| Titel: | Ueber die bei der Spiegelglas-Fabrication angewendeten Maschinen, insbesondere über die neuen Maschinen zum Rauh- und Klarschleifen der Spiegelplatten; von G. H. Daglish zu St. Helens. |
| Fundstelle: | Band 174, Jahrgang 1864, Nr. LXVII., S. 261 |
| Download: | XML |
LXVII.
Ueber die bei der Spiegelglas-Fabrication
angewendeten Maschinen, insbesondere über die neuen Maschinen zum Rauh- und
Klarschleifen der Spiegelplatten; von G. H. Daglish zu St. Helens.
Nach seinem Vortrage in der Institution
of Mechanical Engineers zu Birmingham. –
Aus dem Mechanics' Magazine, Juli 1864, S.
71.
Mit Abbildungen auf Tab.
IV.
Daglish, über Maschinen zur
Spiegelglas-Fabrication.
In den letzten zehn Jahren hat sich die Erzeugung von Spiegelglas um das Vierfache
der früheren Production vermehrt, während der Preis desselben um die volle Hälfte
niedriger geworden ist. Die Production unserer Spiegelglasfabriken beträgt etwa
85000 Quadratfuß per Woche, während etwa 12000
Quadratfuß fremdes Spiegelglas importirt werden. Das fremde Glas wirk wegen seiner
größeren Farblosigkeit vorgezogen, die durch die größere Reinheit der zu seiner
Fabrication angewendeten Rohmaterialien, namentlich des Sandes, bedingt wird, von
welchem letzteren den ausländischen Fabrikanten große Mengen sehr reiner und
hellfarbiger Sorten zu Gebote stehen.
In Folge der bedeutenden Concurrenz haben die englischen Fabrikanten in neuerer Zeit
eine ausgedehnte Reihe von Versuchen begonnen, deren Zweck die Herstellung eines
Spiegelglases von besserer Qualität und zu geringeren Productionskosten ist, und in mehreren
Fällen wurden entschieden günstige Resultate erzielt. Zu diesem Behufe wird der in
den „brittischen Spiegelglas-Werken“ zu Ravenhead bei
St. Helen's nöthige Sand jetzt aus Frankreich importirt;
überdieß werden alle irgend zu Gebote stehenden Mittel benutzt, um die übrigen
Rohmaterialien möglichst im Zustande chemischer Reinheit anwenden zu können.
Die genannten Werke besitzen auch zwei Siemens'sche
Regenerator-Gasöfen, welche zum Schmelzen des Spiegelglassatzes dienen, und
da in solchen Oefen weder Staub noch Rauch existirt und ihre Temperatur sich leicht
reguliren läßt, so muß ein guter Theil der erzielten günstigen Resultate deren
Anwendung zugeschrieben werden. Unter den so veränderten Verhältnissen ist das jetzt
dort fabricirte Glas den besten französischen Producten in jeder Hinsicht ganz
gleich zu stellen.
Da Zeit Geld ist, so erscheint jede die Fabrication des Glases beschleunigende
Verbesserung von größter Wichtigkeit. Dieß zeigt sich vorzugsweise deutlich bei dem
Kühlen der Spiegelglasplatten. Nachdem der Satz eingeschmolzen und zum Gusse fertig
ist, wird die denselben enthaltende Wanne auf die Gießtafel gebracht und ihr Inhalt
an einem Ende der letzteren, vor einer schweren gußeisernen Walze, ausgegossen; die
Glasmasse wird dann mittelst der Walze über die Gießtafel gleichmäßig ausgebreitet,
wobei die Dicke des Spiegels durch eiserne, an den Längsseiten der Tafel angebrachte
Leisten, auf denen die Enden der Walze laufen, bestimmt wird. Sobald die gegossene
Glasplatte genügend erstarrt ist, um aufgehoben werden zu können, wird sie in den
Kühlofen gebracht, wo sie sich allmählich abkühlt, bis sie an die Luft gebracht
werden kann, ohne daß ihr Zerspringen zu fürchten ist. Dieser Kühlproceß nahm früher
vierzehn Tage und noch längere Zeit in Anspruch, wird aber jetzt, bei der
verbesserten Einrichtung der Kühlöfen, in vier Tagen beendet, so daß in jedem Ofen
das Dreifache an Glas von dem, was früher für möglich gehalten wurde, gekühlt werden
kann. Dadurch wird aber sehr bedeutend an Gebäuden und an Raum gespart, da immer nur
eine Schicht von Spiegelplatten auf einmal im Ofen gekühlt werden kann, indem das
Uebereinanderlegen mehrerer Platten sich bis jetzt als durchaus unpraktisch
herausstellte. Die mit der Production der Rohmaterialien von der erforderlichen
Qualität verbundenen chemischen Schwierigkeiten und Manipulationen sind auf diese
Weise sehr glücklich überwunden worden; dagegen dürfte die Aufgabe, in den
nachfolgenden mechanischen Operationen die nöthigen Verbesserungen einzuführen, noch
nicht so vollständig gelöst seyn, obgleich auch nach dieser Richtung hin bereits
bedeutende Fortschritte gemacht worden sind.
Wenn die Spiegelplatten aus dem Kühlofen kommen, so erscheinen sie noch sehr
unvollkommen, namentlich auf der oberen Fläche, welche in halbflüssigem Zustande mit
der Walze überfahren und dadurch wellig wurde; auf der unteren Fläche sind alle
Unebenheiten der Gießtafel und in gewissem Grade auch die an der Sohle des Kühlofens
befindlichen Rauhigkeiten etc. abgeprägt; überdieß sind beide Seiten der Platten
sehr häufig mit einer harten, nur halbdurchsichtigen Haut überzogen. Die Größe der
Platten ist verschieden; die größten haben ungefähr 17 Fuß Länge bei 9 1/2 Fuß
Breite und einer entsprechenden Stärke oder Dicke von 3/8 bis 5/8 Zoll.
Die gekühlten Spiegelplatten werden zunächst dem Rauhschleifen unterworfen, um die erwähnte harte Haut zu beseitigen und
ebene, gleichmäßige Flächen herzustellen, was mittelst Sand und Wasser geschieht.
Dann folgt das Klarschleifen, eine Fortsetzung des
Rauhschleifens, wozu Smirgel von sieben verschiedenen Feinheitsnummern dient, und
wodurch die Glasflächen für das Poliren oder die Politur vorbereitet werden, wozu man Polirroth (ein
reines geschlämmtes Eisenoxyd) in feuchtem Zustande anwendet.
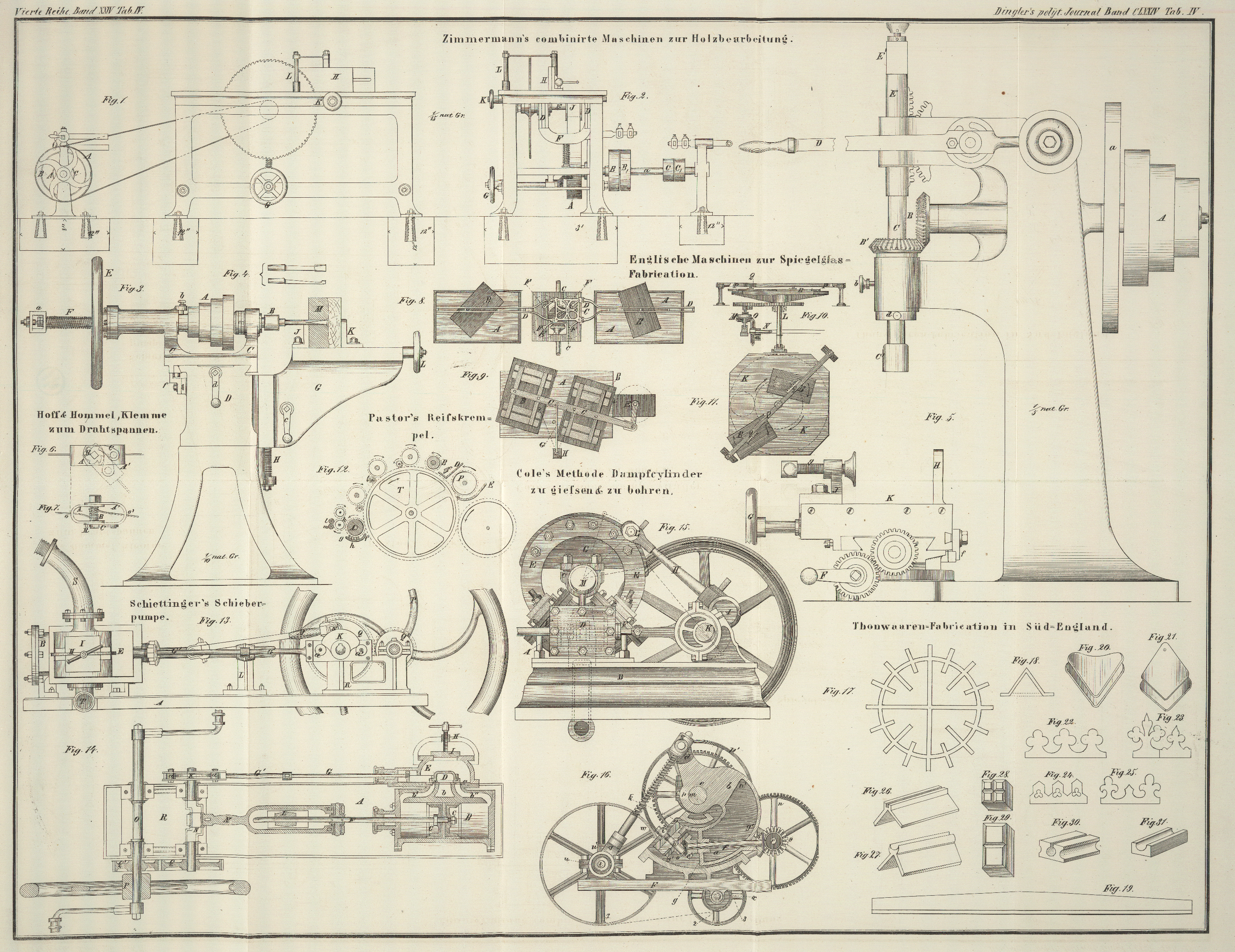
Die zum Rauhschleifen am meisten gebräuchliche Maschine ist die, welche schon im
Anfange der Spiegelglasfabrication angewendet wurde und deren Erfindung James Watt zugeschrieben wird. Dieselbe ist unter der
Bezeichnung Fliegrahmenmaschine (fly frame machine) bekannt und in Fig. 8 abgebildet. Sie
besteht aus zwei, etwa 12 Fuß von einander entfernt stehenden steinernen Kästen A, A, den Schleifbänken, in
welche die zu schleifenden Glasplatten mit Gyps eingekittet werden; auf jeder dieser
Schleifbänke bewegt sich der gleichfalls eine eingekittete Spiegeltafel tragende
kleinere Oberstein
B, B, ein etwa 8 Fuß langer und 4 1/2 Fuß breiter
hölzerner Rahmen oder Kasten, welcher unten mit etwa 4 Zoll breiten und 1/4 Zoll
dicken Eisenplatten bekleidet und an seiner oberen Seite mit einem starken
schmiedeeisernen Knopfe versehen ist, mittelst dessen er auf der Glasplatte umher
geführt wird. Das Triebwerk für diese beiden Obersteine liegt zwischen den beiden
Schleifbänken und besteht aus dem quadratisch geformten, gußeisernen Rahmen C, mit welchem an entgegengesetzten Seiten zwei flache
Stangen D, D gelenkig verbunden sind, welche über die
Schleifbänke hinausragen und an langen Ketten vom Dache herabhängen, so daß sie sich
frei nach jeder Richtung hin bewegen können; von dieser ihrer eigenthümlichen
Bewegung hat die Vorrichtung die Bezeichnung „Fliegrahmen“ erhalten. Beide Obersteine sind mit ihr
mittelst des erwähnten schmiedeeisernen Knopfes verbunden, welcher sich in der
Coulisse zwischen den Stangen D, D
lose bewegen kann. Der
Fliegrahmen erhält seine Bewegung von der stehenden Welle E, welche durch zwei, zum Aus- und Einrücken mit einer
Frictionskuppelung versehene Winkelräder von der Hauptwelle aus getrieben wird. Um
oberen Ende der Welle E ist ein schmiedeeiserner Arm
oder eine Kurbel mit einem beweglichen Knopfe oder einer Warze angebracht, welcher
sich in einer im Centrum des Fliegrahmens befindlichen Hülse bewegt. Um die
Mittelwelle E stehen noch vier andere Wellen F, F in gleicher Entfernung von der ersteren und von
einander, deren jede am oberen Ende, ähnlich wie die Mittelwelle, einen
schmiedeeisernen, mit beweglicher Warze versehenen Kurbelarm trägt; diese Warzen
bewegen sich ebenfalls in Hülsen, welche an den vier Ecken des Fliegrahmens
angebracht sind. Wenn daher die Mittelwelle E angelassen
wird, so wird der Fliegrahmen C durch die Warze des
Kurbelarms rund herum gedreht, wobei seine Seiten durch die vier an seinen Ecken
wirkenden Kurbelarme der Wellen F, F immer parallel
ihrer ursprünglichen Stellung erhalten werden. Da die beiden Obersteine B, B vermittelst ihrer Knöpfe mit den Armen D, D des Fliegrahmens verbunden sind, so wird auch ihnen
diese kreisförmige Bewegung mitgetheilt; gleichzeitig können sie sich aber auch frei
um ihren eigenen Mittelpunkt drehen, was sie je nach der zwischen beiden
rauhschleifenden Flächen stattfindenden stärkeren oder schwächeren Reibung in
größerem oder geringerem Grade thun. Bei dieser schleifenden Bewegung der Obersteine
wird ununterbrochen Sand und Wasser angewendet, bis sich die Oberfläche der
Spiegelplatte bei genauer Untersuchung als ganz fehlerfrei erweist. Dann wird der
Sand abgewaschen, und nun beginnt mit Anwendung derselben Maschine das erste Stadium
des Klarschleifens, indem der Sand durch die gröberen Nummern des Smirgels ersetzt
wird. Bevor man indessen zum Klarschleifen übergeht, wird erst die andere Seite rauh
geschliffen, zu welchem Zwecke die Spiegeltafel umgekehrt werden muß; dabei ist
sorgfältig darauf zu achten, daß sie stets waagrecht eingekittet wird, damit die
beiden geschliffenen Flächen möglichst parallel ausfallen.
Der Fliegrahmen macht per Minute etwa 40 Umdrehungen. Wie
bereits angedeutet, und wie auch aus der Zeichnung hervorgeht, ist der Oberstem
nicht groß genug, um auf die ganze Fläche einer großen Spiegelplatte auf einmal
wirken zu können; es ist demnach eine Theilung der Arbeit erforderlich, zu welchem
Behufe man die Stellung des Obersteines angemessen ändert, indem man den centralen
Knopf desselben in der Coulisse zwischen den Stangen D
verstellt.
Bis vor wenigen Jahren wurde das Klarschleifen zum wesentlichsten Theile durch
Menschenhand ausgeführt, indem zwei Spiegelplatten, zwischen welche Smirgelpulver gebracht
worden, auf einander gerieben wurden. Gegen Ende der Arbeit ist große Sorgfalt
nöthig, damit keine Kritzeln entstehen und deßhalb wird zur Vollendung des Processes
Menschenarbeit für durchaus nothwendig gehalten, indem eine geübte Hand den
geringsten Ritz, die kleinste Schramme sofort fühlt, wohingegen bei Anwendung einer
Maschine das kleinste Sandpartikelchen die ganze Fläche verderben würde, bevor man
es wahrzunehmen im Stande wäre.
Im Jahre 1857 führte Croßley eine Maschine zum
Klarschleifen von Glas ein, welche allen Ansprüchen so weit genügt, daß die
Behutsamkeit der menschlichen Hand nur für den letzten Theil der Operation
erforderlich ist. Diese Klarschleifmaschine, von welcher Fig. 9 eine Abbildung
gibt, ist höchst einfach und läßt sich ganz billig herstellen. Sie besteht zunächst
aus einem langen Holzbalken oder Baum C, der an einem
Ende mit einer an einer stehenden Welle sitzenden Kurbel E verbunden ist und sich über die steinerne Schleifbank A erstreckt, welche letztere die zu schleifende
Spiegelplatte aufnimmt. An diesem Balken sind die beiden hölzernen Obersteine B, B befestigt, auf deren Unterseite eine zweite
Glasplatte eingekittet ist, welche auf der in der Schleifbank befindlichen aufliegt.
Bei dieser Einrichtung können die Obersteine nur der ihnen vom Balken C mitgetheilten Bewegung folgen und nicht zugleich auch
frei um ihren Mittelpunkt sich drehen, wie oben beim Rauhschleifen beschrieben
wurde. Der Mittelpunkt des Baumes C zwischen beiden
Obersteinen wird mittelst einer radialen Stange G,
welche an einer Seite der Schleifbank an einen Träger H
befestigt ist, in einer Lage rechtwirklich zu der Richtung des Baumes erhalten. Wird
die Maschine angelassen, so erhält der Baum nebst den beiden Obersteinen eine
∞ ähnliche Bewegung, welche der durch Menschenhand vermittelten ähnlich ist.
Ein Vorzug dieser Maschine ist der, daß zwei Glasflächen durch eine einzige
Operation klargeschliffen werden. Der zwischen beiden Obersteinen B, B bleibende Raum gestattet ein leichtes Aufgeben von
Smirgel und eine bequeme Untersuchung des Fortschreitens der Arbeit, ohne daß der
Gang der Maschine unterbrochen werden muß.
Die zum Poliren dienende Maschine beruht auf demselben
Principe, wie die zu diesem Zweck ursprünglich angewendete. Sie besteht aus einem
starken gußeisernen Rahmen von etwa 18 Fuß Länge und 10 Fuß Breite, welcher eine
Reihe von dünnen Walzen enthält, auf denen eine als Polirtisch dienende, an ihrer
unteren Seite mit zwei Zahnstangen versehene Holzplatte liegt. Mittelst in diese
Zahnstangen eingreifender Triebe wird der Platte oder dem Politische eine langsame
Seitenbewegung vor- und rückwärts ertheilt, so daß alle Theile der
Spiegelplatte von den
Reibern bearbeitet werden. Die zu polirenden Glasplatten werden auf dem Polirtisch
mit Gyps festgekittet; die Enden dieses Tisches bewegen sich zwischen Gleitrollen,
die am Hauptrahmen befestigt sind, so daß der Tisch durch die Reiber nicht verrückt
werden kann. Die erwähnten Reiber oder Polirscheiben sind mit Filz überzogene, mit
einer centralen Spindel versehene Holzstücke, welche mit Gewichten mehr oder weniger
beschwert werden können, so daß sich die Größe der Reibung genau reguliren läßt.
Eine Anzahl solcher Polirscheiben ist an zwei beweglichen Stangen befestigt, welche
an beiden Enden der Holzplatte auf Walzen laufen und durch eine kurze, an ihren
Enden mit rechtwinkelig zu einander stehenden Kurbeln versehene Welle in Bewegung
gesetzt werden. Auf diese Weise arbeiten die Polirscheiben transversal zu der
Richtung, in welcher der Polirtisch sich bewegt, und indem das Polirpulver in
flüssigem Zustande angewendet wird, erhält die Oberfläche der Glasplatte den
erforderlichen Politurgrad. Ist die eine Seite fertig polirt, so wird die andere
derselben Operation unterworfen.
Etwa i. J. 1857 wurden in den „brittischen
Spiegelglas-Werken“ zu Ravenhead mit einer ganz verschiedenen
Classe von Rauh – und Klarschleifmaschinen Versuche angestellt, zu dem Zweck
die Production zu vermehren, die Selbstkosten zu vermindern und auch das
Klarschleifen auf derselben Maschine vorzunehmen, welche zum Rauhschleifen dient, so
daß die Nothwendigkeit, zu jener Operation eine besondere Maschine anzuwenden,
wegfällt und somit durch Vermeidung des Umkehrens und Wiederbefestigens der
Spiegelplatten an Zeit und Kosten gespart wird. Die neue Rauh- und
Glattschleifmaschine ist in Fig. 10 und 11 abgebildet;
sie besteht aus einem drehbaren Tische K von 20 Fuß
Durchmesser, welcher auf einer starken gußeisernen stehenden Welle L befestigt ist und sich mit einer Geschwindigkeit von
durchschnittlich 25 Umdrehungen per Minute bewegt, indem
die Welle durch Vermittelung einer zweiten stehenden Welle M von der Hauptwelle N aus mittelst
Winkelrädern und zum Ein – und Ausrücken dienender Frictionskuppelung O getrieben wird. Diese Einrichtung des zur Bewegung des
Politisches dienenden Mechanismus rührt von dem Verfasser her und wurde deßhalb
angenommen, um für den Polirtisch eine Welle L zu
bekommen, deren Länge gleich dem halben Durchmesser des Tisches ist, und um
gleichzeitig die Hauptwelle N zur Bewegung einer ganzen
Reihe von Politischen in einem und demselben Raume benutzen zu können. Etwa 10 Zoll
über der oberen Fläche des Tisches ist ein starker Holzbalken P befestigt, an dessen beiden entgegengesetzten Längsseiten, rechts und
links vom Mittelpunkte des Tisches, zwei gekerbte gußeiserne Platten Q, Q befestigt sind, deren Kerben den im Centrum der
Obersteine B, B angebrachten Knopf aufzunehmen haben.
Diese, den bei den älteren Maschinen gebräuchlichen ganz ähnlichen Obersteine lassen
sich mittelst der beschriebenen Vorrichtung leicht nach Erforderniß näher oder
weiter vom Mittelpunkte des Tisches entfernt stellen, indem der Knopf in eine andere
Kerbe eingehängt wird. Die Obersteine können sich nur um ihren eigenen Mittelpunkt
bewegen und erhalten diese Bewegung durch die größere Reibung, welche an dem vom
Centrum entfernteren Theil des Tisches durch die dortige größere Geschwindigkeit
verursacht wird. Die Leistung dieser Maschine im Rauhschleifen ist offenbar weit
größer als die der älteren, in Folge der rascheren Bewegung der Obersteine B, B, und weil überdieß der Tisch K bewegt wird. Den Gedanken, sowohl die Obersteine als auch gleichzeitig
den Tisch zu bewegen, faßte der Verfasser schon bei Gelegenheit früherer Versuche;
bei der praktischen Prüfung fand sich aber, daß die von selbst erfolgende Bewegung
der Obersteine sich, der zu bewerkstelligenden Arbeit weit besser anpaßt, als dieß
durch irgend einen Antrieb erzielbar wäre. Diese Einrichtung hat auch den Vortheil,
daß die Oberfläche frei bleibt und nicht durch Maschinentheile verdeckt wird; sie
erleichtert demnach das Einlegen, Umkehren und Wegnehmen der Spiegelplatten; ferner
ist der ganze Bewegungsmechanismus bedeckt und somit vor der nachtheiligen Wirkung
des von der in Arbeit befindlichen Platte abfließenden nassen Sandes geschützt.
Auf den Werken zu Ravenhead wird sowohl das Rauh- als das Klarschleifen mit
dieser Maschine ausgeführt, und nur für den letzten Theil des Klarschleifens wird
aus den bereits angeführten Gründen Handarbeit angewendet. Da die Spiegelplatten
gewöhnlich eine oblonge Form haben, so stellte sich bald heraus, daß bei der
ursprünglichen Gestalt der Maschine, mit einem durch die punktirte Linie in Fig. 11
angedeuteten kreisförmigen Tische, viel Schleifmaterial zum Anfüllen der Tischfläche
unnütz aufgewendet werden mußte, weßhalb die runde Form des Tisches in eine
ungleichseitig achteckige oder eine quadratische mit abgestumpften Ecken, wie Fig. 11 zeigt,
umgeändert wurde. Durch diese Abänderung wurde das Rauhschleifen durchaus nicht
erschwert, wogegen der Aufwand an Schleifmaterial bedeutend vermindert und das
Rauhschleifen großer Spiegelplatten sehr erleichtert wurde. Die Abnutzung bei dieser
Maschine stellte sich in Vergleich zu den alten Maschinen, in Folge der geringeren
Anzahl der arbeitenden Theile, der großen Ausdehnung der Tragfläche, der sanften
Bewegung und des vollkommenen Gleichgewichtszustandes des Tisches, als sehr gering
heraus. Eine jede solche Maschine schleift wöchentlich 1200 bis 1500 Quadratfuß Glas
fertig, etwa ein Drittheil mehr, als die älteren Maschinen bei gleich großer schleifender
Fläche zu liefern im Stande waren.
Der erste Punkt, welcher bei weiteren Verbesserungen berücksichtigt werden muß,
betrifft das Verfahren beim Gießen der Glasplatten und die zur Ausführung dieser
Operation angewendeten Maschinen. Die Platten sind im rohen Zustande so unregelmäßig
und fehlerhaft, daß etwa 40 Proc. des Glases weggeschliffen werden müssen, wodurch
ein sehr bedeutender Verlust an Glas, so wie an Zeit und Material beim Schleifen
verursacht wird; es ist demnach in hohem Grade der Beachtung werth, ob nicht nach
dieser Richtung hin irgend Verbesserungen eingeführt werden können, so daß die
Spiegelplatten schon beim Gusse glatter und gleichmäßiger ausfallen. Das Rauh
– und das Klarschleifen ist jetzt gegen das frühere Verfahren allerdings
bedeutend verbessert; indessen dürfte zweifelsohne noch Anlaß zu manchen weiteren
Fortschritten vorliegen. Es wurde versucht, das Poliren bis auf einen gewissen Grad
auf dem zuletzt beschriebenen Drehtische auszuführen, doch ohne allen praktischen
Vortheil; das jetzige System ist sicherlich theoretisch ganz richtig, da die Wirkung
der Reiber oder Polirscheiben eine regelmäßige ist und sich gleichförmig über die
ganze Oberfläche des Glases erstreckt, so daß dieses eine gleichförmige Temperatur
behält; wenn indessen durch irgend eine Vorrichtung eine continuirliche Bewegung der
Polirscheiben, anstatt der jetzigen abwechselnden bewerkstelligt werden könnte, so
würde die Abnutzung der Maschine zuverlässig geringer werden und auch eine geringere
Betriebskraft nöthig seyn; sehr wahrscheinlich würde sich dabei auch eine größere
Geschwindigkeit anwenden lassen und damit eine vermehrte Production erzielt
werden.
Tafeln