| Titel: | Verfahren zur Anfertigung von Eisenbahnradreifen aus Gußstahl; von J. J. Firth in Sheffield. |
| Fundstelle: | Band 181, Jahrgang 1866, Nr. LXIX., S. 258 |
| Download: | XML |
LXIX.
Verfahren zur Anfertigung von Eisenbahnradreifen
aus Gußstahl; von J. J.
Firth in Sheffield.
Aus dem London Journal of arts, Juni 1866, S.
347.
Mit Abbildungen auf Tab.
V.
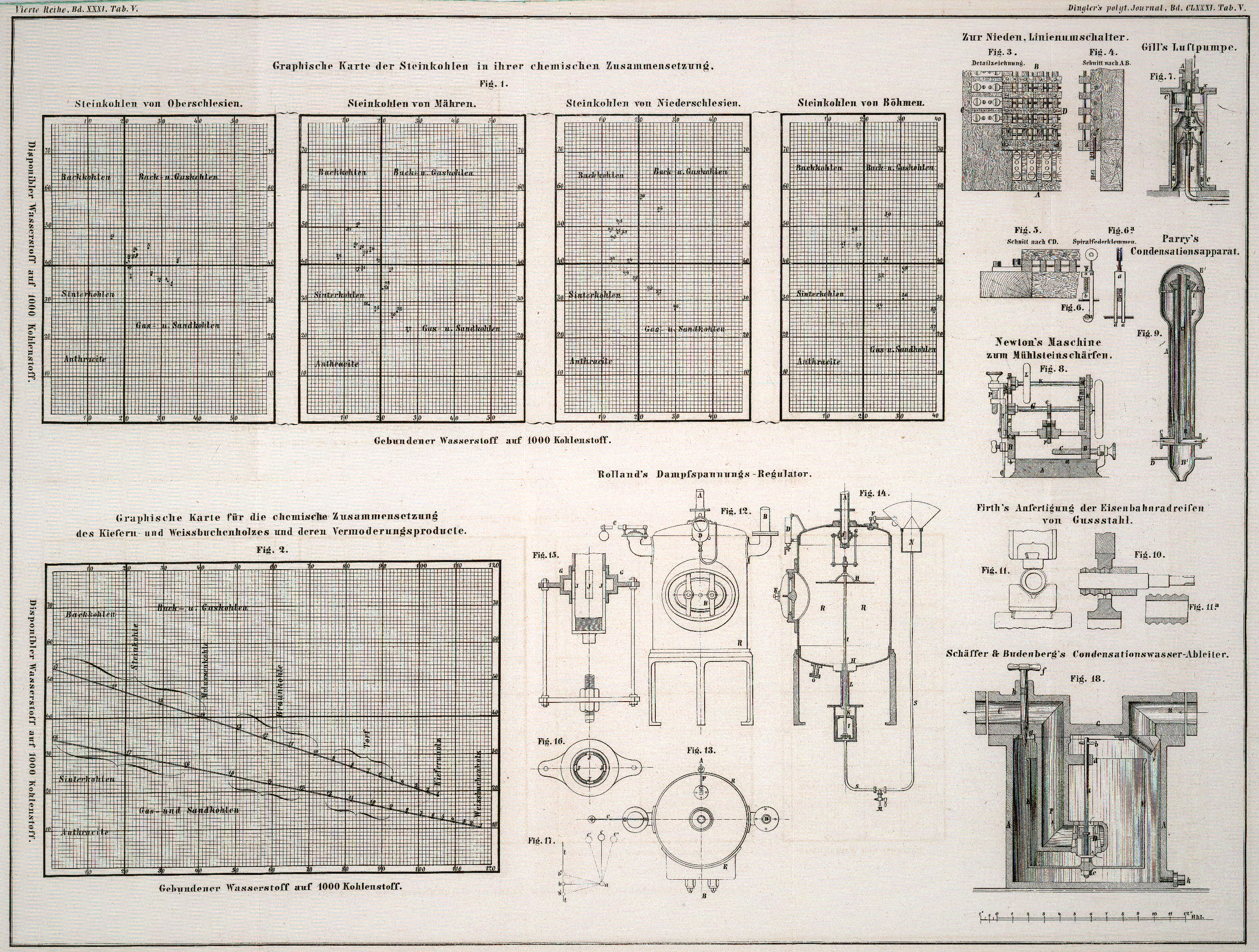
Firth's Anfertigung von Eisenbahnradreifen aus
Gußstahl.
Diese Erfindung (patentirt in England am 25. Mai
1865) besteht darin, daß man einen hohlen Gußstahlcylinder auf einer
Spindel hämmert und ihn so in seiner Dicke verkleinert, und dann zwischen Werkzeugen
von bestimmter Form so schmiedet, daß Erhöhungen die dem Rande des fertigen Reifens
entsprechen, gebildet werden. Durch diese beiden Operationen wird das Metall
bedeutend verdichtet.
Zu diesem Zweck hämmert man also den hohlen gußstählernen Cylinder auf einer Spindel
und gibt so dem Metall mehr Zähigkeit. Dann bringt man den Cylinder zwischen einen
Hammer und Amboß, in
welchen Furchen so gebildet sind, daß aus dem Cylinder Erhöhungen und Vertiefungen
entstehen, die dem Rande der Eisenbahnwagenreifen entsprechen, wie die beigegebenen
Abbildungen zeigen, von denen Fig. 10 ein Durchschnitt
und Fig. 11
eine Endansicht ist. Das cylindrische Gußstahlstück wird hernach von der Spindel
genommen, auf eine Drehbank gebracht und in der Mitte der Erhöhungen nach den
punktirten Linien in Fig. 10 durchgestochen,
so daß einzelne Ringe entstehen. Die Erhöhungen werden am besten so breit gemacht,
daß aus jeder durch das Durchstechen auf der Drehbank zwei Ränder zu Bandagen
entstehen; die Erhöhung kann jedoch auch so gemacht werden, daß nur ein Rand daraus
gefertigt werden kann, in welchem Falle natürlich das Durchstechen auf der Drehbank
an der einen Seite der Erhöhung geschehen muß. Die Spindel auf welcher das
cylindrische Gußstahlstück gehämmert wird, muß genügend conisch seyn, damit das
Fortrücken erleichtert wird. Ist nun der Cylinder auf der Drehbank in Ringe
geschnitten oder so getheilt, daß jeder Theil zum Bilden einer Bandage paffend ist,
so werden dieselben auf einem gewöhnlichen Walzwerke für endlose Bandagen fertig
gemacht. Durch diese verschiedenen Operationen, und besonders dadurch, daß der ganze
Gußstahlcylinder erst auf einer Spindel gehämmert, dann durchschnitten und wie oben
erklärt, fertig gemacht wird, fallen die Bandagen in jeder Hinsicht solider und
besser aus, als einfach gegossene und gewalzte Reifen, oder als solche die zusammen
in Form eines Cylinders gegossen aber nicht gehämmert oder gewalzt sind.
Anstatt den Cylinder auf seiner äußeren Oberfläche glatt zu gießen, kann man
denselben gleich mit solchen Erhöhungen anfertigen, welche den Rand des Reifens zu
bilden gestatten, wie es Fig. 11a zeigt, und hat dann nicht nöthig diese
Erhöhungen aus dem glatten Cylinder heraus zu schmieden. Man kann nun den Cylinder
wie vorher beschrieben auf der Drehbank gleich in Ringe theilen und dann fertig
walzen, oder noch besser erst hämmern wie in Fig. 10 und 11, dann
theilen und walzen.
Tafeln