| Titel: | Die Faß-Fabrication durch Maschinen im Arsenal zu Woolwich; von Anton v. Gasteiger. |
| Fundstelle: | Band 169, Jahrgang 1863, Nr. CVIII., S. 410 |
| Download: | XML |
CVIII.
Die Faß-Fabrication durch Maschinen im
Arsenal zu Woolwich; von Anton v. Gasteiger.
Aus den Mittheilungen des
nieder-österreichischen Gewerbevereins, 1863 S. 531.
Mit Abbildungen auf Tab.
VI.
v. Gasteiger, über die Faß-Fabrication durch Maschinen im
Arsenal zu Woolwich.
Es ist die Zähigkeit bekannt, mit welcher die Binder an ihren herkömmlichen
Werkzeugen, wie Handgriffen festhalten – eine Zähigkeit, an welcher die
meisten Versuche der Einführung verbesserter Werkzeuge in die Binderei scheiterten.
Ebenso ist bekannt, daß sich dieses Gewerbe bei uns noch nicht zum fabrikmäßigen
Betriebe emporgeschwungen, es dürfte somit nicht ohne Interesse seyn, einige Andeutungen über die
fabrikmäßige Darstellung von Fässern im Arsenal zu Woolwich in diese Blätter
aufzunehmen.
Hr. Anton v. Gasteiger lieferte eine Abhandlung über
diesen interessanten Industriezweig. Er sagt: „Die Fabrication der
Pulverfässer wird im Arsenal zu Woolwich mit einer Genauigkeit, Schönheit und
Schnelligkeit erzielt, die überrascht und um so interessanter erscheint, da mit
denselben Maschinen auch Fässer zur Aufbewahrung von Flüssigkeiten erzeugt
werden könnten.“
Acht verschiedene Operationen sind nöthig, bis das vollendete Product entsteht:
1) Die rohen Bohlen werden in die ungefähr nöthige Länge
mittelst Kreis-Sägen geschnitten.
2) Die Bohle(Pfostenstück) wird dann von der
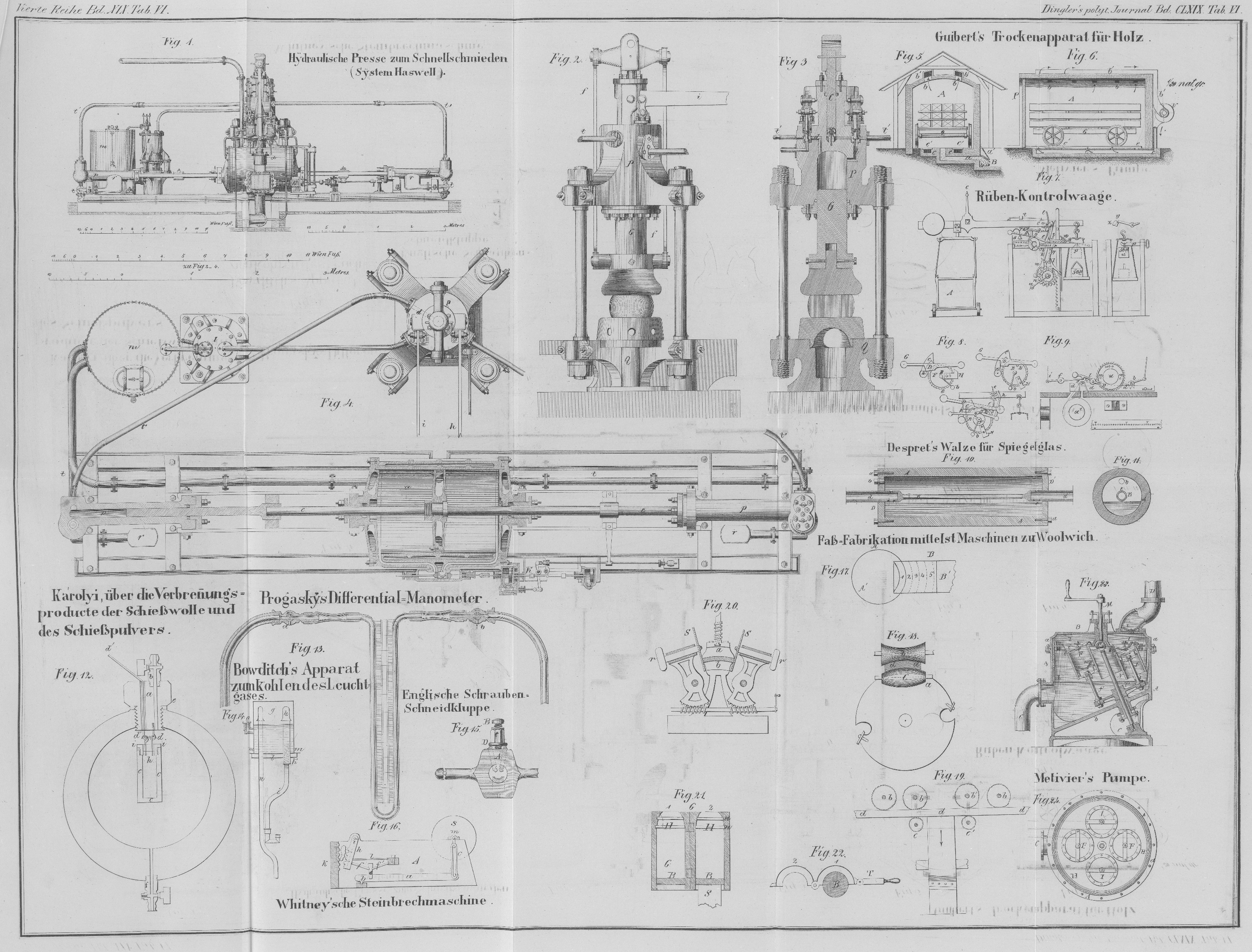
Cylinder-Säge in einzelne Dauben geschnitten. Der Kreis A (Fig. 17) stellt die
Cylinder-Säge vor, B die Bohle, 1, 2 .... 6 die
einzelnen Stücke (Dauben), in welche die Bohle zerschnitten wird.
Das Holz B wird auf den Support befestigt, welcher eine
zweifache Bewegung zuläßt; die eine, parallel zur Cylinder-Achse, durch diese
Bewegung, verbunden mit der rotirenden des cylindrischen Sägeblattes, erfolgt das
Durchschneiden des Holzes, und eine zweite zu und von dem Cylinder, wodurch das Einstellen bewirkt wird, um
einen neuen Schnitt machen zu können. Ein Rand, an welchen die Bohle angestoßen
wird, bedingt die stets gleich dicke Schneidung der Dauben. Ehe man den Abfall 6
sich bilden läßt, schiebt man die nächste Bohle B'
an.
3) Das Hobeln der geschnittenen Dauben auf der concaven
Seite. Die concave Seite der Daube ist für das Innere des Fasses bestimmt,
und um dieselbe glatt zu machen, dient eine Hobelmaschine von einfacher
Construction. Das derselben zu Grunde liegende System dürfte durch Fig. 18 und 19
versinnlicht seyn.
a ist die Trommel, welche die Hobeleisen trägt und sich
mindestens tausendmal per Minute um ihre Achse bewegt;
b, b, c, c' sind geriffelte Führungswalzen; d, d stellt die zu hobelnde Daube vor. Das Hobeleisen
muß gegen die Trommel-Achse etwas geneigt seyn, um so ein successive tieferes
Abhobeln zu bedingen und ein Aufreißen der Holzfaser zu verhindern; dieß ist um so
nöthiger, als die Bewegungsrichtung der Hobeleisen senkrecht gegen die Richtung der
Fasern ist.
4) Biegung der Daube in einer eisernen Presse und Zurichtung
ihrer langen Kanten. Je eine Daube wird in eine Presse aus Gußeisen
gespannt, welche der Daube vollkommen die Biegung gibt, welche sie im fertigen
Fasse haben soll. Jedes Faß ist aber oben und unten dünner als in der Mitte, und
durch diesen verschiedenen Durchmesser ist eine verschiedene
Krümmung einer und derselben Daube (von der Mitte zunehmend gegen die
Enden) bedungen, wie deren verschiedene Breite, letztere
von der Mitte gegen die Enden abnehmend. Jene ebenen Flächen, an welchen die
einzelnen Dauben an einander stoßen, gehen jedoch verlängert durch die Achse des
Fasses.
Diesen Forderungen muß die Daube entsprechen. Ist dieß nicht der Fall, so leidet
entweder die gefällige Form des Fasses oder dessen Solidität; denn Fehler können
dann nur durch Nachhobeln beseitigt werden.
Die in Fig. 20
im Durchschnitt skizzirte Maschine gestattet das Einhalten aller erwähnten
Forderungen.
Durch die Presse a wird der Daube die entsprechende
Krümmung der Länge und Breite nach gegeben und durch die beiden verstellbaren
Kreis-Sägen S die gebogene Daube dann richtig
begrenzt. Die beiden Kreis-Sägen sind gemeinschaftlich, wie aus Fig. 20
ersichtlich, verstellbar, und zwar zu dem Zwecke, um Dauben für Fässer verschiedener
Dimensionen mittelst derselben Maschine herstellen zu können.
Die Ebenen der Sägeblätter schneiden sich in der Achse des Fasses und stehen daher
normal zu der Krümmung der Daube. Es ist klar, daß für die Darstellung von Dauben
verschiedener Größe auch die Matrize und Patrize a und
b der Presse geändert werden müssen.
Die Presse bewegt sich zwischen den beiden festgestellten Sägen langsam durch;
letztere werden durch die über die Riemenscheiben r, r
gehenden Treibriemen bewegt.
5) Vereinigung der Dauben an einem Ende durch Reifen. Das
Mittel zur Vereinigung der Dauben ist folgendes: Ein Gußeisenkörper G (Fig. 21) mit conoidischer
Höhlung H und beweglichem Boden B dient zur Aufnahme der richtig an einander gereihten Dauben, und die
Höhlung desselben entspricht in ihrer oberen Hälfte genau der äußeren Form einer
Faßhälfte. Außerdem sind jedoch zwei ringförmige Nuthen n zur Aufnahme zweier Eisenringe vorhanden. Die ganze Form besteht aus
zwei gleichen Theilen 1, 2, welche in Scharnieren beweglich sind, und wenn
zusammengeklappt, leicht an einander befestigt werden können. Der Stempel S einer hydraulischen Presse bewegt sich in der Form auf
und ab.
Die Vereinigung der Dauben geschieht somit, wie folgt: Die Form wird geöffnet und es
werden die Eisenreife eingelegt, hierauf die Dauben in gehöriger Zahl hineingestellt
und die Form mittelst T (Fig. 22)
zusammengehalten. Es befinden sich die Dauben tiefer als die eingelegten Eisenringe, müssen sonach erst
durch den Preßkolben der hydraulischen Presse gehoben werden, wenn sie in die
Eisenreifen gelangen sollen. Bei diesem Aufwärtsdrücken findet ein festes
Aneinanderpressen der einzelnen Dauben statt.
Die Eisenreifen liegen vollkommen in den Nuthen, daß ihre innere Fläche als
Fortsetzung der an dieser Stelle unterbrochenen conoidischen Fläche wirkt. Ward der
Boden B so weit gehoben, daß die Dauben in die Reifen
gelangten, so läßt man den Preßkolben der hydraulischen Presse sich senken; es senkt
sich auch der Boden B und nun nimmt man die Form aus
einander und das halb gebildete Faß heraus.
6) Erhitzen des Fasses im Innern und Vereinigen der Dauben am
anderen Faß-Ende mit Reifen. Das Faß wird nun über einen
Eisenblech-Cylinder mit durchlöchertem Mantel gestürzt. Der Cylinder ist mit
glühenden Kohlen gefüllt und diese bringen so dieselbe Wirkung hervor, wie das in
den Fässern angemachte Feuer der Binder. Es tritt nämlich eine Contraction der
Holzfaser an der Innenseite ein und dadurch ist nicht allein die gegebene Biegung
bleibend gemacht, sondern auch eine geringe Vorbiegung des Untertheiles erzielt.
Nachdem die Erhitzung eine genügende Zeit stattgefunden, bringt man das Faß in
umgekehrter Stellung in den Apparat, Fig. 21. Es wird somit
das andere Faß-Ende mit Reifen versehen. Das auf beiden Seiten bereifte Faß
wird nun wieder über den Darr-Cylinder gestürzt und einige Zeit der Erhitzung
ausgesetzt. Um jede Unterbrechung der Arbeit zu vermeiden, sind mehrere
Darr-Cylinder in Thätigkeit.
7) Die beiden Faß-Enden werden nun abgedreht und mit der
zur Aufnahme der Faßböden nöthigen Nuth versehen. Um das Rundlaufen des
Fasses auf der Drehbank rasch zu erzielen, dient ein conoidisches Futter an der
Spindel und ein eben solches Lager an der Lünette oder Mitteldocke (Hülfsdocke).
8) Einsetzen der Böden. Der aus einem Brete mittelst der
Bandsäge kreisrund geschnittene Boden des Fasses wird mit der Feder versehen, welche
in oberwähnte Nuth einzugreifen hat. Dieß geschieht auf einer Drehbank. Das Futter
zur Befestigung des Bodens ist eine Scheibe, mit vielen kleinen Zähnen versehen. Auf
diese wird der Boden aufgedrückt und die Zähne bewirken das Mitnehmen desselben. Da
die Scheibe wenig kleiner als der Boden ist, so ist sie auch ein einfaches Mittel
den Boden zu centriren.
Die Meißel sind in zweiarmigen Hebeln befestigt, welche feste Drehpunkte am Support
haben.
Das Einsetzen des Bodens ist Handarbeit und bedarf wohl keiner weiteren
Erklärung.
Tafeln