| Titel: | Apparat zum Anschleifen von Facetten nach vorgeschriebenen Winkeln; beschrieben von E. Hoyer. |
| Fundstelle: | Band 170, Jahrgang 1863, Nr. LXXIV., S. 257 |
| Download: | XML |
LXXIV.
Apparat zum Anschleifen von Facetten nach
vorgeschriebenen Winkeln; beschrieben von E. Hoyer.
Aus den Mittheilungen des hannoverschen Gewerbevereins,
1863 S. 183.
Mit Abbildungen aus Tab.
IV.
Hoyer, über einen Apparat zum Anschleifen von Facetten nach
vorgeschriebenen Winkeln.
Es gibt zur Bearbeitung der Metalle, des Holzes und anderer Materialien verschiedene
Werkzeuge, die nach bestimmten, durch die Erfahrung festgestellten Winkeln,
zugeschärft werden. Dieß Zuschärfen geschieht bei den größeren Werkzeugen aus dem
Rohen durch Feilen, nachträglich aber und bei kleineren Instrumenten ganz und gar
durch Schleifen. Die Operation des Schleifens hat aber gewiß deßhalb etwas
Mißliches, weil man nur durch längere Uebung den Zuschärfungswinkel nach dem
Augenmaaße (wie es gewöhnlich geschieht) zu bestimmen befähigt wird, zumal es sehr
häufig auch noch besonders darauf ankommt, daß die Durchschnittslinie zweier
anzuschleifenden Flächen in eine Lage zu bringen ist, die zu der geometrischen Achse
des Werkzeugs in bestimmter Beziehung steht.
Während z.B. bei einem Metall-Centrumbohrer diese Linie die Achse unter einem
rechten Winkel schneidet, macht dieselbe beim spitzen Metallbohrer damit einen
Winkel, der kleiner als 90 Grad ist. In beiden Fällen soll aber die Spitze des
Bohrers in die Achse fallen, um ein Unrundwerden des zu bohrenden Loches zu
verhüten.
Diese Bedingungen machen es nicht leicht, aus freier Hand und nach dem Augenmaaße das
Werkzeug richtig anzuschleifen.
In der Werkzeugsammlung der polytechnischen Schule zu Hannover befindet sich ein
sinnreich construirter Apparat, mit welchem es ermöglicht wird, die hervorgehobenen
Schwierigkeiten auf die leichteste Weise zu umgehen, indem man nicht allein damit im
Stande ist bestimmte Winkel anzuschleifen, sondern auch die Durchschnittslinie der
Facetten (respectiv den Durchschnittspunkt, wie er z.B. durch das Zusammentreffen
von vier Facetten beim zweischneidigen Bohrer gebildet
wird) in die Lage zu bringen, die man naturgemäß verlangen muß. Es schien mir darum
dieser Apparat einer Beschreibung und einer Empfehlung für Solche, die sich mit dem
Anschleifen dieser Werkzeuge befassen, wohl werth, um so mehr, da sich derselbe in
entsprechend größeren Dimensionen ausgeführt, in Maschinen- und anderen
Werkstätten, gewiß sehr nützlich und zeitsparend erweisen würde.
Das Princip dieses Instrumentes beruht darauf, daß man das anzuschleifende Werkzeug
in einer festen, von den verlangten Zuschärfungswinkeln
abhängigen Stellung gegen den sich drehenden
Schleifstein führt, der, ebenfalls in einer unveränderlichen Lage, dadurch auch nur
in bestimmter Weise etwas von demselben wegzunehmen vermag.
Um nun nach einem bestimmten Winkel eine Facette
anzuschleifen, ist das Werkzeug in eine Stellung zu bringen, in welcher es mit
irgend einer Ebene, die in einer bestimmten Lage zu dem Schleifstein gelegt wird,
den verlangten Winkel einschließt. Dieser Winkel aber kann zweierlei Art seyn und
dem entsprechend sind auch zwei Ebenen nothwendig, in Bezug auf welche die Stellung
beschafft werden muß. Die eine Ebene denkt man sich durch den Schleifstein gelegt
und zwar rechtwinklich zur Drehachse; die andere als Berührungsebene an den
Schleifstein in dem Punkte wo der anzuschleifende Gegenstand angehalten wird: sie
läuft also parallel mit der Drehachse. Die Achse des zuzuschärfenden Werkzeugs
bildet mit der ersten Ebene den sogenannten Facettenwinkel, mit der zweiten den
sogenannten Zuschärfungswinkel, welcher letztere somit durch Drehung um eine Achse
gebildet wird, welche der berührenden Ebene parallel, während der erstere durch
Drehung um eine Achse entsteht, welche parallel der anderen Ebene liegt. Durch diese
beiden letzten Bewegungen kann man also die erforderliche Lage erreichen, in welcher
gleichzeitig Zuschärfungs- und Facettenwinkel
anzuschleifen sind, wobei die anderen Bedingungen ohne weiteres mit erfüllt
werden.
Erwähnter Apparat ist so eingerichtet, daß beide Bewegungen damit ausgeführt werden
können und mit Vorrichtungen versehen, vermöge welcher die bedingte feste Stellung und Hinführung gegen den Schleifstein
gesichert ist.
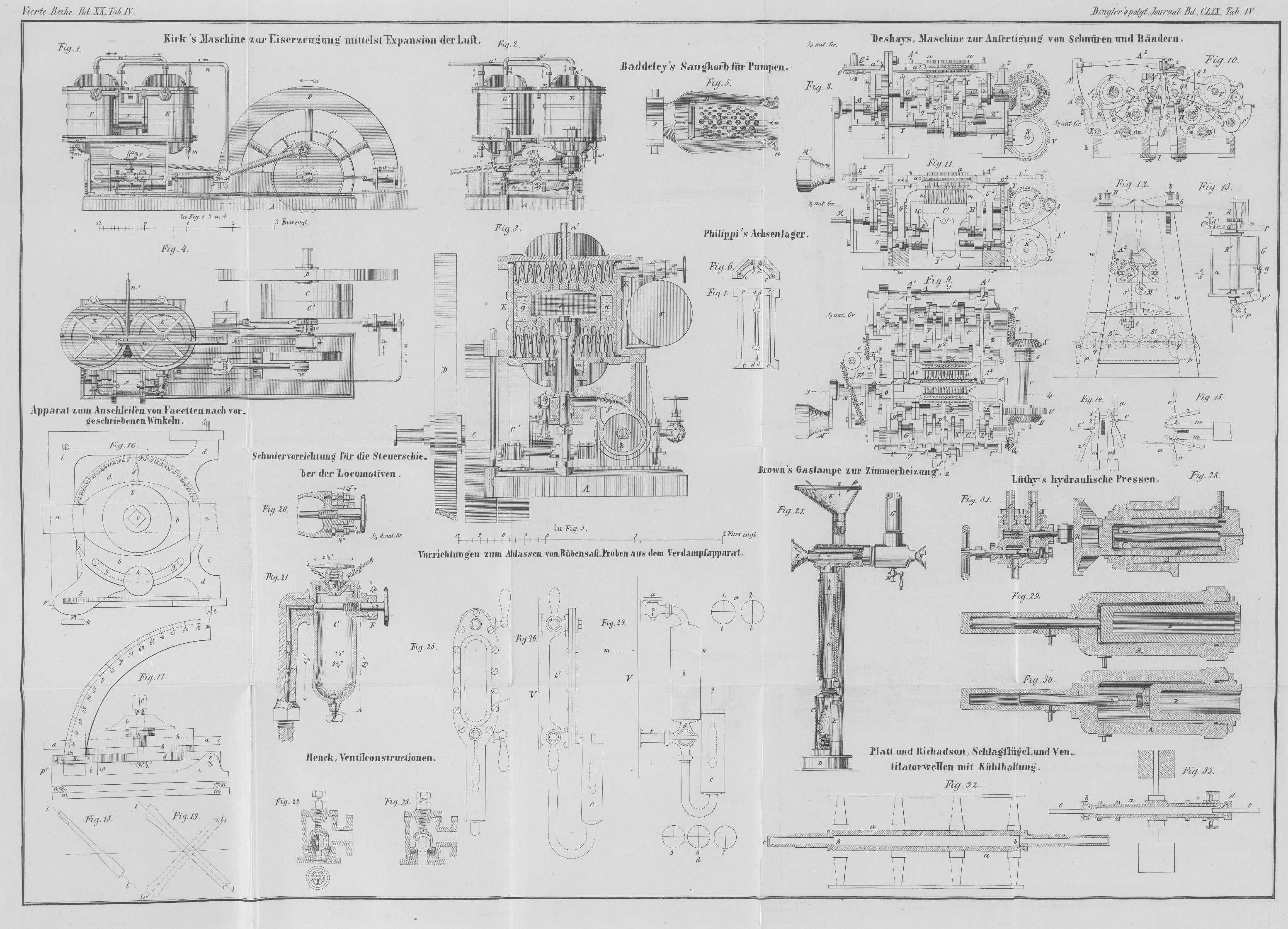
Derselbe ist dargestellt in Fig. 17 (Seitenansicht)
und Fig. 16
(Grundriß), und zwar in der Größe wie er sich in der Sammlung mit einem Schleifstein
von 7 1/2 Zoll Durchmesser zusammen befindet.
Das anzuschleifende Werkzeug a, a wird in eine
rechteckige durchgehende Oeffnung des Theiles b, b, b, b
hineingeschoben und vermittelst der Druckschraube c
darin festgeklemmt.
Der Theil b, b, b ist um einen Zapfen 2 (der unter c liegt) auf einer Platte d, d,
d, d drehbar, während diese Platte sich zwischen zwei Spitzenschrauben e, e drehen kann. Auf d, d, d,
d befindet sich ferner eine Gradeintheilung eingravirt und an b, b, b ein Zeiger f, der
rechtwinklich zu a, a steht. Durch einen concentrischen
Schlitz g, g von der Größe eines Viertelkreises, der in
d, d, d, d ausgearbeitet ist, wird die Klemmschraube
h gesteckt, die ihre Mutter in der Platte d hat und daher durch Anziehen ziehen, beziehungsweise
Aufdrücken des verdichten Theiles auf die Ränder des Schlitzes, e mit d fest verbindet. An
dem Rahmen i, i, der die beiden Spitzenschrauben e, e trägt, befindet sich ebenfalls ein Gradbogen, der
durch einen Schlitz in der Platte d geht und auf welchem
diese durch die Schraube k festgeklemmt wird. Der Rahmen
i, i ist mit einem zweiten Rahmen m, m vermittelst vier Spiralfedern n verbunden, die den Zweck haben bei etwaigen
Ungleichheiten in der Bahn des Schleifsteins die nöthige Nachgiebigkeit des
anzuschleifenden Gegenstandes hervorzubringen. Dieser unterste Rahmen endlich wird
auf einen Schlitten gesetzt, der in einer passenden Führung dem Schleifsteine
vorgeschoben wird.
Zum Anschleifen einer Facette, die eine bestimmte Neigung gegen die Achse des
eingeklemmten Werkzeuges haben soll, dreht man zunächst den Theil b so, daß der Zeiger f eine
Stellung einnimmt, welche von dem Nullpunkte so weit abweicht, daß der von ihm beschriebene Winkel mit dem verlangten sich zu 90 Grad ergänzt, und verfährt auf dieselbe Weise zur
Erzeugung des Zuschärfungswinkels mit der Platte d,
deren untere Kante dann die Stelle eines Zeigers vertritt.
Ist es z.B. die Aufgabe einen zweischneidigen Bohrer anzuschleifen, dessen
Facettenwinkel 45 Grad und dessen Zuschärfungswinkel 90 Grad betragen soll (wobei,
in unserem Sinne genommen, der letztere durch zwei Winkel von je 45 Grad entsteht),
so stellt man f auf 45 Grad und die die untere Kante der
Platte d ebenfalls auf 45 Grad, wodurch der Bohrer in
die Lage l, l
Fig. 19 im
Grundriß und Fig.
18 in der Seitenansicht kommt, und durch Schleifen die in der Zeichnung
bereits fehlenden Kanten verliert. Hierauf dreht man f
um 90 Grad zurück, wodurch l, l in die Lage l¹
l¹ rückt, schleift die zweite Facette an und
wiederholt diesen Vorgang, nachdem man den Bohrer umgewendet hat. Gebraucht man dabei die Vorsicht, beim Umwenden des
Bohrers seine Achse nur in dieselbe Stellung zu bringen,
so muß die Spitze in diese Achse fallen.
Zu bemerken ist schließlich noch, daß die Druckschraube h
an drei verschiedenen Stellen eingeschroben werden kann, einmal an der gezeichneten
und dann noch an beiden Enden des concentrischen Schlitzes, wodurch dem Theile b eine größere Verschiebbarkeit möglich wird, und ferner
daß bei dem vorliegenden Exemplare der Gradbogen o sich
um einen kleinen Scharnierbolzen p, p drehen und deßhalb
unter die Platte d niederlegen läßt.
Bei einem größeren Apparate muß selbstverständlich die eine Druckschraube c durch mehrere ersetzt werden.
Tafeln