| Titel: | Die Backsteinmaschinen auf der Ausstellung der Royal Agricultural Society in Leeds im Juli 1861; mitgetheilt von M. Eyth. |
| Fundstelle: | Band 162, Jahrgang 1861, Nr. LVII., S. 175 |
| Download: | XML |
LVII.
Die Backsteinmaschinen auf der Ausstellung der
Royal Agricultural Society in Leeds im Juli 1861;
mitgetheilt von M.
Eyth.
(Schluß von S. 104 des vorhergehenden
Heftes.)
Mit Abbildungen auf Tab.
III.
Eyth, über die Backsteinmaschinen auf der landwirthschaftlichen
Ausstellung in Leeds.
Maschinen zur Darstellung trockener
Backsteine von Bradley und Craven.
Ein durchaus anderes und neues System verfolgen bei ihren Maschinen die dritten
Aussteller, Bradley und Craven
zu Wakefield in Yorkshire.
Die Darstellung von Backsteinen aus ganz trockenem Lehm durch bloße Pressung ist noch
zu neu, um über die Güte und Dauerhaftigkeit des Productes ein endgültiges Urtheil
zu fällen. Auch liegen in Betreff der Festigkeit der auf diesem Wege erhaltenen
Steine noch keine Versuche vor. Ein entschiedener Nachtheil dürfte es unter
Umständen seyn, daß dieselben beträchtlich schwerer als gewöhnliche sind, indem sie
ungebrannt circa 11, gebrannt 9 Pfund wiegen. Dagegen
ist es ein unter Umständen alles überwiegender Vortheil, daß auch der schlechteste
Lehm, ja sogar fast jede Art von Erde noch hübsche Steine erzeugt, deren Darstellung
nur die halbe Zeit der gewöhnlichen Backsteine erfordert, und namentlich wenn die
Fabrication in größerem Maaßstabe betrieben wird, die so überaus mühselige und
zeitraubende Arbeit des Trocknens der Steine an der Luft erspart.
Die ganze Maschinerie besteht im Wesentlichen aus zwei Maschinen, welche durch zwei
Mann vollständig bedient werden können, von denen der eine den aus der Grube
kommenden, vollständig trockenen Lehm sammt den Steinchen, die er enthalten mag,
aufgibt, der andere die zum Brennen fertigen Backsteine abnimmt.
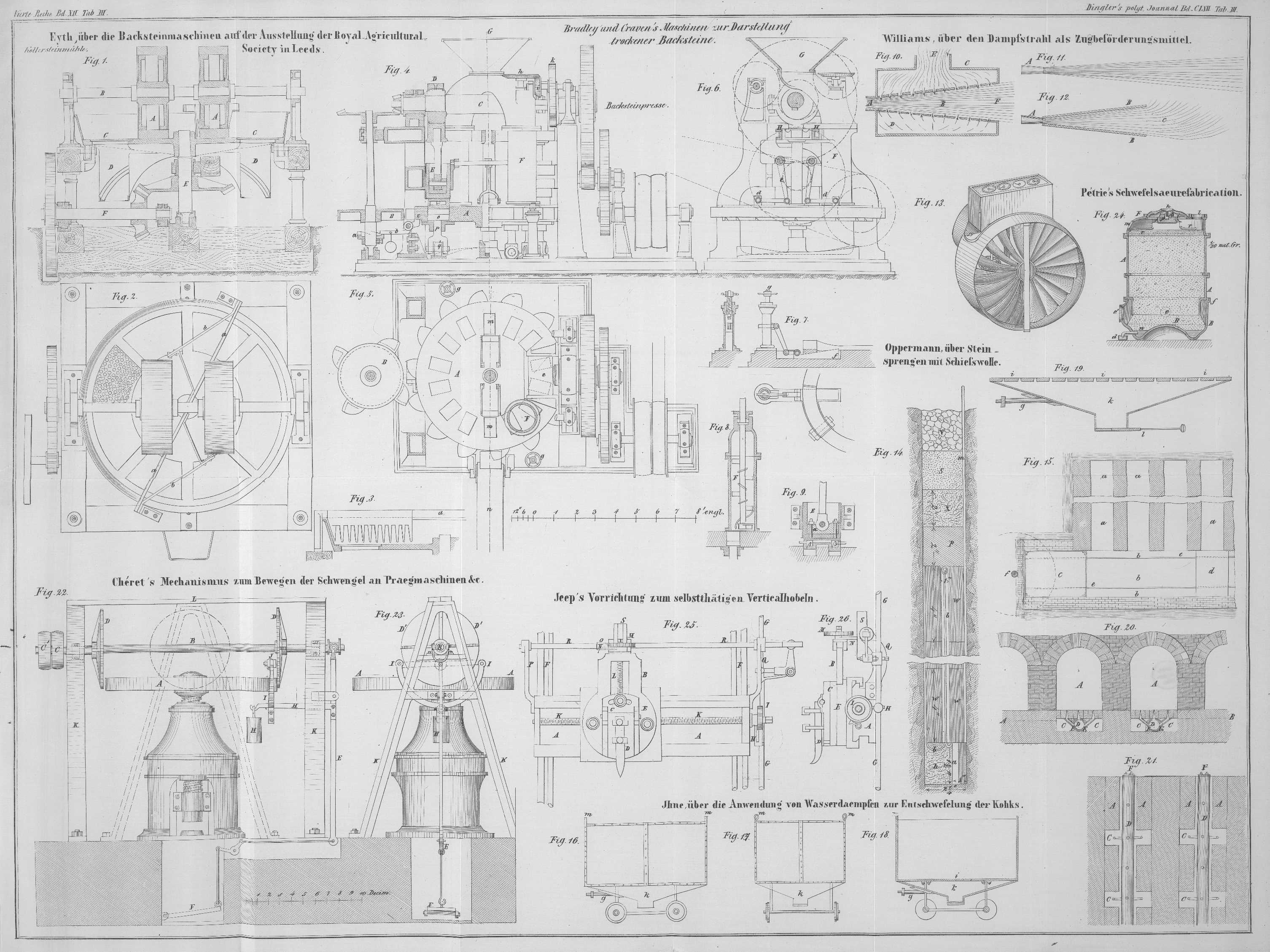
Die erste Maschine (Fig. 1, 2 und 3) ist eine Kollersteinmühle, in welcher der
Lehm gemahlen und gesiebt wird. Das Rohmaterial nimmt hiebei die Form eines
grobkörnigen Mehles an, welches durch ein Paternosterwerk der zweiten Maschine
zugeführt, in derselben nochmals gemengt, in Formen geschüttet und gepreßt wird,
worauf die compacten Steine dem zweiten Arbeiter zur Abnahme zugeschoben werden.
Die Kollersteine, von Gußeisen und beträchtlichem Gewicht, welch letzteres nach der
Art des zu Gebot stehenden Materials verschieden gewählt wird, haben 4 1/2' Durchmesser und 1 1/2'
Breite. Sie sitzen lose, nur durch Stellringe in ihrer wechselseitigen Lage
festgehalten, auf einer schmiedeeisernen Achse, welche an beiden Enden in den
langen, verticalen Schlitzen zweier gußeisernen Gestelle geführt ist. Die Gestelle
sind mit einem starken hölzernen Gewichte fest verschraubt, so daß die Kollersteine
sich heben und senken und um die Achse drehen können. Sie stehen auf dem starken
Boden einer gußeisernen Pfanne auf, die auf einer verticalen Welle aufgekeilt ist,
und überdieß an der Peripherie auf vier am Holzgerüst befestigten Rollen aufliegt.
Durch Vorgelege, horizontale Welle und conische Räder wird die verticale Achse der
Pfanne und damit diese selbst in rotirende Bewegung gesetzt. Der Rand der Pfanne ist
circa 16'' hoch, der
Durchmesser 10'. In der Mitte, wo die Kollersteine
aufstehen, ist der Boden derselben eine kreisrunde massive Gußplatte von 4 1/2' Durchmesser. Zwischen diesem inneren Theil und Rande
liegen segmentartige Gußplatten mit runden 3''' weiten
Löchern, welche als Sieb dienen. Eine starke, schmiedeeiserne Stange läuft, in der
Richtung eines Durchmessers zwischen den Kollersteinen quer über die Pfanne und ist
solid am Holzgestell befestigt. Sie trägt zunächst einen groben schmiedeeisernen
Rechen der fast die Siebplatten streift, und unter einem Winkel zu diesem Rechen
stehend, eine Blechschaufel, welche die zermalmten, aus der Bahn geworfenen
Lehmmassen wieder unter die Kollersteine wirft. In einem direct unter den Sieben
angebrachten Blechkasten mit steilem schiefem Boden rollt der gemahlene und gesiebte
Lehm in einen Behälter, ohne daß ein besonderes Rüttelwerk nothwendig ist. In den
Behälter greifen die Blechschalen eines leichten Paternosterwerkes ein, welches die
pulverförmige Masse nach oben führt.
Die Wirkung ist an sich klar: Lehm, Erde und Steine, wie sie die Grube liefert,
werden trocken auf die Pfanne geworfen und durch die Schaufeln unter die Steine
geschoben. Die Höhe der aufgeschütteten Masse ist 3 bis 6''. Durch das Zerquetschen wird sie nach außen auf die Siebe gedrängt und
durch die Rechen zertheilt. Was fein genug ist, fällt nach unten; das Uebrige wird
durch die Schaufeln wieder unter die Steine geschoben.
Ueber die Leistungsfähigkeit kann natürlich nichts Bestimmtes gesagt werden, indem
dieselbe je nach dem angewendeten Material zwischen weiten Grenzen variirt. Die
aufgestellte Mühle lieferte per Tag durchschnittlich
3000 Cntr., war aber nicht immer im Gang um dieses Quantum, das die eigentliche
Presse erforderte, zu liefern. Ihr Betrieb erfordert 4 bis 6 Pferdekräfte. Sie wiegt 180
Ctr. und kostet 300 Pfd. Sterl. Sämmtliche Theile sind außerordentlich stark
construirt, was bei derartigen Maschinen absolut nothwendig ist.
Complicirter ist die zweite, in Fig. 4–9 dargestellte
Form- und Preßmaschine. In einem aus einer runden,
soliden Gußplatte bestehenden Tische A befinden sich 14
der Größe der zu erzeugenden Backsteine entsprechende Gruben. Diese Gußplatte ist in
der Höhe von circa 3' über
der gemeinschaftlichen Grundplatte der ganzen Maschine auf einer verticalen Welle
aufgekeilt, welche, den Tisch durchbrechend, sowohl unten als oben in Lagern geführt
ist, so daß sich der Tisch um seine Achse drehen kann. Die 14 Oeffnungen (bei einer
größeren Maschine waren es 22) liegen sämmtlich in radialer Richtung in gleichem
Abstand vom Centrum der Tafel und haben, der Stärke derselben entsprechend, eine
Tiefe von circa 9'' engl.
Zugleich haben sie untereinander genau die gleiche Entfernung von den ihnen
nächstliegenden Gruben. 14 daumenförmige Angüsse an der Peripherie der Tafel dienen
dazu, dieselbe mittelst einer zweiten, ebenfalls horizontal sich bewegenden Scheibe
B, die sich durch ihre verticale Welle und ein
conisches Getrieb in beständig rotirender Bewegung befindet, in Bewegung zu setzen.
An ihrem Rande sind nämlich 4 gußeiserne Daumen angeschraubt, die, mit den
angegossenen des Tisches A vorübergehend in Eingriff
kommen, demselben eine kurze rotirende Bewegung mittheilen und ihn dann wieder
stehen lassen, bis die nächsten Daumen in Eingriff kommen. Der Tisch wird hiebei
jedesmal genau um die gegenseitige Entfernung der benachbarten Formgruben vorwärts
bewegt. Das Stehenbleiben wird durch eine Klinke regulirt, die in entsprechend
eingegossene Einschnitte e einfällt, so oft die Bewegung
vollendet ist, und durch den Arm b und die mit
entsprechenden Zähnen versehene Scheibe a wieder
ausgehoben wird, ehe sich die Tafel aufs Neue in Bewegung setzt. – Den Boden
der in der Tischplatte befindlichen Gruben oder Formmulden bilden viereckige
schmiedeeiserne Platten von beträchtlicher Stärke, in welche kurze Stangen, nach
unten führend, eingeschraubt sind. Diese Stangen sind in an der untern Seite der
Tischplatte angeschraubten Büchsen geführt, und enden in starken Gabeln, welche den
Zapfen einer kleinen, breiten, verstählten Rolle tragen. Diese Rädchen stehen nun
auf einer concentrisch zum Tisch verlaufenden Bahn aus breiten eisernen Schienen
auf, die sich hebt und senkt, so daß bei der Drehung des Tisches, welcher Kolben,
Stangen und Rädchen mitnimmt, diese ebenfalls auf- und absteigen und dadurch sich
die wirkliche Tiefe der Formmulde je nach Erforderniß verändert.
4 bis 5' etwa über dem Tisch, getragen von zwei mächtigen
auf der Grundplatte
aufgeschraubten Ständern, liegt eine horizontale Welle C, welche an beiden den Lagern nahe liegenden Enden 2 Excenter D trägt. Diese setzen 2 Schlitten E, welche seitlich durch an die Ständer angeschraubte Platten geführt
sind, in gleichmäßige auf- und abgehende Bewegung. Die Art, wie diese Schlitten
durch die Excenterstangen angegriffen werden, ist in Fig. 9 zu ersehen. Das
Wesentliche dabei ist, daß der Zapfen in dem verstählten Kopf der Stange nicht zum
Pressen, sondern nur zum Heben dient, daß hingegen das Abwärtsdrücken direct durch
das Aufstehen des Kopfes auf dem Einlagstück α
bewirkt wird, welches mit 2 Schrauben in dem Innern des Schlittens befestigt ist. An
seiner untern Fläche ist ebenfalls ein aus hartem Guß bestehendes Stück β angeschraubt, welches 2 oblonge Erhöhungen hat,
die, wenn richtig auf den Formtisch A aufgesetzt, genau
in zwei nebeneinanderliegende Preßmulden passen und etliche Zolle in dieselben
eintreten können. Diese Erhöhungen sind hohl und durch Canäle mit einander
verbunden, während seitlich eingeschraubte Röhrchen zur Befestigung von
Kautschukschläuchen dienen (5''' Durchmesser), welche
mit dem Dampfraume des Kessels communiciren. – Die beiden Hauptständer der
Maschine sind oben durch Querrahmen verbunden, die nicht allein das obere Lager der
verticalen Welle des Tisches tragen, sondern namentlich auch zur Unterstützung
zweier senkrechten gußeisernen Röhren F dienen, in
welchen sich, ganz ähnlich wie bei kleinen Thonschneidern, eine Welle mit
spiralförmig verstellten Schaufeln dreht. Beide Röhren münden nach unten direct über
dem Tisch und über dem von den Formmulden beschriebenen Kreisring, und sind durch
einen Kautschukring, der unter ihre untere Flantsche geschoben wird, mit dem Tisch
verdichtet. Nach oben sind sie durch eine halbkreisförmig sich über die Hauptwelle
wölbende Röhre verbunden, die eine gewöhnliche gußeiserne Zarge zur Aufnahme des
Rohmaterials trägt. – Von der Dampfmaschine wird die Bewegung nun in
folgender Weise auf die einzelnen Theile des Apparates übertragen. Ein Vorgelege,
welches eine feste und lose Riemenscheibe trägt, setzt durch eine doppelte
Uebersetzung die Hauptwelle C in Bewegung. Dieselbe
bewegt direct die Schlitten auf und ab. Zwischen einem ihrer Lager und Excenter
sitzt ein Stirnrad, das, auf beiden Seiten, horizontale Wellen bewegt, die, durch
ein conisches Getriebe, die Spindeln der Thonschneider drehen. Am entgegengesetzten
Ende der Welle C sitzt das conische Trieb, durch welches
die Scheibe B resp. der Formtisch gedreht wird. Ein auf
der Zeichnung nicht angegebener Riemen endlich, der ohne Vermittlung einer
Riemenscheibe direct auf der Welle C läuft, setzt die
Rolle des endlosen Bandes n in Bewegung, welches die
fertigen Backsteine abführt.
Etliche noch nicht berührte Einzelnheiten der Maschine werden sich am besten erörtern
lassen, wenn wir den Apparat in seiner Thätigkeit verfolgen.
Durch das früher erwähnte Paternosterwerk wird die gepulverte Masse trockenen Lehms
in die Zarge G geschüttet und fällt in den Röhren, nach
beiden Seiten hin sich vertheilend, den Thonschneidern zu. Durch die spiralförmig
gestellten Schaufeln nochmals gründlich gemischt, wird sie fortwährend nach unten
gedrückt und füllt, bei jedem Spalt des Formtisches, die 2 direct unter der Mündung
der beiden Cylinder stehenden Formen an. Der ganze Apparat ist nämlich
doppeltwirkend, und erzeugt jedesmal 2 Backsteine zugleich. – Einen
Augenblick vorher, ehe die Bewegung des Tisches die beiden betrachteten Formen unter
die Mündung der Thonschneider brachte, hat nämlich die Bahn, auf welcher die mit dem
Boden der Mulden zusammenhängendenzusammenhäugenden Rollen laufen, ihren tiefsten Punkt, haben somit diese Mulden ihre größte
Tiefe erreicht, und sind demnach zur Aufnahme des Lehms bereit. Diese Tiefe ist aber
eine je nach der Natur des angewendeten Materials veränderliche und kann durch die
Rädchen g verstellt werden. Diese Rädchen (s. Fig. 7) bewegen
in einem gußeisernen Säulchen eine Schraube auf oder ab, durch welche ein
schmiedeeiserner Winkelhebel bewegt wird, der mittelst eines Gelenkes einen massiven
Keil in bestimmter Lage feststellt. Dieser Keil trägt das eine Ende einer
schmiedeeisernen Schiene, deren anderes Ende um einen festen Zapfen drehbar ist, und
welches ein Stück der Rollbahn bildet. Alles Weitere ist nun klar; zieht man den
Keil f weiter vor, so hebt sich die Bahn, die Tiefe der
Formmulde im Augenblick wenn sie sich mit Lehm füllt, ist kleiner, und der zu
bildende Backstein erhält eine geringere Schwere und einen kleineren Druck. Bei der
nächsten rückweisen Bewegung des Tisches tritt nämlich die gefüllte Mulde unter der
Mündung des Thonschneiders hervor, und gelangt bei einer nochmaligen Drehung unter
den Schlitten E und zwar direct unter die erste seiner
dem Querschnitte der Mulde entsprechenden Erhöhungen. Diese ertheilt beim Herabgehen
des Excenters dem Lehm die erste starke Pressung, wobei der Dampf in der Form dazu
dient, das Ankleben des Lehms an dem sich zurückziehenden Schlitten zu verhindern.
Sobald der Schlitten aus der Form herausgetreten ist, setzt sich der Tisch wieder in
Bewegung, und bringt die Mulde und den entstehenden Backstein unter den zweiten
Ansatz. Während dieser Bewegung steigt aber die Rollenbahn, hat sich somit der Boden
der Mulde und der Backstein etwas gehoben, so daß bei dem nächsten Niedergang des
Schlittens die Lehmmasse eine zweite stärkere Pressung erhält, die unter
gewöhnlichen Umständen hinreicht, sämmtliche Luft auszupressen und die Masse dicht
und fest zusammenhängend zu machen. Die nun fortwährend sanft ansteigende Rollenbahn schiebt
den fertigen Stein bei den nun folgenden drei Bewegungen allmählich vollständig aus
seiner Form heraus, so daß er schließlich bei in frei auf dem Tisch aufliegt. Die
Rollenbahn direct unter den Schlitten ist aus verstähltem Schmiedeeisen, ihre
Fortsetzung aber nur aus Guß. Bei in hätte nun ein Arbeiter nur den fertigen
Backstein abzunehmen; um aber jede Nachläßigkeit in der Bedienung der Maschine
unschädlich zu machen, schiebt ein einfacher Mechanismus den Stein auf das endlose
Band n. Ein kleiner, mit Blech beschlagener Holzschuh,
der auf dem Tisch aufliegt, hängt nämlich durch Gelenke mit dem gabelförmigen Hebel
1 zusammen, welcher auf einer horizontalen Welle aufgekeilt ist. Diese wird im
Augenblick, wenn der Schlitten in die Mulden ein- und wieder austritt, wenn also der
Tisch stehen bleibt, durch eine am Schlitten angebrachte Nase und einen auf der
Welle aufgekeilten Daumen in hin- und hergehende Bewegung gesetzt, wodurch der
Backstein über den Tisch hinaus auf das endlose Band geschoben wird. Gabel, Hebel
und Band sind natürlich für beide Seiten der Maschine dieselben, und jeder Schlitten
setzt eine Seite in Bewegung.
Genügen zwei Pressungen nicht, um aus vielleicht sehr geringem Material gute Steine
zu erzielen, so läßt sich leicht die Rollenbahn abändern und der eine der
Thonschneider absperren, so daß die Maschine einfach wird, jeder der Backsteine
aber, indem er nun unter beide Schlitten tritt, vier Pressungen erhält.
Bei der beschriebenen Anordnung ist es klar, daß bei jeder Bewegung des Tisches, oder
bei jeder Umdrehung der Welle C zwei Formen frisch
gefüllt, 4 Backsteine gepreßt und zwei fertige abgeliefert werden. Nun macht die
Welle C 28 Touren, die Uebersetzung der conischen Räder
zur Bewegung der Scheibe B ist 1 : 4, diese macht somit
7 Umdrehungen und braucht, da der Tisch 14 Mulden enthält, 14/4 Touren um ihn einmal
zu drehen. Der Tisch macht demnach zwei Touren. Dieß gibt eine Leistungsfähigkeit
von 2 . 2 . 14 = 56 Steine per Minute oder
56 . 60 . 10 = 33600 Steine
per Tag oder 10 Stunden. – Der Druck, den ein
Backstein erhält, ist nach Angabe des Fabrikanten circa
40 Tonnen. Derselbe kann aber, ohne die Maschine zu beeinträchtigen, angestellten
Versuchen gemäß auf 330 Tonnen gesteigert werden. Zum Betrieb der Vorrichtung sind
durchschnittlich 12–16 Pferdekräfte erforderlich.
Bradley und Craven stellen
auch einfach wirkende Maschinen nach dem gleichen Princip dar, welche 15000
Backsteine per Tag machen. Der Preis der letzteren ist
500 Pfd. Sterl., der oben beschriebenen 1000 Pfd. Sterl.
Bei der Ausstellung der Agricultural-Society im Juli 1859
wurden diese Maschinen (wenn auch noch nicht die große beschriebene) zum erstenmal
der allgemeinen Prüfung unterworfen. Die Preiscommission sprach sich über deren
Leistung sehr günstig aus, und ertheilte der Erfindung eine Medaille. Da mit der
dießjährigen Ausstellung keine Concurrenz in Backsteinmaschinen verbunden war, so
führen wir in Folgendem Einiges aus dem Berichte des damaligen Preisgerichts an,
wobei nicht zu vergessen ist, daß die Erfindung seit zwei Jahren die wesentlichsten
Verbesserungen erhalten hat. Der Bericht sagt unter Anderm:
„Unsere wichtigsten Versuche bezogen sich auf Maschinen zur Darstellung
von Backsteinen etc., von welchen namentlich eine
besondere Aufmerksamkeit erregte, und in der That der anziehendste Gegenstand
der Ausstellung war. Sie bezweckt, harten trockenen Lehm direct von der Grube
ohne einen Tropfen Wasser in gute, harte Backsteine zu verwandeln. Es ist nicht
nöthig, daß der Lehm rein sey, indem der Proceß des Zermalmens und Mischens Kies
und kleine Steine in das gleiche Pulver, wie den Lehm selbst, verwandelt. Die
Backsteine werden durch Austreiben der Luft aus der Masse mittelst einer starken
Pressung erzeugt, wodurch dieselbe die nöthige Cohäsion erhält. Der fliegende
Staub im ersten Augenblick ist im nächsten ein trockener, solider Backstein und
so fest, daß er für inneres Gemäuer nicht einmal gebrannt zu werden braucht. Wir
haben zu beachten, daß trockener Lehm 15–20 Proc. Wasser enthält, welches
die Adhäsion befördert. Die erzeugten Backsteine sind sehr schwer und für
inneres Mauerwerk ausgezeichnet, sowie für Fundamente und für große solide
Gebäude besonders zu empfehlen. – – – Wir hatten die
Genugthuung, die meisten unserer Collegen mit uns in Betreff der Nützlichkeit
und Neuheit der Anwendung dieses Processes auf Backsteinfabrication
übereinstimmen zu sehen, und gewährten den Erfindern einstimmig die silberne
Medaille der Gesellschaft.“
So große Vortheile die Darstellung der Backsteine nach dem Bradley und Craven'schon Verfahren bietet, so
wird doch die Anwendung ihres Productes nicht in allen Fällen thunlich seyn. Gerade
aber wo schwere Steine nöthig und nützlich sind, dürfte diese neue Darstellungsweise
alle anderen verdrängen, und die unausgesetzten Versuche und kostspieligen
Veränderungen und Verbesserungen, welche die Erfinder an ihren Maschinen in den
verflossenen zwei Jahren zu machen im Stande waren, beweisen, daß ihr Product
anfängt, sich die gebührende Geltung zu verschaffen.
Tafeln