| Titel: | Verfahren zum Gießen von Zainen aus Bessemer-Metall, von Will. Weild, Civilingenieur in Manchester. |
| Fundstelle: | Band 176, Jahrgang 1865, Nr. LXV., S. 213 |
| Download: | XML |
LXV.
Verfahren zum Gießen von Zainen aus
Bessemer-Metall, von Will.
Weild, Civilingenieur in Manchester.
Aus dem Practical Mechanic's Journal, December 1864, S.
237.
Mit Abbildungen auf Tab.
III.
Weild's Verfahren zum Gießen von Zainen aus
Bessemer-Metall.
Petin und Gaudet, die
berühmten französischen Eisenhüttenmänner, veröffentlichten vor mehreren Jahren eine
Einrichtung von Zainformen, deren wesentlich Neues in der Verbindung mehrerer Formen
durch am Boden angebrachte Canäle bestand, so daß das in die eine der Formen
eingegossene Metall auch die übrigen Formen füllte, und zwar ganz ruhig, von unten
auf, ohne die bei dem gewöhnlichen Verfahren (die Formen durch directes Eingießen
des Metalls von oben zu füllen) unvermeidliche, mehr oder weniger stürmische
Bewegung, durch deren Einwirkung der Zain häufig porös und schwammig ausfällt, indem
das Metall beim Gießen Luftblasen mit sich reißt und beim Erstarren einschließt. Das im Folgenden
beschriebene Gußsystem des Ingenieurs Weild ist eine
vervollkommnete Ausführung eines ähnlichen Gedankens.
Nach diesem System wird ein kreisförmiger, kreissegmentförmiger oder geradlaufender
Canal hergestellt und mit einer Metallplatte bedeckt, deren ebene obere Fläche mit
einer continuirlichen Rinne oder einer Reihe von radialen Rinnen versehen ist; auf
diese Platte kommt eine zweite zu liegen, welche mit der unteren dicht
zusammenschließt. Die obere oder Deckplatte ist mit einer Anzahl von Löchern
versehen; über jedes Loch kommt eine Zainform zu stehen, so daß also sämmtliche
Zainformen mit der Rinne (bez. den radialen Rinnen) und dadurch mit einander in
Verbindung stehen. Die Formen können in einem Kreise auf einer Metallplatte oder auf
einer Reihe von solchen Platten angeordnet werden, mit einer höheren Form und einer
„Haupt-Gießgasse“ in der Mitte, indem in der unteren Platte
Gassen angebracht werden, welche von der „Haupt-Gießgasse“ aus
radienförmig zu jeder der Formen führen. Die obere Platte, welche mit den Löchern
versehen ist, durch die das flüssige Metall in die Formen aufsteigt, wird mit
Chamotte beschlagen, damit das Metall gegen Abschrecken geschützt ist.
Beim Gießen des flüssigen Metalls wird das dasselbe enthaltende Gefäß über eine der
Zainformen – etwa über die mittlere – dicht an die Oeffnung derselben
gebracht, nöthigenfalls unter Anwendung einer Vorrichtung zum Abschlusse der Luft.
Dann wird das Ventil des Gießgefäßes geöffnet und das Metall fließt in die Form,
tritt von da in die Rinnen oder Gassen der den Canal bedeckenden Platte und steigt
dann gleichzeitig, ohne jede starke Bewegung, in sämmtlichen Zainformen auf, bis
dieselben gefüllt sind. Sobald dieses geschehen ist, wird die obere Platte um ein
Geringes gedreht oder zur Seite geschoben, so daß die Communication zwischen den
durch die obere Platte gehenden Löchern und der „Gießgasse“
unterbrochen und das Metall in noch flüssigem Zustande getrennt, auseinander
gerissen, wird; da die Oeffnung, durch welche das Metall in die Form eintritt, sich
nach letzterer zu conisch erweitert, so läßt es sich von der oberen Platte nach dem
Erkalten leicht entfernen. Anstatt das zwischen der „Gießgasse“
und der Form befindliche Metall im noch flüssigen Zustande zu trennen, kann man es
auch erst erkalten lassen und den Zain nachher von den Theilen des Metalls in der
„Gießgasse“ abschlagen. Ist das in den Löchern der oberen
Platte und in der Gießgasse befindliche Metall entfernt, so wird die Platte wieder
über die Gießgasse gelegt, nachdem die mit dem geschmolzenen Metall in Berührung
kommenden Theile vorher in der üblichen Weise mit Kienruß, Thon oder Holzkohle
beschlagen worden sind, worauf sie zu einem neuen Zaingusse fertig sind. Der Canal, welcher
sich unter der Platte befindet, in welcher die Gießgassen eingeformt sind, wird auf
eine passende Weise erhitzt, z.B. mit der Ueberhitze der Schmelzöfen, um die Platten
vorzuwärmen und dadurch das Abschrecken oder die zu plötzliche Abkühlung des
geschmolzenen Metalles bei seinem Eintritte in die Zainformen zu verhüten.
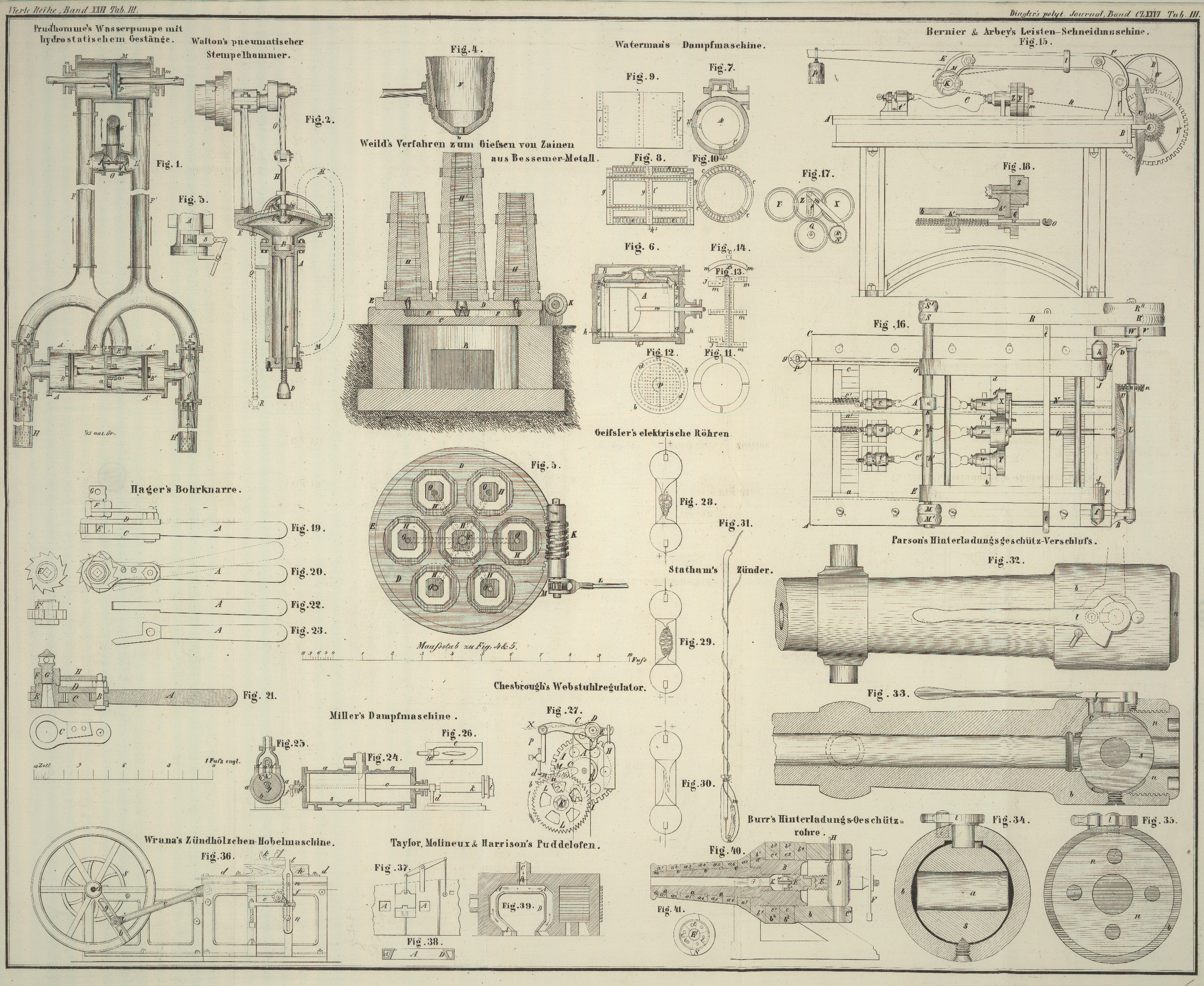
Fig. 4 stellt
den senkrechten Längendurchschnitt und Fig. 5 den Grundriß einer
solchen Einrichtung dar, bei welcher sechs Zainformen um eine centrale Form herum
angebracht sind; sämmtliche Formen communiciren an ihrem unteren Ende durch Rinnen
oder Gassen, welche von der mittleren Form auslaufen, mit dieser letzteren. A bezeichnet die Sohle; B
ist der durch die Ueberhitze der Oefen oder durch eine besondere Feuerung abgewärmte
Canal. C ist die untere Platte, welche den Canal
bedeckt; an ihrer oberen Fläche hat sie in der Mitte eine conische Vertiefung mit
sechs radialen Rinnen oder Gassen, welche einen keilförmigen Querschnitt haben, so
daß sich das in ihnen bleibende Metall nach jedem Gusse leicht wegnehmen läßt. D ist die obere, C
bedeckende Platte, welche durch den Rand E in ihrer
centralen Lage zu C erhalten wird und dicht auf letztere
aufschließt, so daß die Gießgassen von ihr bedeckt werden und an beiden Enden
offene, oben geschlossene Canäle bilden. Die äußeren Enden dieser Gassen
communiciren mittelst der in der Deckplatte D
befindlichen conischen Löcher G mit den über letzteren
stehenden Gießformen H, während das innere Ende jeder
Gasse mittelst der in der Platte D angebrachten Oeffnung
T mit der centralen Zainform H' in Verbindung steht. Der Rand der oberen Platte D ist auf eine kurze Erstreckung gezahnt und steht mit einem Trieb K in Eingriff, welcher in Lagern, die an der unteren
Platte C angegossen sind, ruht. Dieser Trieb kann
mittelst eines Griffs L, an welchem eine umkehrbare
Sperrklinke so angebracht ist, daß sie auf ein auf der Triebachse befestigtes
Zahnrad M wirkt, nach beiden Seiten gedreht werden. Wird
die obere Platte D mittelst des Triebs K in rotirende Bewegung versetzt, so läßt sich die
Verbindung zwischen den radialen Rinnen oder Gassen F
und den Zainformen H leicht unterbrechen. Die in der
Mitte befindliche Form H' ist höher als die übrigen, so
daß das flüssige Metall genug „Kopf“ bekommt, um den Widerstand
bei seiner Bewegung durch die Gassen und durch die auf diesen zu den Formen
führenden Oeffnungen überwinden zu können.
Soll gegossen werden, so beschlägt man zunächst die Gassen und Formen mit Thon; die
obere Platte D wird in ihre richtige Stellung über die
Gassen F gebracht; die Zainformen werden an ihren
Plätzen befestigt, und
nachdem Platten und Formen gehörig vorgewärmt worden, wird das flüssige Metall
mittelst des mit einem Ventile v versehenen Gefäßes N über die mittlere Form H'
gebracht, wie Fig.
4 zeigt. Das Metall fließt in die letztere, tritt in die Rinnen oder
Gassen F und steigt in den sechs peripherischen Formen
gleichzeitig empor. Sind die letzteren gefüllt, so wird die Deckplatte D mittelst des Triebs K in
Bewegung gesetzt, wodurch gleichzeitig das flüssige Metall in den Oeffnungen G der Deckplatte von den ihnen entsprechenden Gassen in
der unteren Platte getrennt wird, so daß nach dem Erkalten der Zain und seine Form
leicht weggenommen werden kann, da das durch die Platte D getretene Metall in Folge seiner conischen, mit dem stärkeren Ende dem
Zaine zugekehrten Form sich leicht entfernen läßt. Der mittlere Zain wird, nachdem
er etwas erkaltet ist, weggebrochen, dann wird die Deckplatte D mittelst eines Krahns abgehoben und das in den Gassen erstarrte Metall
wird beseitigt; die Gassen erhalten einen frischen Thonbeschlag, die Deckplatte wird
wieder an ihren Platz gehoben und eingepaßt, und nun kann ein neuer Guß
beginnen.
Tafeln