| Titel: | Ueber englische Walzwerke mit vor- und rückwärts rollenden Walzen. |
| Fundstelle: | Band 185, Jahrgang 1867, Nr. LXXIV., S. 269 |
| Download: | XML |
LXXIV.
Ueber englische Walzwerke mit vor- und
rückwärts rollenden Walzen.
Aus dem Engineering, Januar 1867, S. 1.
Mit Abbildungen auf Tab.
IV.
Walzwerke mit vor- und rückwärts rollenden
Walzen.
Walzwerke, bei denen die Bewegungsrichtung der Walzen nach jedesmaligem Durchgange
der Packete etc. umgekehrt werden kann, sind in der letzten Zeit in England vielfach
eingerichtet worden und ihre Anwendung ist für einzelne Zwecke, z.B. für starke
Panzerplatten, wegen dem großen Gewichte der Massen, womit man zu thun hat, und
wegen der Möglichkeit bei einer Hitze mehr Durchgänge und somit eine nicht
unbeträchtliche Brennmaterialersparniß zu erzielen, zur Nothwendigkeit geworden.
In den London und North-Western Stahlwerken zu Crewe wird die Umsteuerung der
Walzenbewegung durch die Umsteuerung der gekuppelten Betriebsmaschinen selbst
bewerkstelligt. Diese Maschinen haben 28 zöllige Cylinder mit 4 Fuß Hub und machen 3
1/2 Umdrehungen auf eine Umdrehung der Walzen. Sie haben entlastete Schieber und
werden durch eine hydraulische Vorrichtung umgesteuert, ohne daß der Dampf
abgesperrt wird. Diese Anordnung arbeitet so leicht, daß man in einer Minute 73
Durchgänge erzielt hat. Die angewendeten Walzen sind 6 Fuß 10 Zoll lang, haben 24
Zoll Durchmesser und bearbeiten eine Luppe von der gewöhnlichen Stärke in 11
Durchgängen auf die Dicke einer Locomotivrahmenplatte. Das Zuspannen der Walzen
geschieht bei jedem Durchgange ebenfalls durch hydraulischen Druck.
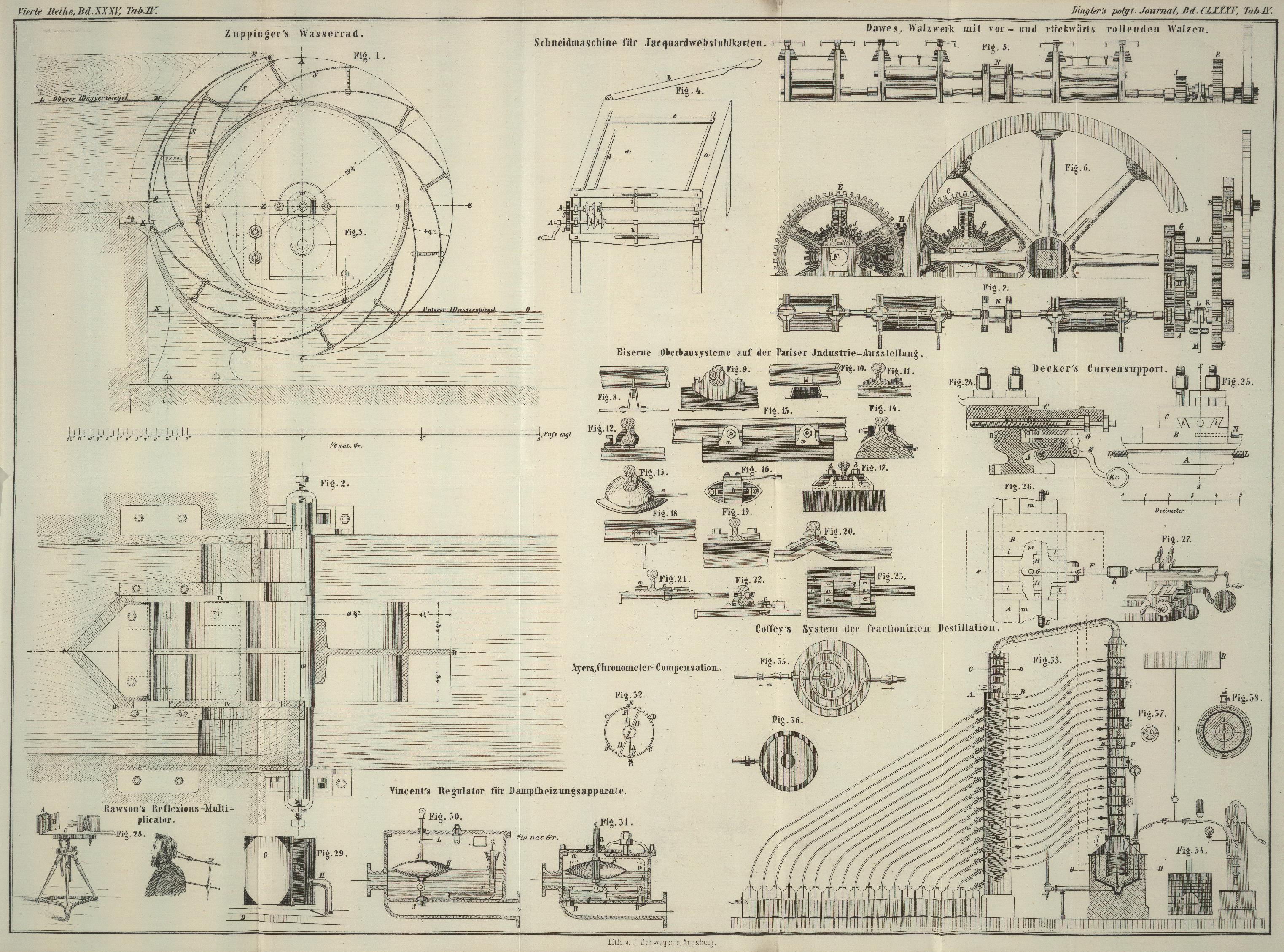
Bei dem Walzwerke der HHrn. W. H. und G. Dawes in Elsecar
bei Barnsley, sowie bei dem Panzerplatten-Walzwerke der HHrn. John Brown und Comp. in Sheffield,
und bei einigen anderen wird die Umkehrung der Bewegung durch eine verstellbare
Kuppelung bewerkstelligt.
Der Plattenwalzen-Train zu Elsecar ist einer der vollkommensten in England und zugleich einer
der ersten, bei welchem das Princip der Umkehrung Anwendung gefunden hat.
Fig.
5–7 stellen die ganze Anordnung in Grundriß, Vorder- und
Seitenansicht dar. Auf der Schwungradwelle A der
Betriebsmaschine sitzt ein Getriebe B von 2 Fuß
Durchmesser, 15'' Breite und 15 Zähnen. Dieses Getriebe greift in ein Zahnrad C von 8 Fuß Durchmesser mit 60 Zähnen, welches auf einer
Vorgelegwelle D befestigt ist und in ein anderes Rad E von gleichen Dimensionen eingreift, das lose auf
seiner Welle F sitzt. Auf der Vorgelegwelle D ist ferner ein zweites Rad G mit 30 Zähnen von 4 Fuß Durchmesser befestigt, welches in ein zweites
Zahnrad H von derselben Größe eingreift, das auf einer
besonderen Welle sitzt und zur Uebertragung der Bewegung auf ein drittes, auf der
Welle F lose sitzendes Zahnrad J von denselben Dimensionen dient.
An den Naben der Zahnräder E und J sind Klauen K angegossen. Zwischen diesen
Rädern sitzt auf der Welle F, welche zugleich die
Betriebswelle des Walzwerkes bildet, ein verschiebbarer Klauenmuff L, welcher durch eine in die Welle eingeschliffene Feder
in der gewöhnlichen Weise am Umdrehen gehindert wird, und mittelst eines Hebels M seitlich verschoben werden kann; je nachdem der Muff
L mit dem Rade E oder
J verbunden ist, muß daher die Welle F der Bewegung des einen Rades in einer Richtung, oder
derjenigen des anderen, welches durch die Anwendung des Zwischenrades H sich in entgegengesetzter Richtung bewegt, folgen.
Was die Verhältnisse und Dimensionen des erwähnten Walzentrains betrifft, so wird man
aus dem Obengesagten ersehen, daß das Schwungrad vier Umdrehungen macht, während die
Walzen eine Umdrehung zurücklegen. Die Schwungradwelle hat einen Durchmesser von 16
Zoll, das Schwungrad selbst einen solchen von 18 Fuß. Sein Kranz hat 12 Zoll Breite
und 10 Zoll Höhe: das Rad hat acht Arme, die mit der Nabe aus einem Stück gegossen
und mit dem Ringe durch schwalbenschwanzförmige Ansätze verbunden sind. In gleicher
Weise sind auch die großen Zahnräder construirt. Die Vorgelegwelle D hat 14 Zoll Durchmesser; ihre Lagerschenkel sind 15
Zoll lang und haben 12 Zoll im Durchmesser.
Die Art, in welcher die Bewegung von dem Räderwerke auf die Walzen übertragen wird,
ist aus der Zeichnung klar ersichtlich. Die unteren Walzen des Trains sind direct
mit einander verbunden, während zwischen den Luppen- und den Streckwalzen ein
paar Getriebe N angebracht sind, welche die Bewegung auf
die oberen Walzen übertragen. Diese Getriebe, welche in einem festen Rahmen sitzen,
sind 20 Zoll breit und
haben einen Durchmesser von 2 Fuß. Die Kuppelmuffe, welche diese Getriebe mit den
oberen Walzen verbinden, sitzen etwas lose auf den Verbindungsstücken.
Die dem Räderwerke zunächst gelegenen Walzen haben eine Länge von 7 Fuß bei 31 Zoll
Durchmesser; das nächste Paar ist 6 Fuß lang und hat 21 Zoll Durchmesser, während
das dritte Paar, dessen obere Walze lose mitläuft, nur 5 Fuß lang ist und 20 Zoll
Durchmesser hat. Die Ständer der Walzen sind von der gebräuchlichen Stärke.
Die Plattenwalzen werden behufs größerer Dauerhaftigkeit in dicken eisernen Schalen
gegossen. Die in denselben zu walzenden Packete werden im Allgemeinen breiter,
kürzer und dünner gehalten, als die Packete für Stabeisen. Die Platten werden
abwechselnd der Längen- und Seitenrichtung nach durch die Walzen gelassen und
wenn Bleche für Dampfkessel gefertigt werden, soll die Länge und die Breite des
Packetes den Dimensionen des fertigen Bleches proportional seyn, so daß dieselben
durch die Walzen in jeder Richtung gleichmäßig gestreckt werden können. – Die
einzelnen Stäbe sollen auch beim Bilden der Packete theils der Länge, theils der
Quere nach gelegt werden, und wenn dann beim Walzen die entsprechende Vorsicht nicht
außer Acht gelassen wird, so werden so gebildete Platten nach der Vollendung in
beiden Richtungen gleiche Widerstandsfähigkeit darbieten. – Bei Herstellung
der langen für den Schiffbau erforderlichen Platten findet beim Walzen die größte
Ausdehnung der Packete nach der Längenrichtung statt, weßhalb auch die Fasern
größtentheils in dieser Richtung laufen müssen. Um diesem Uebelstand möglichst
abzuhelfen, werden die Packete für solche Platten so angeordnet, daß sie eine große
Anzahl querliegender Stäbe enthalten, wodurch eine größere Uebereinstimmung in der
Stärke der Bleche nach den beiden Richtungen erzielt wird.
Tafeln