| Titel: | Verfahren zum Gießen von Metallen, Glas etc. |
| Fundstelle: | Band 194, Jahrgang 1869, Nr. LXVIII., S. 304 |
| Download: | XML |
LXVIII.
Verfahren zum Gießen von Metallen, Glas
etc.
Aus dem Scientific American, September 1869, S.
180.
Mit Abbildungen auf Tab.
VII.
Verfahren zum Gießen von Metallen, Glas etc.
In Frankreich ist vor Kurzem ein Patent auf Verbesserungen im Gießen von Metallen,
Glas und anderen Substanzen ertheilt worden. Wir geben im Nachstehenden eine
Beschreibung des dazu angewendeten Apparates.
Ein aus Gußeisen bestehendes hohles cylindrisches Gefäß, außen durch angezogene
schmiedeeiserne Bänder verstärkt, ist an seinem unteren Ende geschlossen und läßt
sich an seinem oberen Ende durch einen halbkugelförmigen Deckel luftdicht
verschließen, indem zwischen den letzteren und eine an der oberen Kante des
Cylinders angebrachte Flantsche ein Ring von weichem Metall gelegt und der
aufgesetzte Deckel mittelst einer Schraube fest gegen denselben angepreßt wird. Die
Schraube bewegt sich in einem Kopfe oder einer Mutter, welche am Gefäße durch drei
mit Haken versehene Arme festgehalten wird, die in entsprechende, unter der
Flantsche befestigte größere Haken eingreifen. Indem die Schraubenmutter in dieser
Weise festgehalten wird, kann der Deckel durch Drehen der Schraube niedergedrückt
werden. In dem Falle, wo das geschmolzene Material während seines Erstarrens erhitzt
werden soll, wie z.B. beim Gießen von Stahlzainen, wird die Form, welche den Stahl
aufnimmt, mit einer dünnen Metallkapsel umgeben und in das luftdichte Gefäß
gestellt. Zwischen dieser Metallkapsel und den Wandungen des Gefäßes werden
Holzkohlenstückchen so gelegt, daß die Luft die Kohle leicht durchdringen kann; wenn
man das eingeschmolzene Metall in die Form fließen läßt, wird die Kohle glühend und
entzündet, und daher der Guß heiß erhalten. Sobald sich nun der Guß in der Form
befindet, wird das flüssige Metall mit einer Blechplatte und die ganze Form mit
einer dicken Platte von feuerfestem Thon bedeckt; darauf wird der halbkugelförmige
Deckel auf das äußere cylindrische Gefäß aufgesetzt und durch Bewegung der Schraube
an die Flantsche angepreßt, so daß ein luftdichter Verschluß entsteht. Hierauf wird
aus einem passenden Behälter comprimirte Luft in das cylindrische Gefäß zugelassen
und der die Verbindung zwischen beiden vermittelnde Hahn geschlossen, so daß der
Druck im Cylinder durch die Expansion der sich erhitzenden Luft verstärkt werden
kann.
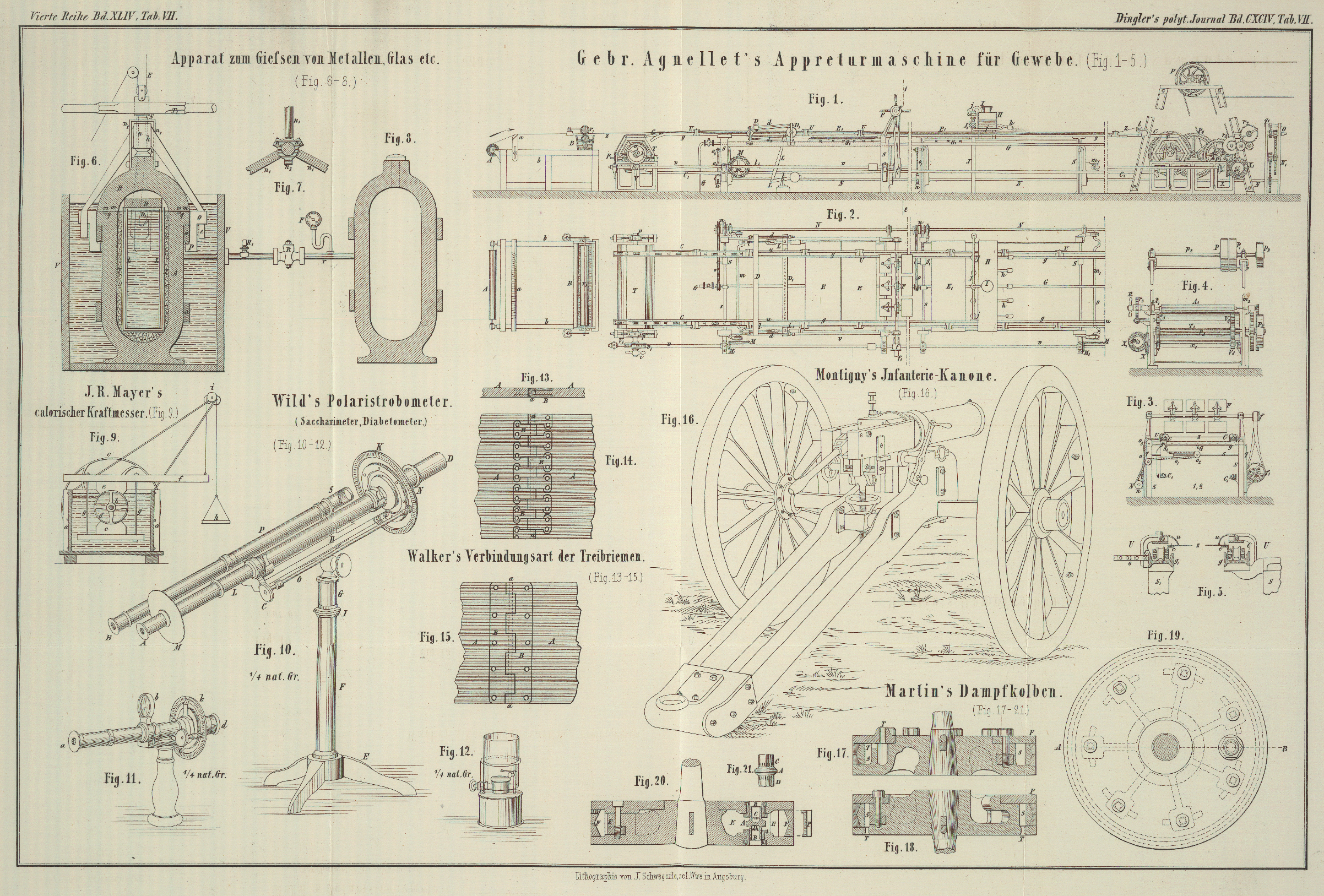
Fig. 6 zeigt
den verticalen Durchschnitt eines derartigen Apparates, welcher vorzugsweise für
Gußstahl bestimmt ist.
A ist ein starkes gußeisernes Gefäß, äußerlich durch
angezogene Ringe a verstärkt; B ist der halbkugelförmige Deckel zum luftdichten Verschlusse desselben;
S die Schraube zum Niederpressen des Deckels auf die
Flantsche des Gefäßes. Die Schraube bewegt sich in der Mutter n, welche, nachdem man den Deckel aufgelegt hat, am Gefäße mittelst dreier
Arme festgehalten wird, die an ihren unteren Enden mit Haken c versehen sind, welche unter andere Haken P
greifen, die an dem oberen Verstärkungsringe a des
Gefäßes A befestigt sind.
Zur Verbindung der Schraube und ihrer Mutter mit dem oberen Theile des Deckels B dienen drei andere Arme n¹, welche an einem die Schraube lose umgebenden Ringe n² sitzen. Die Einrichtung dieser Theile ist aus
dem Querschnitte Fig. 7 zu ersehen. Am oberen Ende der Schraube ist eine Rolle angebracht;
über dieselbe geht eine Schnur E, mittelst welcher die
Schraube und mit ihr der Deckel B gehoben oder gesenkt
werden kann, wenn der Deckel abgenommen wird. q, q sind
starke Leitstifte, um den Deckel concentrisch mit dem Cylinder zu erhalten; m ist ein aus weichem Metall bestehender Ring, mittelst
dessen ein luftdichter Schluß zwischen Gefäß und Deckel bewerkstelligt wird. Im
Inneren des Gefäßes A ist eine eiserne Zainform L angebracht, welche zur Aufnahme des eingeschmolzenen
Metalles dient; das untere Ende derselben ist mit einem eisernen Boden verschlossen;
ihre Mündung wird mit einer Platte von feuerfestem Thon D bedeckt. Die Gießform ist mit einem Gehäuse T von schwachem Eisenblech umgeben; zwischen demselben und den
Gefäßwandungen werden kleine Holzkohlenstücke so eingelegt, daß die Luft leicht
hindurchdringen kann.
Fig. 8 zeigt
einen Behälter für comprimirte Luft, welcher mit dem Gefäße A mittelst eines Rohres r in Verbindung steht;
an diesem Rohre ist ein Manometer F angebracht, an
welchem sich der Druck im Luftbehälter ablesen läßt. Der Zutritt der Luft aus dem
Reservoir zum Gefäße wird mittelst des Hahnes R
regulirt; durch Oeffnen eines anderen Hahnes R¹
läßt sich der Druck der Luft nöthigenfalls vermindern.
Die Anwendungsweise des Apparates ist die nachstehende: Angenommen, der Luftbehälter
sey mit Luft von etwa 10 Atmosphären Pressung gefüllt und der Stahl sey zum Gießen
fertig; nachdem das Metall in die Zainform L
eingeflossen ist, wird zunächst die dünne Scheibe von Eisenblech D¹ auf das flüssige Metall gelegt, und dann die
ganze Form mit der vorher bis zum Weißglühen erhitzten Platte D von feuerfestem Thon bedeckt.
In Folge der Erhitzung der Form durch das eingegossene Metall strahlt die Wärme aus
derselben in den engen Luftraum zwischen ihr und dem sie umgebenden Viechgehäuse
aus; das letztere erhitzt sich zum Rothglühen und setzt die es umgebende
Holzkohlenschicht in Brand. Nun wird der Deckel B auf
den Apparat aufgesetzt, die Schraube durch Drehen des Hebelarmes T¹ auf die Scheibe m
niedergepreßt und der Apparat auf diese Weise luftdicht geschlossen; dann wird der
Hahn R¹ geöffnet, worauf die comprimirte Luft in
den Cylinder tritt und der Druck in diesem sich mit dem im Luftbehälter
stattfindenden ausgleicht. Da sich die Luft im Gefäße A
aber bald erhitzt, so wird der Druck stärker und wenn dann der Hahn R geschlossen wird, so steigt er über den im
Luftbehälter bestehenden.
Der Druck im Gefäße A kann auf diese Weise mittelst der
am Rohre r angebrachten Hähne R und R¹ leicht regulirt werden. Wir
müssen hier bemerken, daß die Menge der aus dem Reservoir in das Gefäß A tretenden Luft verhältnißmäßig sehr gering ist, da
dieses Gefäß von der Gießform, dem Gehäuse derselben und der Holzkohlenpackung fast
gänzlich ausgefüllt wird. Dieß ist ein großer Vortheil, indem dadurch bedeutend an
comprimirter Luft gespart wird, besonders aber, weil auf diese Weise die Hitze auf
einen kleinen Raum concentrirt wird, so daß das Metall in der Gießform langsam und
so regelmäßig als möglich erkalten kann. Das Gefäß A
steht in einem mit Wasser gefüllten Gefäße V, um es kühl
zu erhalten.
Gußstahl, welcher auf diese Weise in Formen gegossen und dem Drucke unterworfen wird,
erkaltet unter den günstigsten Bedingungen zur Erzielung einer homogenen Masse, denn
er wird durch eine Kraft comprimirt, welche sehr beträchtlich ist, da ein Druck von
zehn Atmosphären einer flüssigen Metallsäule von ungefähr fünfundzwanzig Fuß Höhe
entspricht. Im Vergleich mit der Höhe des bei der Gießerei üblichen verlorenen
Kopfes ist dieß ein bedeutender Vorzug.
Wir nahmen den Druck von 10 Atmosphären nur beispielsweise an, denn es besteht kein
Hinderniß, einen Druck von zwanzig, von dreißig oder vierzig Atmosphären wirken zu
lassen, da dieß mit keiner Gefahr verknüpft ist. Mittelst des im Vorstehenden
beschriebenen Verfahrens wird ein dichter und homogener Guß erhalten, weil das
Metall auch bei seinem Uebergange durch den breiartigen Zustand in den festen einem
hohen Drucke unterworfen ist. Mittelst der combinirten Benutzung einer concentrirten
Hitze und eines hohen Druckes wird ein Stahl erhalten, welcher nicht allein
außerordentlich dehnbar ist, sondern auch beim Härten einen außerordentlichen Grad
von Härte annimmt.
Tafeln