| Titel: | Die Thonwaarenfabrik zu Bishop's Waltham in Süd-England; von Dr. Lunge. |
| Fundstelle: | Band 174, Jahrgang 1864, Nr. LXX., S. 287 |
| Download: | XML |
LXX.
Die Thonwaarenfabrik zu Bishop's Waltham in
Süd-England; von Dr. Lunge.
Aus dem Breslauer Gewerbeblatt, 1864, Nr.
20.
Mit Abbildungen auf Tab.
IV.
Lange, über die Thonwaarenfabrik zu Bishop's Waltham in
Süd-England.
Die Werke der Bishop's Waltham Clay Company sind zu
Bishop's Waltham in der Grafschaft Hantshire, zwischen Southampton und Portsmouth
gelegen. Diese Werke sollen die größten ihrer Art in ganz England werden, und bieten
schon jetzt eine so große Menge interessanter Einzelheiten dar, daß eine
Beschreibung derselben vielleicht am Orte ist.
Sie stehen unter der Direction von Dr. Versmann, welcher anderweitig besonders durch seine
Untersuchungen über das Unentzündlichmachen von Geweben bekannt ist.
Er hat die Werke auch architektonisch bis ins Einzelne hinein construirt, und damit
zum erstenmale den berühmten Fabriken in Staffordshire Concurrenz gemacht. Vor zwei
Jahren war Alles in der Gegend noch grünes Kleefeld, und eigentlich kräftig in
Angriff genommen wurden die Werke erst seit der Berufung des Dr. Versmann, vor etwa einem Jahre; jetzt aber
sieht man dort Reihen von großen Gebäuden, in welchen bereits eine großartige
Production sowohl von gewöhnlichen-Mauerziegeln, als auch namentlich von
feineren, ornamentalen Gegenständen stattfindet.
Die Gesellschaft besitzt 200 Acres (etwa 300 preußische Morgen) Land welches durchweg
ein Lager von Thon von der Erd-Oberfläche bis zu 150 Fuß Tiefe enthält, wo
dann der Thon auf weißer schreibender Kreide aufruht. Die Qualität des Thones ist
eine ganz ausgezeichnete, und namentlich ist er so frei von Steinen, daß ein
Schlämmen desselben selbst zu den feinsten Ornamenten nicht nöthig ist, weßhalb auch
gar keine. Schlämmvorrichtungen vorhanden sind. Nach dem Brennen zeigen sich die
Waaren auf das Schönste scharfkantig und hell klingend, dabei von sehr großer Härte;
eine sechszöllige Drainröhre z.B., welche doch zu den rohesten Fabricaten gehört und
sehr dünn im Thon ist, konnte ich durch das heftigste Aufwerfen auf Steinboden nicht
zerbrechen; sie gab erst dann nach, als ich mehrmals kräftig darauf trat, wodurch
sie der Länge nach in zwei regelmäßige, halbrunde Stücke zersprang. Bei dieser
vorzüglichen Eigenschaft des Thones, welcher außerdem höchst plastisch ist, läßt er sich natürlich
leicht zu den feinsten Ornamenten, großen Blumenvasen, Balustraden u. dergl.
verwenden, dagegen eignet er sich zu feuerfesten Steinen nicht, weil er zu viel
Eisen und Kalk enthält. Zwar könnte man dem durch Behandeln mit Salzsäure abhelfen;
es ist aber rentabler, ihn für sich zu ornamentalen Zwecken zu verarbeiten, und man
hat daher von dem ersteren Verfahren abgesehen.
Noch eine interessante Eigenschaft des Thones will ich anführen, bevor ich zur
Beschreibung seiner Verarbeitung übergehe; dieß ist die regelmäßige Farbenänderung,
welche er beim Brennen erfährt. Man hat es durch Regulirung der Hitzegrade
vollkommen in der Gewalt, die Farbe der Waare je nach Wunsch des Abnehmers ganz
weiß, Hellroth, dunkelroth oder dunkelblau (namentlich letzteres eine sehr schöne
Nüance) zu erhalten, und zwar erscheinen die Farben mit Steigerung der Hitze in der
angegebenen Reihenfolge. Dabei schwindet, wie mit angegeben wurde, der Thon, wenn er
weiß gebrannt wird, um ein Zehntel, wenn roth, um ein Achtel, und wenn blau, um ein
Sechstel; man muß also für Gegenstände verschiedener Farbe, wenn sie gleich groß
werden sollen, ganz verschiedene Formen haben. Sehr schön macht sich die
Abwechselung zwischen diesen Farben, besonders bei gemusterten Fußböden, welche aus
vier-, sechs-, acht – oder zwölfeckigen Fliesen von weißer,
rother und dunkelblauer Farbe zusammengesetzt werden.
Aus dem Lager, welches wie erwähnt, unmittelbar zu Tage ausgeht, wird der Thon auf
einer schiefen, mit Schienen versehenen Ebene mittelst Dampfkraft nach dem
Maschinengebäude gefördert, und aus den Förderwagen sofort durch einen Trichter in
die erste Vorbereitungsmaschine gestürzt. Das System der Bearbeitungsmaschinen, wie
es hier eingerichtet ist, soll das beste bestehende seyn. Zunächst passirt also der
Thon nacheinander drei horizontale Walzenpaare von Gußeisen, welche senkrecht
übereinander liegen und durch eine Maschine von 45 Pferdestärken ziemlich langsam,
aber mit großer Kraft umgedreht werden. Die Walzen haben circa 4 Fuß Länge und 3 Fuß Durchmesser, und scheinen nahezu massiv zu
seyn. Bei dem ersten (obersten) Walzenpaare hat die eine Walze eine zur Achse
parallele Leiste angegossen, von etwa 1 oder 1 1/2 Zoll Querschnitt der Hervorragung
über die Oberfläche, während die andere Walze eine entsprechende Vertiefung hat;
dieß hat den Zweck, etwa doch vorkommende Steinchen gewaltsam zu zerschlagen. Im
Uebrigen ist die Oberfläche aller Walzen glatt. Der Thon geht dazwischen ganz
trocken, wie er aus der Grube kommt, unter bedeutendem Drucke durch und fällt dann
in einen etwa 8 Fuß im Durchmesser haltenden Trog, welchem eine ringförmige,
durchlöcherte Röhre Wasser zuführt. Hier wird er mit Wasser angemacht, aber nicht mehr, als
eben hinreicht, um ihn gut plastisch zu machen, und zwar wird er durch etwas schräg
stehende Messer durchgearbeitet, welche an horizontalen Armen sitzen, die an einer
in der Mitte des Troges vertical stehenden und sich drehenden Welle befestigt sind.
Von da kommt der Thon in einen Thonschneider von gewöhnlicher Form mit 3 Messern, in
Form einer archimedischen Schraube gestellt, und erscheint unten in völlig
plastischer, zum Formen geeigneter Beschaffenheit. Er wird also von dem Augenblicke
an, wo er in die Förderwagen geladen ist, bis zu dem wo er in die Hand des Formers
gelangt, von Menschenhänden gar nicht berührt und passirt immer selbstthätig von
einer Maschine in die andere.
Bei dem Formen und Trocknen der gewöhnlichen Mauersteine (von denen bei meiner
Anwesenheit Abschlüsse für 10 Millionen vorlagen) und Drainröhren wollen wir uns
nicht aufhalten, da hier nichts Besonderes zu erwähnen ist und wollen gleich zur
Erzeugung der feineren Sachen übergehen. Dieselbe geschieht in einem geräumigen
Locale, welches durch das unten in Canälen durchziehende, überschüssige
Dampfkesselfeuer erwärmt wird. Hier werden alle diese Gegenstände durch mit der Hand
bewegte Pressen geformt und dann platt auf den Boden nebeneinander hingelegt. Da,
wie erwähnt, Sorge getragen wird, nicht zu viel Wasser zum Anmachen des Thones zu
nehmen, so haben die Gegenstände schon 24 Stunden nach dem Formen hinreichende
Consistenz gewonnen, um in größere Stöße übereinander gelegt werden zu können, wobei
sie, wenn nöthig, unterstützt werden. Ein bemerkenswerther Kunstgriff ist dabei, daß
größere Platten absichtlich gebogen werden, da sie sich beim Brennen unvermeidlich
ziehen; freilich gehört wohl große Geschicklichkeit dazu, um das Biegen gerade so zu
treffen, daß sich die Platten nachher ganz gerade ziehen. In diesen Stößen bleiben
die Gegenstände drei Wochen lang liegen, werden dann einzeln vorgenommen, mit Lineal
und Schabmesser noch einmal bearbeitet und von Unreinigkeiten gesäubert; ohne dieses
würden sie nicht so genau und schön ausfallen. Die hierauf verwendete, freilich sehr
zeitraubende Arbeit wird von den Abnehmern gern bezahlt. Darauf bleiben die
Gegenstände nochmals drei Wochen liegen und kommen dann in den Brennofen.
Von Brennöfen sind augenblicklich noch einige kleinere, theils kreisrund mit
Kuppelgewölbe, theils oblong mit Tonnengewölbe vorhanden. Alles Interesse
concentrirt sich aber auf den großen Ring-Ofen nach Hoffmann-Licht'scher Construction, den ersten welcher in England
erbaut worden ist. Er ist, wenn auch schon im Betriebe, noch nicht fertig, und soll
nach seinem Ausbau bei einem Durchmesser von 150 Fuß, sieben concentrische Ringe von
Brennöfen enthalten, deren 96 Züge sämmtlich in den Mittelschornstein gehen. Von
diesen 7 Ringen sind erst zwei fertig und im Betriebe, und könnte ich über sie
nichts weiter anführen, als was allgemein bekannt ist; nach seiner Vollendung wird
der Ofen eine tägliche Production von einer
Viertelmillion Steine haben. Höchst merkwürdig ist dagegen der Schornstein, welcher,
bei einer Weite von 24 Fuß am Fuße, eine Höhe von 180 Fuß erreichen soll, aber kaum
halb fertig ist, und immer nur weitergebaut werden soll, so wie es die neu
anzulegenden Ringe erfordern. Derselbe hat vom Fuße bis zur Spitze gleichmäßig die
Stärke von einem halben Ziegel (4 1/2 Zoll engl. Maaß).
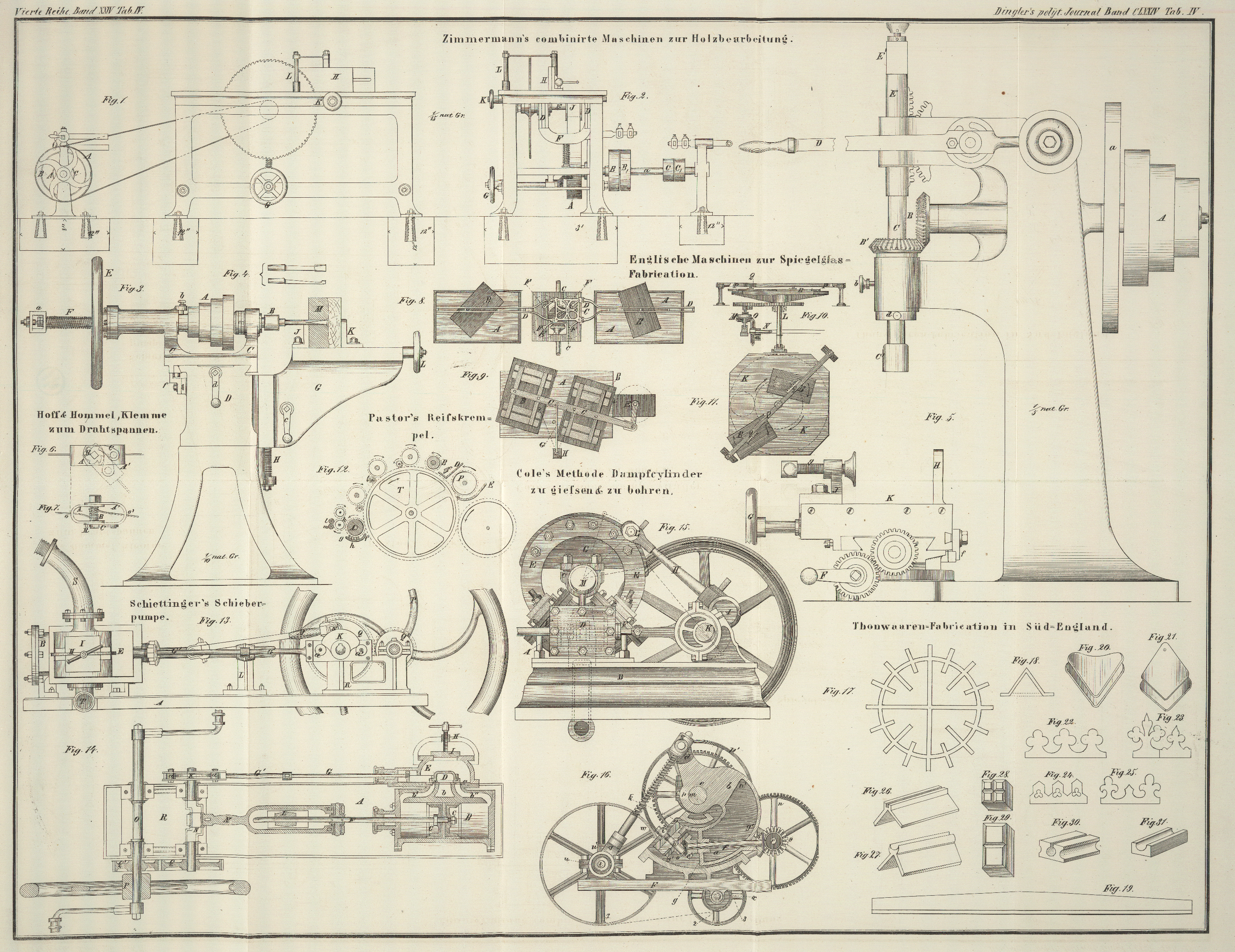
Seine Festigkeit erlangt dieses kartenhausähnliche Bauwerk außer durch die
ausgezeichnete Qualität der Steine, durch die Zungen, welche ihn in 16 Theile
zerlegen, und zwar so, daß vier ganz durchgehen und sich in der Mitte treffen, vier
einen halben, und acht einen Viertel-Radius bilden (Fig. 17). Sie haben
ebenfalls nur 4 1/2 Zoll Stärke und springen nach außen als Pfeiler vor, welche am
Fuße wohl 3 Fuß vorragen, aber nach oben hin immer schmäler werden und sich
schließlich ganz verlaufen. Verankerungen und sonstiges Eisenwerk kommen an dem
Schornsteine gar nicht vor.
Bei dieser Gelegenheit will ich darauf hinweisen, wie schwach man gewöhnlich in
England auch Wohnhäuser construirt. Die Hauptwände sind bei sehr vielen, wohl den
allermeisten auf Speculation gebauten Wohnhäusern nur einen Ziegel – 9 Zoll
engl. stark, selbst im ersten Geschoß, die Scheidewände nur einen halben Ziegel = 4
1/2 Zoll engl. Allerdings sind die Häuser selten mehr als 3 Stock hoch incl.
Erdgeschoß. Breite Thüren, Schaufenster u. dgl. werden bei solchen Bauten meist
nicht überwölbt, sondern nur mit einem Balken bedeckt, auf welchem dann, selbst ohne
Entlastungsbögen, fortgemauert wird. Gewöhnliche Fenster werden meist mit einem
Steinbalken bedeckt. In dem Lande des Eisens ist es gewiß selbst für
Speculationsbauten auffällig, daß man so wenig Eisen beim Bau von Privathäusern
angewendet sieht; denn auch eiserne Balkenanker sind in diesen nicht häufig.
Allerdings muß ich darauf zurückkommen, daß die Qualität der Ziegel ausgezeichnet
ist, während ihr Preis weit unter dem unserigen steht, z.B. 18–21 Shilling
für das Tausend, welche von derselben Qualität das Doppelte bei uns kosten würden;
die besten Stourbridge feuerfesten Ziegel kosten 45 Shilling.
Es sey mit noch gestattet, einige andere constructive Einzelheiten hervorzuheben. Das
zeltförmige Dach des Ringofens ruht ausschließlich auf 3 concentrischen Ringen von
gebogenen Eisenbahnschienen als Unterzügen, zwischen denen sich vom einen zum
anderen, statt der Sparren, fächerförmig angeordnete 1 1/2zöllige Breter, auf der
hohen Kante stehend, erstrecken; auf diesen Bretern ruhen dann quer aufliegend die
Schalbreter auf. Der Abstand der einzelnen Breter von einander mag durchschnittlich
zwei Fuß betragen. Das Dach bedeckt nur die zwei vorhandenen Ringe, und soll sich
beim Erbauen der folgenden ein neues im Winkel daran anstoßendes anschließen. Ein
anderes, langes Gebäude wird bei verhältnißmäßig schwachen Seitenmauern in allen
drei Stockwerken mit gewölbten Decken versehen, in der Art, daß von 12 zu 12 Fuß
quer auf die Längswände gußeiserne, hohle Balken von dreieckigem Querschnitt als
Widerlager gelegt sind, zwischen denen sich Tonnengewölbe ausspannen. Diese Balken
nehmen nach der Mitte hin an Stärke zu und sind die beiden Schenkel des Dreiecks hin
und wieder durch Querstege abgesteift (Fig. 18 und 19). Das
Eisengewicht ist ein verhältnißmäßig sehr geringes.
Endlich will ich noch eine Art Gewölbe-Anker erwähnen, welche mit bei den
kleineren, länglich-viereckigen, mit Tonnengewölben bedeckten Brennöfen
auffielen. Die Anker nämlich, welche sich an den beiden schmalen Enden befanden und
bei den an der Stirnseite der Gewölbe altgebrachten Arbeitsöffnungen vorbeigiengen,
waren mit Haken und Schrauben verbunden, ganz nach Art der Kuppelung von
Eisenbahnwaggons; sie können also nicht nur während des Brennens angezogen werden,
sondern man kann auch beim Ausräumen das Mittelstück ganz entfernen, wodurch die
Arbeitsthüren ganz frei werden.
Was die in Bishop's Waltham erzeugten Fabricate betrifft, so habe ich schon über die
Vorzüglichkeit ihrer Qualität gesprochen; einige Arten derselben habe ich bei uns
noch nicht gesehen und würde ihre Einführung gewiß auch für uns von Nutzen seyn.
Dahin gehören die Dachziegel Fig. 20 und 21, im
Englischen hips und valleys
genannt, welche angewendet werden, um eine Regenrinne zu bilden, da, wo zwei Dächer
aneinanderstoßen. Die Biegung konnte in der Zeichnung nur angedeutet werden. Ferner
Firstornamente in allen möglichen Formen, von denen ich in Fig. 22 bis 25 Beispiele
gebe; dazu gehören die Nuthenziegel Fig. 26 oder 27, in
welche sie mit Cement eingesetzt werden. Diese Firstbekrönungen machen einen sehr
schönen Effect. Sehr praktisch scheinen die Fliesen Fig. 28 und 29 zu seyn,
welche zur Pflasterung von Pferdeställen bestimmt sind und durch die Furchen das
Ausgleiten der Pferde verhindern sollen; sie werden stets in der härtesten (blauen)
Sorte ausgeführt.
Man bemerke endlich noch die Fig. 30, Pflaster mit
Drainage verbunden, und Fig. 31, Regen-
und andere Abfallrinnen darstellend.
Tafeln