| Titel: | Verfahren zur Anfertigung von Kernen und Formen für den Metallguß, von Joseph Harrison in Philadelphia. |
| Fundstelle: | Band 180, Jahrgang 1866, Nr. XXIX., S. 118 |
| Download: | XML |
XXIX.
Verfahren zur Anfertigung von Kernen und Formen
für den Metallguß, von Joseph
Harrison in Philadelphia.
Aus dem Practical Mechanic's Journal, Januar 1866, S.
302.
Mit einer Abbildung auf Tab. II.
Harrison's Anfertigung von Kernen für den Metallguß.
Diese Erfindung (patentirt in England für H. Johnson am
25. Mai 1865) besteht darin, zum Gusse
von Röhren und anderen Gegenständen Kerne und einzelne Formtheile aus feuchtem
Sande, um ein durchlöchertes Rohr oder eine ähnliche Form von beliebiger Länge und
Gestalt und von einer eigenthümlichen, näher zu beschreibenden Einrichtung
anzufertigen, welche letztere beim Gusse den Kern oder die Form durch das erzeugte
Vacuum zu verstärken gestattet, während gleichzeitig die durch das flüssige Metall
entwickelten Gase beseitigt und somit blasenfreie und vollkommene Güsse erzielt
werden können.
Das eine oder beide Enden des Rohres können auf eine der gebräuchlichen Weisen mit
einer in angemessener Entfernung von der Form aufgestellten Luftpumpe oder
Vacuumkammer verbunden werden. Sobald der Guß beginnt, wird die Luftpumpe angelassen
oder die Communication mit der Vacuumkammer hergestellt, worauf die den Kern
umgebende Luft sofort durch den Sand hindurch und durch die Durchbohrungen des in
der Mitte des Kerns liegenden Rohres in das letztere hineindringt. Da das Metall
unter dem Kerne und um ihn herum aufsteigt, so werden die durch das heiße Metall im
Innern des Kerns erzeugten Gase durch die Wirkung des Vacuums in das Rohr a gepreßt und aus demselben entweder vermittelst der
Luftpumpe entleert oder in die Vacuumkammer befördert. Auf diese Weise wird der
Kern, beziehungsweise die Form weit vollkommener entlüftet, als wenn die Gase auf
die gewöhnliche Weise entleert werden, während gleichzeitig in Folge des in der
ganzen Länge des Kerns hervorgebrachten theilweisen Vacuums der Sand, aus welchem
der Kern besteht, von dem in seiner Mitte oder in der Nähe derselben stattfindenden
Drucke frei wird. Durch den auf seine Außenfläche wirkenden Druck der
atmosphärischen Luft wird der ganze Kern bedeutend verstärkt und ein weit
vollkommenerer Guß erzielt.
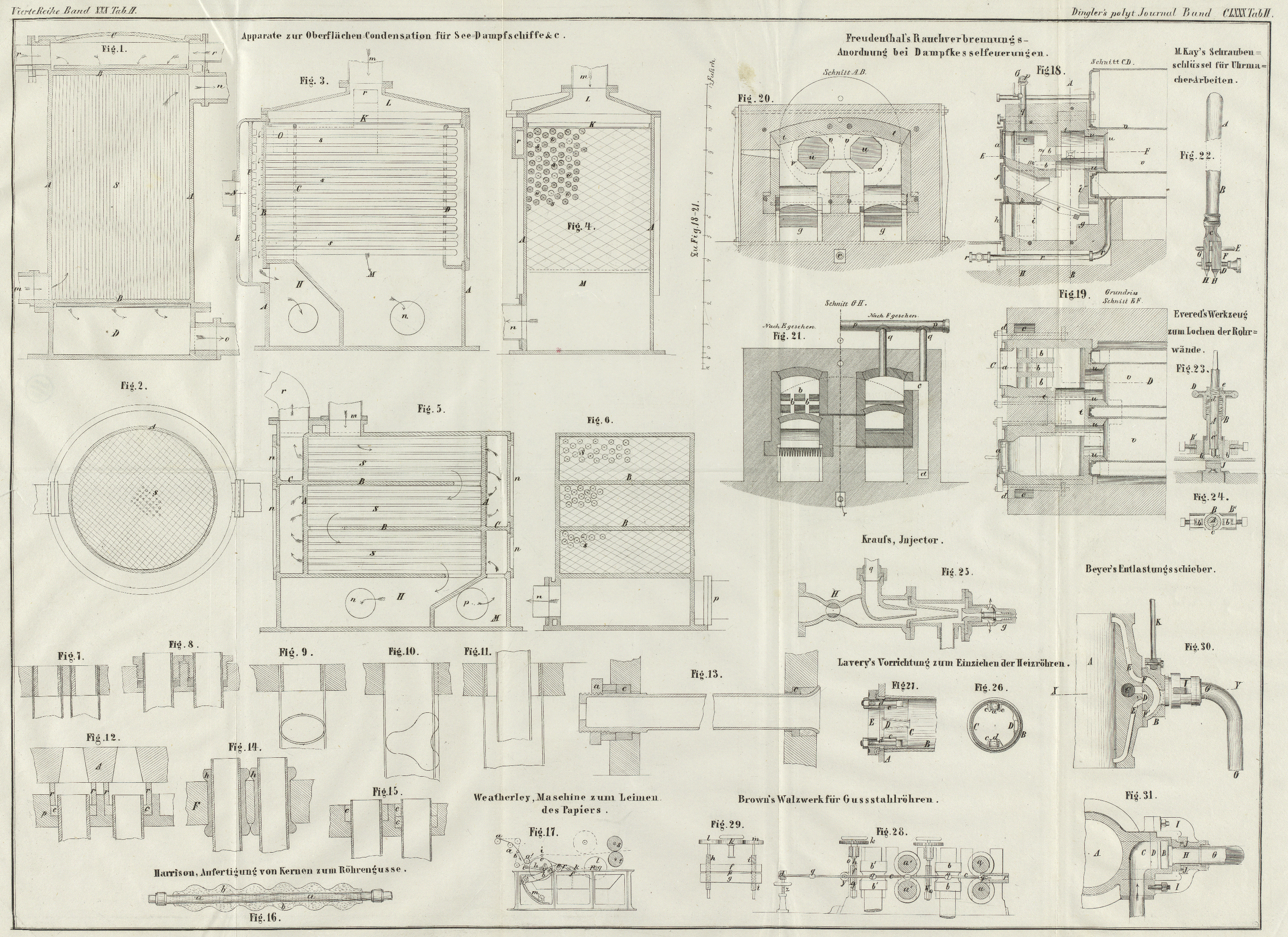
Fig. 16
stellt im Längendurchschnitt einen nach diesem Verfahren angefertigten Kern zum
Gusse einer mit einer Reihe von sphärischen Erweiterungen oder Kammern versehenen
Röhre dar. a ist das durchlöcherte Rohr, um welches der
Kern geformt worden ist; dasselbe ist an beiden Enden mit geeigneten Muffen
versehen, um es leicht mit einer Luftpumpe oder Vacuumkammer verbinden zu können.
b, b ist der um die durchlöcherte Außenfläche des
Rohres herum festgerammte Sand des Kerns.
Tafeln