| Titel: | Maschine zum Durchstoßen oder Lochen der Bleche, von F. Hensell, Fabrikant in Louvroil. |
| Fundstelle: | Band 170, Jahrgang 1863, Nr. VIII., S. 29 |
| Download: | XML |
VIII.
Maschine zum Durchstoßen oder Lochen der Bleche,
von F. Hensell, Fabrikant in
Louvroil.
Aus Armengaud's Génie industriel, Juli 1863, S.
40.
Mit einer Abbildung auf Tab. I.
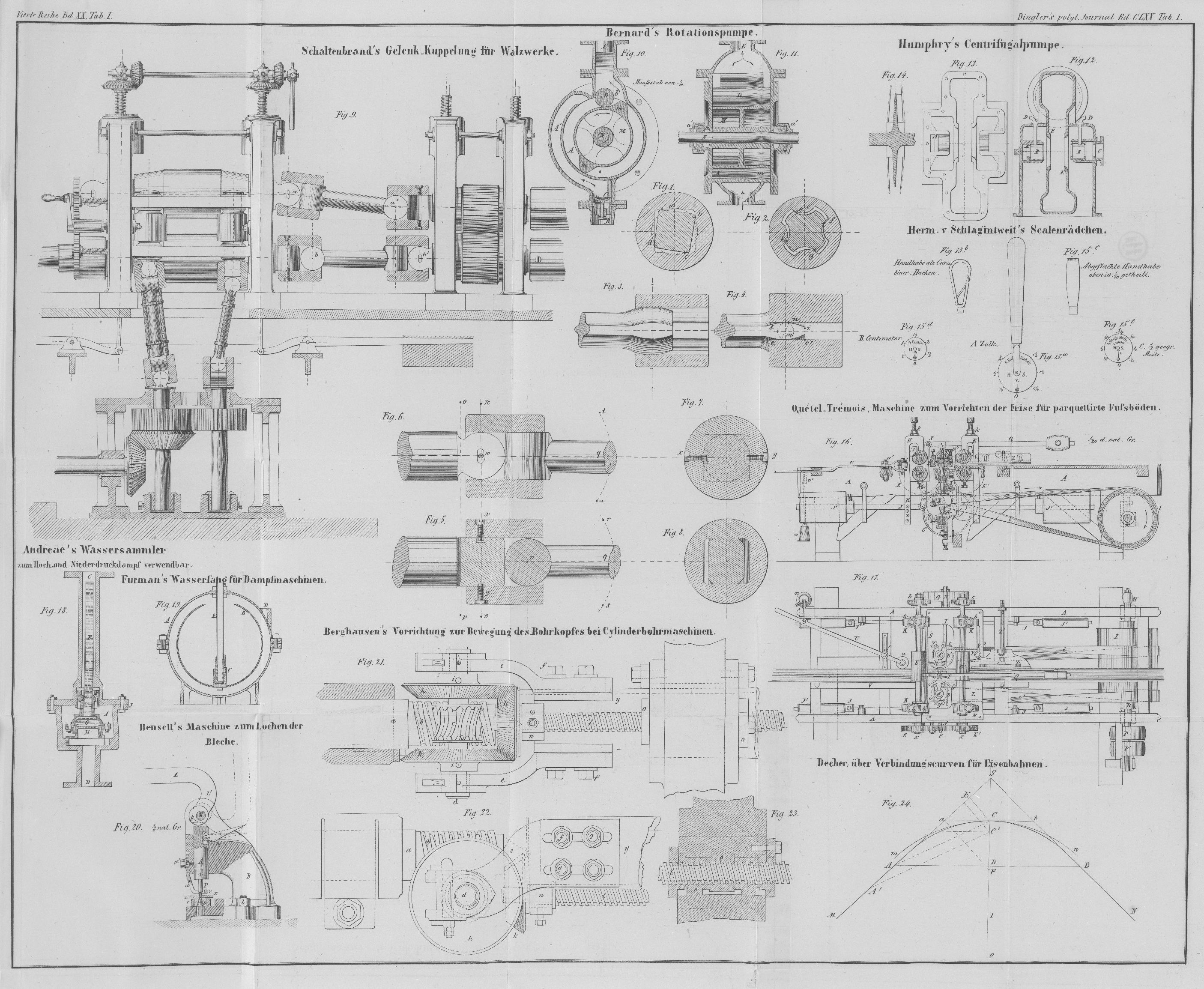
Hensell's Maschine zum Durchstoßen oder Lochen der
Bleche.
Die in Fig. 20
theils in der Ansicht, theils im Durchschnitt dargestellte Durchstoß-Maschine
für Bleche von H. Hensell zeichnet sich durch ihren
einfachen und mit geringen Kosten herzustellenden Bau aus. Ihre Wirkungsweise beruht
auf der Bewegung eines Excentrics, dessen Umdrehungsmittelpunkt auch zugleich als
Drehpunkt für den Bewegungshebel dient, wodurch es möglich wird, auf eine einfache
Weise eine große Verschiedenheit in der Länge des Kraftarmes und des Lastarmes
herbeizuführen, um die Leistung der Maschine zu erhöhen.
Die Construction der Maschine ist folgende:
Das Stempelstück A, welches seine Senkrechtführung in dem
mittelst starker Bolzen b dauerhaft auf den Boden
befestigten Maschinengerüst erhält, gleitet vertical herab und drückt den
Lochstempel P auf die Matrize p, die auf der Platte des Gerüstes B durch den
Lochring c festgehalten wird.
Der Kopf des Stempelstückes P nimmt direct den Druck des
Excentrics E auf, welches aus einem Stück mit dem
Treibhebel L geschmiedet ist, der sich um die Welle X dreht und ein Knie bei L'
hat, dessen Zweck weiter unten angegeben werden soll.
Der Obertheil des Gerüstes hat die Form einer offenstehenden Gabel, um einem
wellbaummartig wirkenden Hebel l freien Durchgang zu
lassen, der in einer Oeffnung e am Kopfe des
Stempelstückes angebracht ist und in derselben durch eine Schraube o festgehalten wird.
Ein Aufhalter a, der zu gleicher Zeit das Stempelstück
P bei seiner Bewegung senkrecht führt, ist zu diesem
Zwecke in eine Ruth des Gerüstes mittelst einer Schraube a' befestigt, die durch einen rechteckigen Schlitz in dem Kopfe des
Aufhalters gesteckt wird, so daß es möglich ist, den unteren Theil des Aufhalters
der Matrize mehr oder weniger zu nähern oder von ihr zu entfernen.
Wenn der Hebel L die in der Figur 20 punktirte
Stellung hat, das heißt, wenn sich das Excentric auf seinem festen Punkte befindet,
so schiebt man das zu lochende Blech unter den Lochstempel und legt genau den auf
ersterem vorgezeichneten Mittelpunkt des auszustoßenden Plättchens in die
Mittellinie des Stempels. Kippt man nun den Hebel um, so drückt das sich mit
demselben umdrehende Excentric den Lochstempel P herab
und bewirkt so das Durchstoßen des Bleches.
Sobald das Lochen stattgefunden hat, wird der Hebel wieder in seine frühere Lage
gebracht. Bei dieser Zurückdrehung, die man je nach Erforderniß ausdehnt, drückt das
Knie L' den wellbaumartigen Hebel nieder, der seinen
Drehpunkt n im Gerüste hat und in Folge dessen das
Stempelstück in die Höhe schiebt. Letzteres nimmt bei dieser aufsteigenden Bewegung
das ausgestoßene Blechplättchen x mit sich, welches dann
gegen den Aufhalter bei r stößt und herabfällt. Mit
dieser Werkzeugmaschine lassen sich leicht Löcher von 8–10 Millimeter
Durchmesser in ein 5–6 Millim. dickes Blech oder Löcher von 21 Millim.
Durchmesser in ein 3 Millim. starkes stoßen.
Man kann übrigens die Kraft dieser Maschine zufolge ihrer Wirkungsweise beliebig
vergrößern, wenn man dem Arm des Bewegungshebels das richtige Längenverhältniß zu
dem des Excentrics gibt. Eine jede solche Lochmaschine wird mit einem Sortiment von
Stempeln und Matrizen versehen, um Löcher von sehr verschiedenen Durchmessern stoßen
zu können. Die Matrize erhält dadurch eine zum Wechseln der Stempel passende
Einrichtung, daß man dieselbe nach unten etwas conisch gestaltet.
Tafeln