| Titel: | Ueber den derzeitigen Stand des Bessemerprocesses. |
| Fundstelle: | Band 169, Jahrgang 1863, Nr. XI., S. 31 |
| Download: | XML |
XI.
Ueber den derzeitigen Stand des
Bessemerprocesses.
Aus der berg- und hüttenmännischen Zeitung,
1863, Nr. 9 und 10.
Mit Abbildungen auf Tab.
I.
Ueber den derzeitigen Stand des Bessemerprocesses.
Nach Tunner's Bericht über die Londoner
Industrie-Ausstellung vom Jahre 1862 ist das Bessemern in Schweden auf neun
Hütten (zu Högbo bei Gefle auf dem Werke von Göranson, zu
Klostereisenwerke in Dalekarlien, Carlsdahleisenwerke in Nerica,
Siljansforßeisenwerke in Dalekarlien, Säfvenäs, Westanforß, Svabenswerk, Schißhyttan
und Gebansvind) theils
schon in Ausübung, theils in der Einrichtung begriffen; ferner in Ausführung zu
Seurin-sur-l'Isle in Frankreich, in Ostindien zu Beypoor in Madras
u.a. Man ist nach Tunner in Schweden bei den
unbeweglichen cylindrischen Schachtöfen mit horizontalen Düsen am Boden, wie sie von
Grill beschrieben sind, stehen geblieben. Dieselben
scheinen im Vergleich mit den englischen beweglichen Retortenöfen sich für kleinere
Production zu eignen; hinsichtlich der praktischen Tauglichkeit beider Ofenarten
dürfte ein wesentlicher Unterschied nicht vorhanden seyn. Als alleiniger Fortschritt
zu Edsken ist die Anwendung zweckmäßig construirter Gebläse mit zwei nebeneinander
liegenden (Mindern zu bezeichnen, welche zu Motoren je nach Umständen ein Wasserrad
oder eine liegende Dampfmaschine von 100 Pferdestärken haben. Der Proceß selbst wird
noch immer in der von Grill beschriebenen WeisePolytechn. Journal Bd. CLII S. 118, Bd. CLIII S. 277 und Bd. CLVIII S.
364. ausgeführt, indem man das flüssige Roheisen direct aus dem Hohofen in den
Bessemerofen schafft und die Entkohlung gleich so weit treibt, als es nach dem
darzustellenden Producte geschehen muß. Trotz der Behauptung Bessemer's dürfte man bei diesem Verfahren nicht im Stande seyn, besonders
bei den weicheren Stahlsorten, einen dichten Guß und ein Product von bestimmten
Eigenschaften stets zu erlangen, und ist in dieser Beziehung das englische Verfahren
vorzuziehen, bei welchem man zur Stahlerzeugung den Frischproceß weiter fortsetzt,
also mehr Kohle verbrennt, und dann etwas flüssiges Siegener Spiegeleisen
nachgibt.
Nach Bessemer's Ansicht geschieht dieses, um etwas
Silicium wieder in das Product zu bringen – da ersteres sich früher
abscheidet als der Kohlenstoff – und dadurch porenfreie, dichte Gußblöcke zu
erhalten. Wahrscheinlicher ist Tunner's Ansicht, nach
welcher bei der anfangs fast völligen Verbrennung des Kohlenstoffs ein mehr
bestimmtes, leichter zu erkennendes und mehr Sicherheit gewährendes Stadium erreicht
wird und außerdem die fremden Unreinigkeiten sich besser abscheiden, so daß man ein
ursprünglich schlechteres Roheisen verwenden kann. Der Zusatz von Spiegeleisen dient
demnach nur dazu, den zu Stahlbildung erforderlichen Kohlenstoff in das Product zu
bringen. Wollte man noch erhitzten Wind hinzufügen und vor dem Nachtragen des
Spiegeleisens durch eine schnell zu nehmende Probe den Zustand der Masse noch
genauer prüfen, so dürfte die Sicherheit bei Erzeugung eines bestimmten Productes
noch größer werden. Die Thatsache der dichteren Rohgüsse bei diesem Verfahren läßt
sich dadurch erklären, daß durch die zuletzt weiter getriebene Verbrennung von Eisen eine
höhere Temperatur und dadurch eine sehr flüssige Masse erzeugt wird, welche dichtere
Güsse zur Folge hat. Bei der Gutartigkeit des schwedischen Roheisens läßt sich
dieses aus dem Hohofen ohne weiteres in den Bessemerofen abstechen; das schlechtere
englische graue Roheisen muß zuvor in Flammöfen umgeschmolzen werden, indem dabei
eine Reinigung desselben stattfindet und eine größere Auswahl der zu verwendenden
Roheisensorten getroffen werden kann. Wo ein Hohofen vorhanden ist und gutes
Roheisen erfolgt, kann ein directes Abstechen des letzteren in den Bessemerofen
geschehen; je unreiner das Roheisen, um so nöthiger ist ein Umschmelzen.
Der verhältnißmäßig immer noch sehr geringe Absatz von Bessemerstahl in Schweden wird
sich nach Tunner steigern, sobald man statt des theuren
Instrumentenstahls Massengußstahl für die eigenen Eisenbahnen und Maschinenfabriken
oder rohe Gußblöcke für Fabriken erzeugen wird und für Stangenstahl sich nicht an
die Preise des Gußstahls, sondern an jene des Cement- und Schmelzstahls hält.
Je nachdem man beim Bessemern schwedisches oder englisches Roheisen nimmt, erfolgt
ein im Bruchansehen sehr verschiedenes Product, worin allein der verhältnißmäßig
größere Fortschritt des Processes in Schweden, als in England, seinen Grund hat.
Jedenfalls sind beim Bessemern in England und Schweden seit einer fünfjährigen
Lehrzeit ungleich mehr Fortschritte gemacht, als dieses bei Einführung des Puddelns
in gleichem Zeitraume der Fall gewesen ist. Es hat mehrere Jahrzehnte erfordert, dem
Puddeleisen anstatt des Herdfrischeisens Geltung zu verschaffen, und es wird dem
Bessemermetall wohl nicht viel besser ergehen, obwohl zur Zeit die mehr verbreitete
Wissenschaft dazu beitragen wird, die Ansichten schneller zu klären und eine
raschere Vervollkommnung des Processes zu veranlassen. Das Bessemern ist für
einzelne Artikel bereits eine rentable Fabricationsmethode geworden, welche sich
jedenfalls halten und die älteren Frischmethoden immer mehr ersetzen wird.
In dem erwähnten Bericht über die Londoner Ausstellung gibt Tunner folgende auf eigene Anschauungen begründete und durch die hier
benutzten Zeichnungen erläuterte Beschreibung des Bessemerns auf den Atlas-Steel- and Iron-Works von John Brown u. Comp. zu
Sheffield mit kurzen Bemerkungen über das unmittelbar daneben gelegene ältere Werk
des Hrn. Bessemer.
Man verwendet auf dem Atlaswerke zum Bessemern meist graues englisches Kohksroheisen,
aus weichen, nicht quarzigen Roheisensteinen erblasen, und an 5 bis 10 Proc. meist
aus Deutschland bezogenes Spiegeleisen. Zum Umschmelzen des Roheisens liegen 7 Fuß
über der Hüttensohle drei
größere Flammöfen, für 60 Ctr. graues Roheisen jeder, und ein kleiner für 5 bis 10
Ctr. Spiegeleisen. Das umgeschmolzene Eisen gelangt zunächst in eine Rinnenleitung,
welche auf der Flammofensohle eingegraben ist, dann in eine mit Sand ausgeschlagene,
theils aufgehängte, theils unterstützte eiserne Rinne mit zwei Abbiegungen und am
Ende mit einem losen Rinnenstück versehen, welches das Roheisen in den geneigten
Bessemerofen führt, was nur 3 Minuten Zeit in Anspruch nimmt.
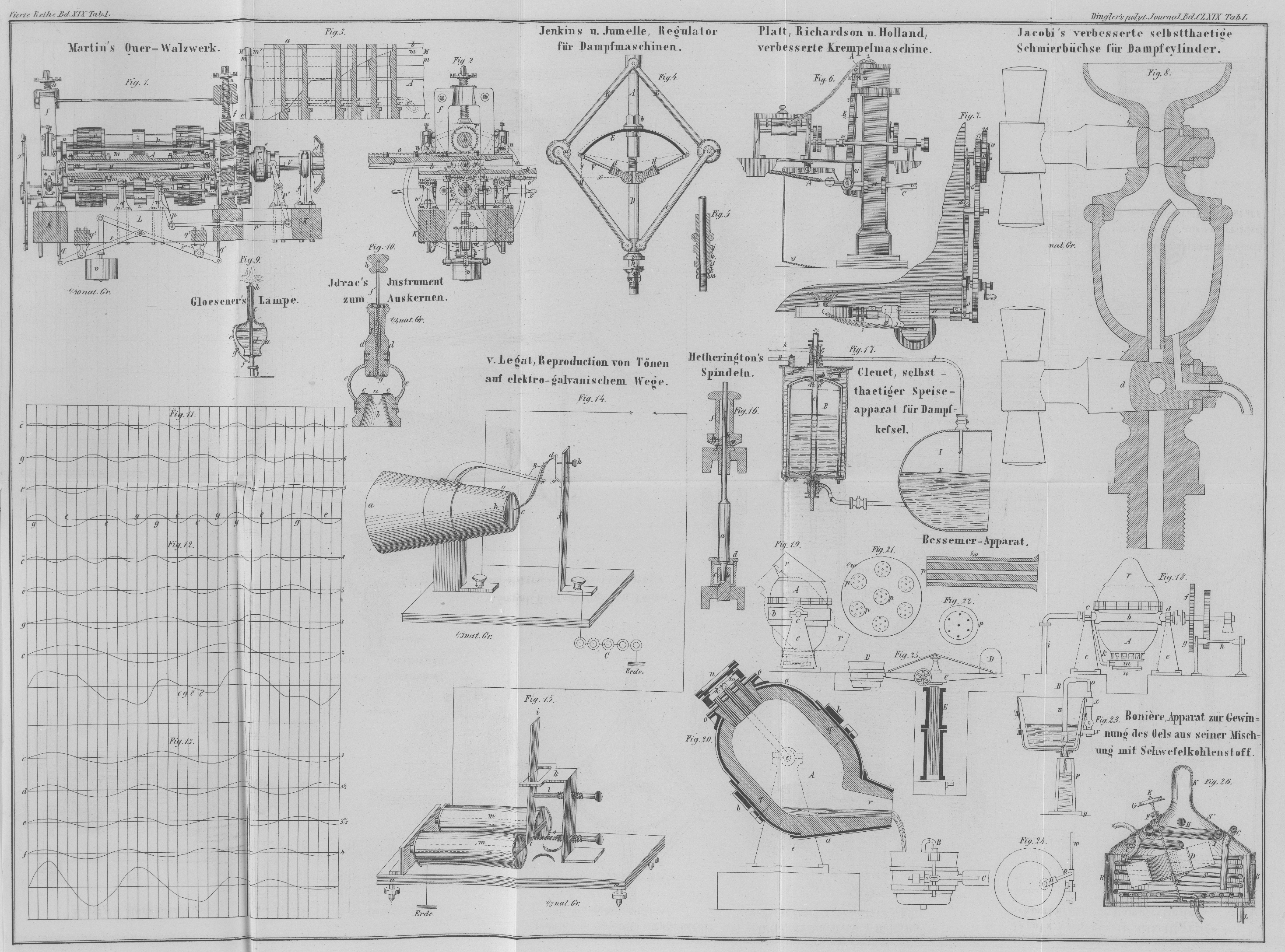
Der Bessemerofen A (converting
vessel, Fig. 18 bis 20 der betreffenden
Abbildungen, von denen Fig. 18, 19 u. 25 in 1/80, Fig. 20, 23 und 24 in 1/40,
21 in
1/20 und Fig.
22 in 1/10 der natürlichen Größe gezeichnet sind) hat Retortenform,
besteht äußerlich aus zusammen genietetem starken Kesselblech a und ist in der Mitte mit einem schmiedeeisernen Ringe b umgeben, welcher auf Achsen c und d in Lagern ruht. Diese werden von auf
der Hüttensohle befestigten Ständern e getragen. Während
die an ein doppeltes Vorgelege von Zahnrädern f und g gekuppelte Achse d durch
eine Kurbel bei h gedreht werden kann, wird durch die
Achse c mittelst der Röhren i und k Wind in den im Retortenboden
befindlichen Windkasten m geführt. Zur raschen Bewegung
der Kurbel h sind, obgleich die Vorgelege eine 60fache
Vergrößerung der Kraft geben, 3 bis 4 Mann erforderlich.
Die Bodenplatte n des Windkastens m läßt sich abschrauben und wird durch Umlegen und Festknüpfen einer
wiederholt naß gemachten Schnur äußerlich gedichtet; die ihr gegenüber liegende
Bodenplatte o der Retorte (Fig. 20) enthält in
sieben Oeffnungen eingesteckte, aus gebranntem Thon gefertigte Düsen p (Fig. 21, 22), jede mit sieben
Zügen von 3/8 Zoll Durchmesser. Nach jeder Charge wird die Bodenplatte abgeschraubt,
die Züge mit einem Räumeisen aufgestoßen und schadhafte Formen, gewöhnlich nach
jeder zweiten oder dritten Charge, ausgewechselt.
Das seitwärts im Gebläseraum befindliche Gebläse besteht aus zwei liegenden Cylindern
von etwa 2 1/2 Fuß Durchmesser bei 3 Fuß Hub, durch zwei liegende Dampfcylinder
direct versorgt. Bei vollem Gange erfolgen per Minute
bei 17 bis 18 Pfund Pressung und 75 Wechseln (75 × 4 = 300
Cylinderentleerungen) an 4416 Kubikfuß Luft. Kolbengeschwindigkeit 7 1/2 Fuß. Die
Luft passirt vor ihrem Eintreten in den Ofen einen Regulator.
Vor dem Beginn der ersten Charge wird die eiserne Retorte mit einem feuerfesten, an
100 Chargen aushaltenden thonigen Quarzgestein, Ganister, aus der Umgegend von
Sheffield, ausgekleidet, indem man dasselbe mittelfein pocht, etwas befeuchtet und
nach Schablonen einstampft, durch eingebrachte Kohks eintrocknet und vorwärmt, und
darauf eine Hand voll
Kochsalz streut, welches oberflächlich auf der Masse q
(Fig. 20)
eine Glasur bildet und deren Ablösung verhindert.
Soll die erste Charge beginnen, so glüht man den aufrecht stehenden und mit etwas
Wind versehenen Ofen (Fig. 18, 19) mittelst einiger
Kubikfuß Kohks durch, stürzt denselben zur Entfernung der Kohksasche ganz um, bringt
ihn dann bei abgestelltem Wind in eine mehr horizontale Lage bei aufwärts stehendem
Halse r, und läßt etwa innerhalb 2 Minuten Chargen von
drei Tonnen = 60 Ctr. graues Roheisen aus dem Flammofen in den Bessemerofen
einfließen, wobei das Eisen unter dem Niveau der Formöffnungen bleiben muß. Man gibt
gleichzeitig rasch Wind und bringt den Ofen in die aufrechte Stellung, wobei das
Eisen sofort in heftige Bewegung geräth und zuerst Silicium neben etwas Eisen und
wenig Kohlenstoff, dann letzterer mehr oxydirt wird.
Man beurtheilt den Verlauf des Processes nach den Erscheinungen in Flamme, Rauch und
Funken, welche aus dem mit feuerfesten Ziegeln ausgekleideten Retortenhals r treten, in einem nischenartig hergestellten Mantel
gesammelt und, was nicht zu Boden fällt, von hier in die Esse geführt werden. Das
Frischen läßt sich in drei Perioden eintheilen; in den ersten 5 bis 6 Minuten zeigt
sich eine weniger starke schwach leuchtende, röthlichbraune bis gelbliche Flamme,
dünner Rauch und ein Auswerfen von ziemlich viel rauschenden oder strahlenden Funken
von verbrennendem Eisen. In der zweiten, gleiche Zeit dauernden Periode werden unter
heftiger Bewegung in der Masse und unter schwachen Explosionen kleine Partien feurig
flüssiger Massen, hauptsächlich von Schlacken ausgeworfen; in der hierauf
beginnenden dritten, wieder 5 bis 6 Minuten dauernden Periode treten, unter
Nachlassen des intensiven Leuchtens, in der Flamme einzelne Partien von
verschiedenen Färbungen, namentlich violette, grünliche und bläuliche Nüancen auf,
dann nimmt die Flamme rasch ab, erscheint zuvor immer weniger gefärbt, die Bewegung
im Inneren wird ruhiger und es ist jetzt der Zustand eines nahe völlig entkohlten
Eisens vorhanden. Man stellt sodann den Ofen wieder horizontal und den Wind ab, läßt
etwa innerhalb 1 Minute flüssiges Spiegeleisen hinzu und kippt unter gleichzeitiger
Windzulassung den Ofen rasch wieder auf, wobei sich das Spiegeleisen mit dem
gefrischten Eisen mischt. Dann läßt man den Ofen unter Abstellung des Windes gleich
wieder nieder in die horizontale Stellung, so daß das ganze Manoeuvre nur 1/2 Minute
bis zu dieser Ofenstellung währt. Die Blasezeit, während welcher die Windzuleitung
durch einen Steuermann, der zwischen dem Gebläseraum und Bessemerofen an einem
Postamente mit Drehhebeln und Zeiger sich befindet, besorgt wird – dauert
danach 17 bis 18 Minuten, worauf man das flüssige Metall in einen Gußkessel B (Fig.
20, 23, 24, 25) entleert. Dieser ist an dem einen Ende eines Balanciers C, dessen anderes Ende mit einem Gegengewicht D versehen ist, befestigt und ruht in der Mitte auf der
Kolbensäule einer hydraulischen Hebevorrichtung E. Den
Zutritt des Wassers unter den Hebekolben regulirt ebenfalls der Steuermann. Der
drehbare Gußkessel wird vor dem Gebrauche mit fettem Sand ausgestrichen und in
umgestürzter Lage über einem Kohksfeuer getrocknet. Am Boden ist derselbe mit einem
Gußloche s versehen, in welches ein conischer
schmiedeeiserner, mit Lehm überzogener und getrockneter Zapfen t paßt. Die den Zapfen haltende, theilweise mit Thon
beschlagene Eisenstange u (Fig. 23, 24) ist winkelförmig
gebogen, und ihr verticales Ende v (Schubstange) läßt
sich mittelst eines einarmigen Hebels w in zwei Falzen
x senkrecht auf und nieder bewegen. Der mit dem
einen durchlochten Ende an einen am Kessel befestigten Stift gesteckte Hebel w nimmt mit einer länglichen Durchbrechung zwischen
beiden Enden einen an der Schubstange v befestigten
Stift auf und gestattet so, am freien Ende mit der Hand gefaßt, die Hebung und
Senkung des Zapfens t.
Behufs Füllung des Kessels führt man denselben mittelst des hydraulischen Krahnes E, C unter den Hals des mehr und mehr zu neigenden
Bessemerofens (Fig.
19, 20) und transportirt den gefüllten Kessel mittelst dieses Krahnes über
die im Halbkreise in einem 4 bis 5 Fuß unter der Hüttensohle tiefen Raume
aufgestellten 7 bis 8 Gußformen F (Fig. 23). Diese, aus
Gußeisen schwer gefertigt und mittelst eines Drehkrahnes zu transportiren, werden
nach einander in der Weise gefüllt, daß man zur Regulirung der Stärke des Gußstromes
den Zapfen t passend hebt, wobei die Unreinigkeiten auf
der Oberfläche im Kessel bleiben. Die über einer rauchenden Theerflamme geschwärzten
Formen, im Querschnitt quadratisch mit abgenommenen Kanten, haben 2 Zoll
Fleischstärke, sind 3 1/2 bis 4 1/2 Fuß hoch und erweitern sich, zur Begünstigung
des freien Einfallens des Metallstromes ohne Berührung der Wände, von 8 bis 17 Zoll
oben auf 9 bis 18 Zoll unten, wo sie auf einer eigenen Bodenplatte y stehen. Ist die Form bis zu 2 bis 3 Zoll unter den
Rand gefüllt, so ebnet man den noch leeren Raum mit Sand aus, legt eine Eisenplatte
auf die Form, drückt diese mit einem Keil nieder, und steckt rasch eine Querstange
durch am Rande der Form angebrachte Henkel. Hierdurch, so wie auch durch leises
Anklopfen mittelst eines Hammers an die Form, soll ein dichter Guß erzielt werden.
Sobald die Gußblöcke von 4 bis 4 1/2 Fuß Höhe erstarrt sind, hebt man mit dem Krahn
die Formen ab und bringt die noch glühenden Blöcke, wenn möglich, für die weitere
Bearbeitung gleich in einen Flammofen.
Nach Entleerung seines Inhaltes wird der Gußkessel B
umgestürzt und von Ansätzen gereinigt. Derselbe kann auch mittelst einer
mechanischen Vorrichtung am Balancier C gedreht und sein
Inhalt über den Rand ausgegossen werden, wenn etwa das Gußloch s verwachsen ist oder der Verschlußzapfen t nicht mehr gehoben werden kann.
Man macht auf dem Atlaswerke täglich nur drei Chargen: Morgens, Mittags und Abends,
weil das Umschmelzen des Roheisens nicht schneller geht und der Frischofen sich
gehörig abkühlen muß, was zur Erhaltung seiner inneren Ausfütterung wesentlich
beiträgt. Von 60 Ctr. eingeschmolzenem Roheisen erhält man nahezu 45 bis 50 Ctr.
rohe Gußblöcke und nur wenig Schaleneisen, was einem Eisenverlust von 17 Proc.
entspricht. Da in Schweden 12 Procent Verlust beim Frischen erfolgen, so kommen in
England nur 5 Proc. auf das Umschmelzen, welcher geringe Abfall an Schaleneisen sich
durch die vollkommene Einrichtung, namentlich durch das größere Chargengewicht
erklärt, auch zum Theil wohl seinen Grund in der größeren Leichtflüssigkeit des
englischen unreinen Materials hat. Die Kosten des Umschmelzens dürften per Centner roher Gußblöcke etwa 1/2 fl. österr. Währ,
betragen.
Man verarbeitet die Gußblöcke hauptsächlich zu Eisenbahnschienen, wozu ein jeder
zuerst zwei Glühhitzen erhält, um flach und sodann in Gesenken vorgeschmiedet zu
werden. Das Auswalzen zum fertigen Rail erfolgt in weiteren zwei Glühhitzen und 12
Kalibern, ohne daß dabei eine Schweißhitze vorkommt. Der Abbrand bei dieser
Verarbeitung zu fertigen Rails kann nur 5 bis 6 Proc. betragen; an Ausschuß und
Enden mögen 15 bis 20 Proc. zu rechnen seyn. 1 Tonne Rails kostet 18 Pfd. Sterl. 10
Sh. Außer zu Rails wird der Bessemerstahl, vorher zu 2 bis 3 Zoll dicken und 2 bis 3
Fuß breiten Platten gegossen, zur Herstellung von Kesselblechen benutzt, während das
aus englischem Roheisen erzeugte Bessemermetall nicht für andere, mehr delicate
Artikel, z.B. Panzerplatten, Tyres und Achsen, sich eignet. Dagegen gestattet der in
Schweden erzeugte Bessemerstahl eine vielseitigere Anwendung und liefert
ausgezeichnete Producte (Draht, Schreibfedern, Feilen, feinste Eisenbleche,
Stangenstahl, Rails, Tyres, Achsen, Maschinentheile, geschmiedete Kanonen u.s.w.).
Auf der Londoner Industrie-Ausstellung waren die vorzüglicheren Producte in
Bessemer's eigener Ausstellung aus Rohstahlgüssen
gefertigt, die aus Schweden bezogen werden. Es sollen von F. Göranson in Schweden schon über 20,000 Ctr. Eingüsse nach England gesendet
seyn. In dem einen Ofen des Atlaswerkes sind bereits 12,000 Ctr. Bessemerstahl
erzeugt und es wird ein zweiter Ofen hergestellt; auch richtet man auf Cyclops
Stahlwerk in Sheffield das Bessemern ein und dasselbe wird bei beweglichen Flammöfen und
continuirlichem Betriebe auf den Tudhoewerken ausgeführt.
Neben dem Atlaswerke, wovon Tunner in seinem oben
angeführten Berichte einen Situationsplan neben Detailszeichnungen von dem
Bessemerapparat mittheilt, liegt das ältere Etablissement von Bessemer selbst, welches weniger zweckmäßig eingerichtet ist, als dieses.
Die Flammöfen zum Umschmelzen des Roheisens liegen auf der Hüttensohle, das flüssige
Roheisen wird in Gußkessel abgestochen, diese mittelst eines Krahnes gehoben und in
den geneigten Retortenofen entleert, wozu immer 5 Minuten Zeit gehen. Die Charge
beträgt nur 20 bis 30 Ctr. graues Roheisen und 2–3 Ctr. Spiegeleisen, die
Blasezeit 23 Minuten und der Wind wird mit einer Pressung von 15 Pfund durch 9
× 4 = 36 Düsen eingeführt.
Das von Bessern er ausgestellte Homogeneous Iron von großer Festigkeit und außerordentlicher Härte wird
erhalten, indem man auf 2 Theile des im Bessemerofen erfrischten flüssigen
Stabeisens 1 Theil Roheisen zusetzt. Dieses noch schmiedbare, aber nicht mehr
schweißbare Metall, welches für manche Zwecke, z.B. zu Quetschwalzen für quarzige
Gesteine, sehr tauglich seyn müßte, entspricht nach Tunner dem längst bekannten unschweißbaren Gußstahl.Man s. Tunner's Bemerkungen darüber im polytechn.
Journal Bd. CLXVIII S. 462.
Tafeln