Schlichtbohrer nur alle sechs Wochen nachzuschärfen
sind. Wir gehen nun zur Betrachtung der Maschine und ihrer Thätigkeit über.
Fig. 20 ist
eine perspectivische Ansicht einer einfach-wirkenden Maschine. Dieselbe
besteht aus einem starken gußeisernen Bett nach Art der gewöhnlichen Drehbankbette,
an jedem Ende von einem gußeisernen Ständer getragen. Die Oberfläche dieses Bettes
ist gehobelt und sehr genau adjustirt. Auf demselben steht ein hohler Ständer, worin
sich die Bohrspindel bewegt, welche in gewöhnlicher Weise vermittelst conischer
Räder getrieben wird. Dieser Ständer schiebt sich auf dem Bett hin und her durch die
Kreisbewegung einer horizontalen Kurbelscheibe, welche genuthet und graduirt ist, um
die Länge der Traversbewegung der Bohrspindel nach Belieben einstellen zu können.
Die Welle zur Kurbelscheibe wird durch die untere horizontale Welle A getrieben, und auf letztere wird die Kraft durch
Stufenscheiben von der oberen Hauptwelle B übertragen.
Um von der Kurbelscheibe aus eine, mit gleichmäßiger Geschwindigkeit vorrückende Bewegung zu
erzielen, haben die Erfinder zwei gezahnte, excentrische Räder angebracht; die Form
der Ovale ist eine solche, daß dadurch die Ungleichheit bei der Uebertragung auf die
geradlinige Bewegung vollständig ausgeglichen wird. Die Stellung der den Bock
führenden Bleuelstange und die Anordnung der elliptischen Räder zeigt Fig. 21.
Unterhalb der mit C bezeichneten Kurbelscheibe befinden
sich zwei nasenartige Vorsprünge. Gegen dieselbe läuft nun eine am Ende des
Winkelhebels D befestigte Rolle, welche, abwechselnd
steigend und fallend, die Bewegung vermittelst einer kurzen Verbindungsstange auf
den Hebel E überträgt. Dieser dreht sich lose auf einer
horizontalen Welle, an der ein Sperrrad befestigt ist, in welches ein an E sitzender Sperrkegel eingreift und dadurch beim Heben
die Welle dreht, wogegen der Rückgang todt ist. Von dieser horizontalen Welle wird
die Bewegung vermittelst conischer Räder auf die geneigte Welle und von letzterer
durch Schnecke, Schraubenrad und Zahnstange auf die Bohrspindel übertragen. Durch
diese Bewegung wird die Niederstellung des Bohrers jedesmal am Ende seines Laufes
bewirkt, und die beabsichtigte Tiefe ist durch Verschiebung der Verbindungsstange in
den Schlitzen der Hebel D und E stellbar. Das Kurbelrad G dient
nöthigenfalls zur Bewegung der geneigten Spindel F
vermittelst der Hand. Vor dem Bett ist ein genau winkelrecht zu demselben stehender
Tisch angebracht, welcher durch die mit Kurbelrädern versehenen Spindeln H und I horizontal und
vertical stellbar ist, nach Erforderniß der Stärke des Stückes. Dieser Tisch ist
ähnlich denen an den gewöhnlichen Rundhobelmaschinen, und mit
schwalbenschwanzförmigen Ruthen zur Befestigung der zu bearbeitenden Gegenstände
versehen. Der obere Theil des Bohrbockes ist hohl und dient als Oelkammer. Von
derselben führt ein in Kugelscharnieren drehbares Rohr zum Bohrer nieder, welcher
durch dasselbe während der Arbeit mit Oel gespeist wird.
Die Maschinen werden auch häufig mit längerem Bett und zwei Bohrvorrichtungen
hergestellt, wo dann mit denselben Gegenstände, z.B. Bleuelstangen, Kolbenstangen
etc., gleichzeitig an beiden Enden bearbeitet werden können.
Fig. 22 zeigt
die Anwendung der Maschine in zwei Beispielen. Das erste ist das Anfangsende einer
schmiedeeisernen Bleuelstange mit Bügel, bei welchem sowohl die Keillöcher, als auch
die durchbrochenen Oeffnungen mittelst der Maschine hergestellt sind. Daneben sind
die verbundenen, in einem Stück geschmiedeten Enden zweier gabelförmigen Zugstangen
gezeichnet; nach der Bearbeitung in der Langlochbohrmaschine sehen dieselben wie in
A gezeichnet aus, werden dann getrennt, die
Bolzenlöcher gebohrt und in der Rundhobelmaschine fertig gemacht.
Die Herstellung der Keilnuthen in Transmissionswellen etc., das Ausfräsen von
Schmiernuthen in Lagern gehören unter die mannichfaltigen Arbeiten, welche sich mit
dieser nützlichen und werthvollen Maschine ausführen lassen.
Tafeln