| Titel: | Verbessertes Verfahren zum Raffiniren des Roheisens, von G. Parry. |
| Fundstelle: | Band 174, Jahrgang 1864, Nr. XI., S. 32 |
| Download: | XML |
XI.
Verbessertes Verfahren zum Raffiniren des
Roheisens, von G.
Parry.
Aus dem Mechanics' Magazine vom 10. Juni 1864, S. 381.
Mit Abbildungen auf Tab.
I.
Parry's Verfahren zum Raffiniren des Roheisens.
Diese Erfindung, welche sich George Parry, Hüttendirector
auf den Ebbw Vale-Eisenwerken (Wales) in England patentiren ließ, soll die
Mängel des bisherigen Verfahrens beseitigen, nämlich eine bestimmte Temperatur bei
geringerem Verbrauch an Gebläseluft als bisher, und mit bedeutender
Brennmaterialersparniß zu erzeugen und zu unterhalten gestatten. Nach dem Erfinder
werden diese Vortheile erreicht: 1) mittelst einer neuen
Flammofen-Einrichtung und 2) durch Einleiten eines von einem Strome
atmosphärischer Luft umgebenen oder mit solcher gemischten Wasserdampfstroms in das
geschmolzene Eisen, wodurch der Dampf als Raffinirmittel größere Wirksamkeit erhält,
als bei der alten Anordnungsmethode.
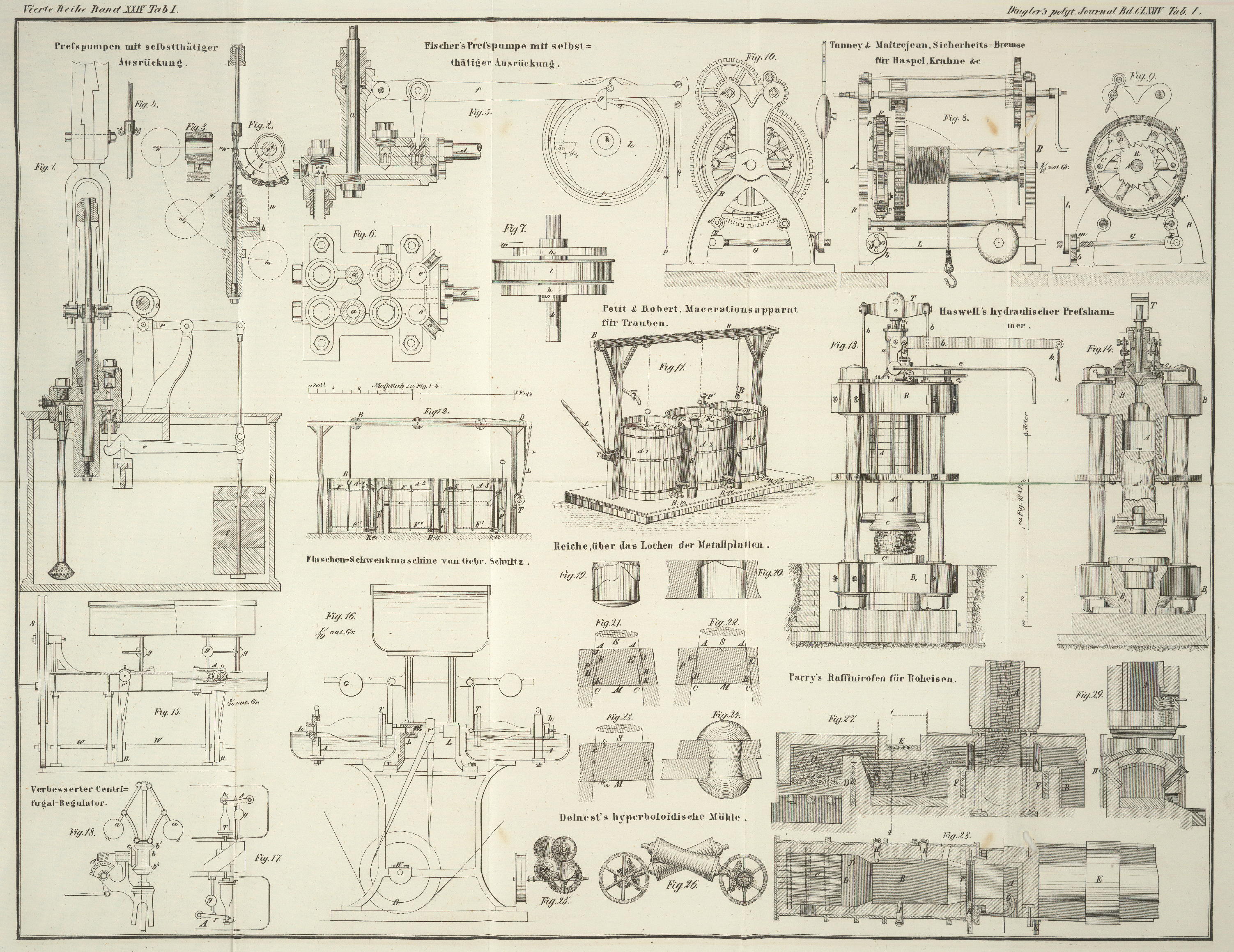
Die neue Construction des Raffinirofens ist in Fig. 27–29 abgebildet.
Zum ununterbrochenen Betriebe wendet man einen Doppelofen von dieser Art an, so daß,
wenn der eine Ofen ausgebessert werden muß, der zweite in Betrieb genommen wird.
Fig. 27 ist
ein theilweiser Längendurchschnitt eines solchen Doppelofens mit gemeinschaftlicher,
in der Mitte stehender Esse. Fig. 28 ist der
theilweise Grundriß desselben und Fig. 29 der verticale
Querschnitt nach der Linie 1, 2 in Fig. 27.
A ist die centrale Esse; B,
B sind die Herde der Feinöfen; C ist der
Feuerraum des einen dieser Oefen, D die mit einem
Wasserkasten D¹ versehene Feuerbrücke. E ist ein ähnlicher Wasserkasten oder Sumpf über dem
Herdgewölbe von B, ein dritter ist in dem Fuchse bei F angebracht. Die 50 Fuß hohe Esse mißt 2 Fuß im Quadrat
und ist wie gewöhnlich mit einem Schieber oder Register versehen. Im Essengemäuer
ist ein schraubenförmig gewundenes Rohr G angebracht,
welches von einem gußeisernen Kasten umgeben ist, und zur Aufnahme des in das
flüssige Metall zu injicirenden Dampfes bestimmt ist, welcher in diesem Rohre auf
seinem Wege vom Kessel zu der Düse H überhitzt wird.
Durch den gußeisernen Mantel wird jenes Rohr vor der unmittelbaren Einwirkung des
Feuers geschützt. Der Dampf strömt am heißesten Theile des Ofens, nämlich
unmittelbar hinter der Feuerbrücke ein, so daß seine abkühlende Einwirkung auf das
flüssige Eisen möglichst neutralisirt wird. l, l sind
die beiden Düsen, durch welche dem Ofen B Gebläseluft
zugeführt wird. Der Raffinirofen wird dem Hohofen gegenüber angebracht, und aus
letzterem das Roheisen in Chargen von 30 bis 40 Centner in ihn abgestochen; seine
Dimensionen sind etwas größer als die eines gewöhnlichen Puddelofens, dem er
übrigens in der Form ziemlich ähnlich ist, nur mit dem wichtigen Unterschiede, daß
sowohl die Feuerbrücke, als auch der Fuchs höher sind als gewöhnlich, eine
Einrichtung, durch welche die Wirkung der Flamme des Brennmaterials bedeutend
verstärkt wird, indem dieselbe gezwungen ist in beinahe senkrechter Richtung auf das
zu feinende Eisen zu wirken, anstatt über die Oberfläche des Metalls
hinwegzustreichen, wie dieß der Fall ist, wenn die Feuerbrücke nur die sonst übliche
Höhe erhält. Anstatt, wie bei den älteren Raffiniröfen, sechs gewöhnliche
Wasserformen mit Düsen von 1 1/4 Zoll Durchmesser zur Windführung anzuwenden, findet
der Patentträger für seinen verbesserten Weißofen zwei Formen mit Düsen von 1 bis 1
1/8 Zoll Durchmesser genügend. Der zur Zuleitung des Dampfes zu dem flüssigen Eisen
dienenden Düse H gibt er, bei einem Drucke von etwa 10
Pfund per Quadratzoll, ungefähr 3/8 Zoll, bei stärkerem
Drucke einen noch geringeren Durchmesser. Der Dampf wird auf etwa 260° bis
315° C. erhitzt, was sich mittelst Hindurchleitens desselben durch das
gewundene Rohr G leicht bewerkstelligen läßt. Er strömt
dann durch eine gewöhnliche Wasserform aus, welche so eingerichtet ist, daß eine
ringförmige oder hohle Säule von atmosphärischer Luft zugeleitet werden,
gleichzeitig mit dem Strom von überhitztem Wasserdampfe niedergehen und sich mit dem
letzteren mischen kann, bevor er mit dem geschmolzenen Eisen in Berührung kommt. Der
Durchmesser dieser Form muß etwa 1 1/8 Zoll betragen und die Düsenspitze muß bis
ungefähr 2 bis 3 Zoll vor das innere Ende des Formmaules reichen.
Nach der Angabe des Patentträgers wird durch die Vermischung des überhitzten Dampfes
mit der zugeführten Gebläseluft die feinende Wirkung des ersteren bedeutend erhöht,
wie die stärkere Hitze und die vermehrte Helligkeit der Form, welche sich bei dieser
Einrichtung in weit höherem Grade zeigt, als bei der gewöhnlichen Anwendungsweise
des Dampfes, zur Genüge beweisen. Die vom Herde der Oefen nach der
gemeinschaftlichen Esse führenden Füchse sind mit Schiebern oder Registern K, K versehen, welche zum Reguliren des Feuers dienen
und durch deren Verschluß der betreffende Ofen rasch außer Betrieb gesetzt werden
kann.
Bevor die Charge aus dem Hohofen in den Feinofen abgestochen wird, bringt man 2 bis 3
Centner Puddelschlacke auf die Herdsohle des letzteren und wärmt dieselbe, nachdem
sie zu einer ebenen Schicht gerade gezogen, gehörig an, doch nicht zu stark, damit
sie nicht ganz in Fluß gerathen und die Sohle zu stark angreifen kann; dann wird das
Eisen aus dem Hohofen abgestochen und nun das Gebläse angelassen. Sobald die
Temperatur des flüssigen Metalls rasch zuzunehmen beginnt, wird Dampf zugelassen,
und zwar so lange, als das erstere hinlänglich dünnflüssig und heiß genug bleibt;
sobald es dickflüssig wird und sich abzukühlen beginnt, muß der Dampf abgesperrt
werden.
Nach einiger Uebung wird der den Proceß leitende Arbeiter die zum Feinen nöthige
Dampfmenge selbst richtig zu beurtheilen im Stande seyn und er wird auch bald
bemerken, daß verschiedene Eisensorten verschiedene Dampfmengen vertragen. Im
Allgemeinen steht fest, daß das Eisen um so stärker und vollkommener gefeint wird,
je mehr Dampf in dasselbe eingeblasen werden kann, ohne daß es sich in einem für das
Gelingen des Processes nachtheiligen Grade abkühlt. Der Dampf hat auch eine kräftig
feinende Wirkung auf die in den Ofen gegebene Schlacke, so daß dieselbe dadurch zur
Verwendung bei der Beschickung des Hohofens geeignet wird. Die Wasserkästen D¹, E und F tragen, wie leicht einzusehen, zum Schutze des
Mauerwerks gegen die zerstörende Wirkung der Hitze bei.
Mittelst dieser Erfindung ist Parry, seiner Angabe
zufolge, im Stande, die Tonne Roheisen mit einem Steinkohlenverbrauch von nur 2 bis 2 1/2 Centner zu feinen, während bei
Anwendung der gewöhnlichen Raffinirmethode 6 bis 8 Centner Kohks, also ein bedeutendes Mehr eines weit kostspieligeren
Brennmaterials, dazu erforderlich sind. Die zum Feinen in diesem Ofen am besten
geeigneten Roheisensorten sind die als „bright grey
mottled“ (stark halbirtes) und „very fluid white“ (leichtflüssiges Weißeisen) bekannten
Sorten.
Ist das Eisen in genügendem Grade gefeint – was der Arbeiter mittelst
Einbringens eines eisernen Rengels oder einer Brechstange durch eine zum
Probenziehen in der Arbeitsthür angebrachte Oeffnung zu erkennen vermag – so
wird es durch den Stich L in Formen von der gewöhnlichen
Einrichtung abgestochen.
Tafeln