| Titel: | Verfahren zum Trocknen von Gießformen mittelst heißer Luft; von Brunnon und Söhne zu Rive-de-Gier in Frankreich. |
| Fundstelle: | Band 196, Jahrgang 1870, Nr. CXXXVIII., S. 503 |
| Download: | XML |
CXXXVIII.
Verfahren zum Trocknen von Gießformen mittelst
heißer Luft; von Brunnon
und Söhne zu Rive-de-Gier in
Frankreich.
Aus Engineering, März 1870, S. 208.
Mit Abbildungen auf Tab.
IX.
Brunnon's Trocknen der Gießformen durch heiße Luft.
Wir beschreiben im Nachfolgenden eine sehr zweckmäßige neue Methode zum Trocknen von
Gießformen, welche in den Gießereien zu Rive-de-Gier von Brunnon und Söhne, den
Dirigenten dieser Werke, eingeführt worden ist. Offenbar ist das Trocknen der
Gießformen nach dem gewöhnlichen Verfahren mittelst offener, in den Formen
angemachter Feuer eine ebenso unvollkommene als zeitraubende und kostspielige
Methode. Die Wärme wird dabei auf die Form nur durch Strahlung übertragen und läßt
sich nicht auf alle Theile gleichzeitig vertheilen; in Folge davon bleiben fast
immer einzelne Stellen feucht, während andere verbrennen. Bei diesem
Trockenverfahren fallen auch oft, besonders wenn das Feuer auf dünnen Platten
angezündet wird, Aschen- und Schlackentheile, oder Stückchen von
unverbranntem Brennmaterial in die Form hinein, welche durch Blasen mittelst eines
Handblasebalgs entfernt werden müssen; dabei werden aber nicht selten auch einzelne
Theilchen (dünne Kanten, Ecken etc.) von dem Formsande selbst mit weggerissen.
Ferner ist der Aufwand an Brennmaterial sehr bedeutend und erreicht oft den dritten
Theil vom Werthe des zukünftigen Gußstückes, da bei einigermaßen großen Formen eine
größere Anzahl von Feuern angezündet werden muß. Dagegen brauchen die Formen bei der
neuen Trockenmethode nicht bewegt zu werden.
Das Trocknen in Trockenkammern ist ohne Zweifel weniger kostspielig, indem mehrere Formen
gleichzeitig in die Trockenkammer gebracht werden können; dieses Verfahren erfüllt
jedoch seinen Zweck keineswegs vollständig. Es kommt dabei häufig vor, daß die zu
trocknenden Formen den Trockenraum nicht ganz ausfüllen und dann kann von einer
Ersparniß an Brennmaterial nicht die Rede seyn. Außerdem ist diese Trockenmethode
noch mit anderen, den Gießern wohlbekannten Schattenseiten behaftet. Da nämlich die
Formen nothwendiger Weise über einander gestellt werden müssen, so sind sie
keineswegs einer gleichmäßigen Temperatur ausgesetzt; die oberen Schichten werden am
stärksten erhitzt und die Feuchtigkeit schlägt sich beständig auf den tiefer
stehenden Formen nieder; es ist demnach unerläßlich, die durch eine erstmalige
Operation nicht hinlänglich getrockneten Formen zum zweitenmal im Trockenraum stehen
zu lassen. In Folge einer solchen Unregelmäßigkeit kommt es, namentlich bei Formen
von größeren Dimensionen, nicht selten vor, daß von denselben Stücke abbrechen, eine
Gefahr welche durch das unvermeidliche Anfassen beim Einsetzen in die Trockenkammer
und beim Herausnehmen aus derselben, beim Aufstellen am Gießplatze etc. noch
vermehrt wird; solche Verletzungen müssen aber wieder ausgebessert werden und diese
Reparaturen der trockenen Sandform sind natürlich mühsam. Endlich dürfen wir nicht
unerwähnt lassen, daß diese Methode des Trocknens die Anwendung von Formkästen und eine beständige Handhabung schwerer Lasten
nöthig macht. Zur Vermeidung dieser Uebelstände haben die HHrn. Brunnon für ihre Gießerei die im
Folgenden beschriebene Einrichtung getroffen.
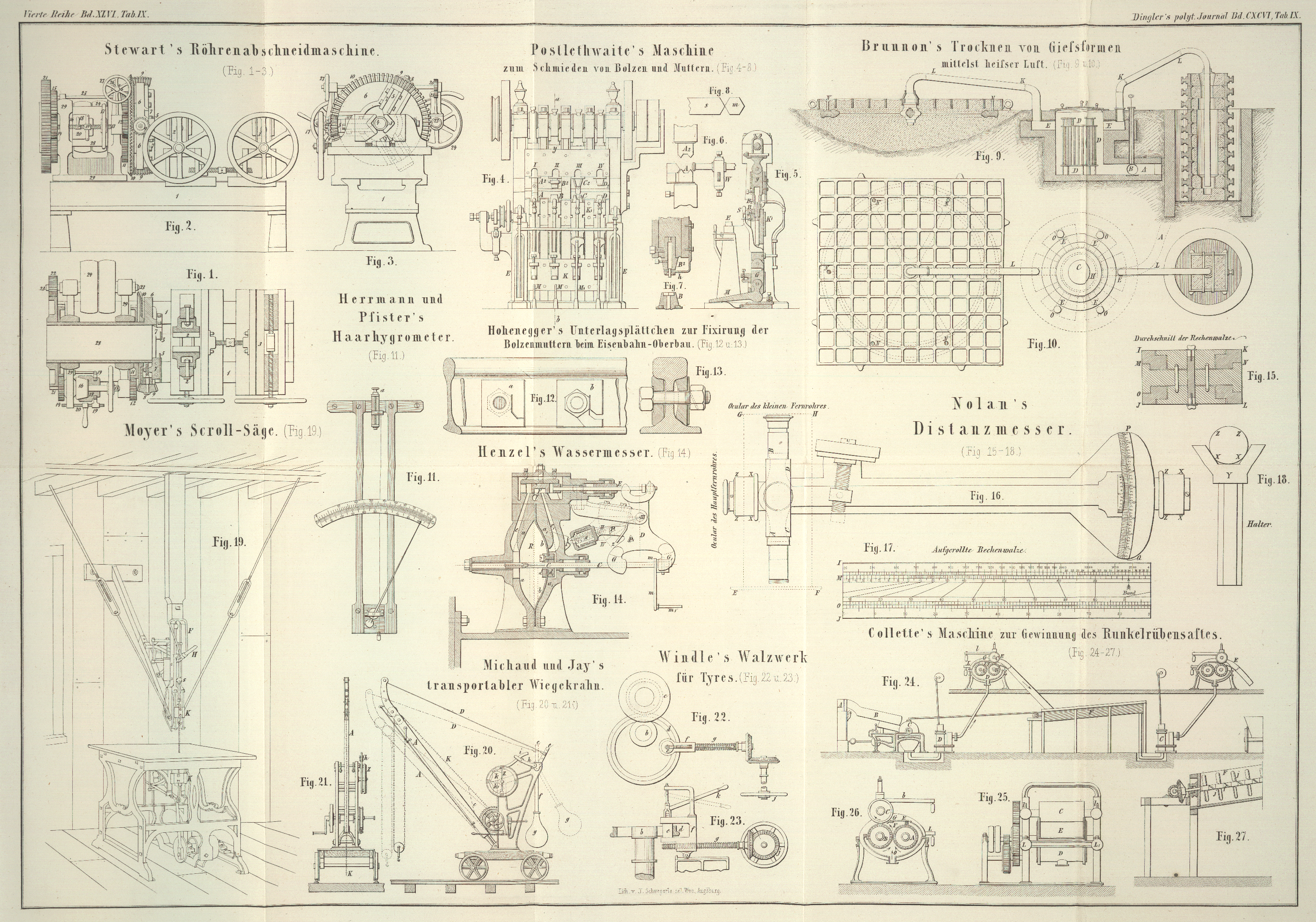
Wie aus dem Verticaldurchschnitt, Figur 9, ersichtlich ist,
liegt in einer gemauerten Grube D ein eiserner Rost von
verhältnißmäßiger Größe für die auszutrocknenden Formen. In einer oberhalb
angebrachten Gußeisenplatte befinden sich Oeffnungen O,
welche für gewöhnlich durch Deckel verschlossen sind; zu diesen Oeffnungen leiten
radiale Canäle E aus dem Ofenraum. Ein Deckel H (Fig. 10) liegt oberhalb
des Rostes; derselbe kann zum Einbringen des Brennmaterials entfernt werden. Bei
Benutzung des Apparates werden in die Oeffnungen O
Röhren L eingesetzt, durch welche die heiße Luft nach
der Mitte der Formen geführt wird, in denen sie nach dem Rande zu circulirt und
durch Oeffnungen N entweicht. Die Menge der zuströmenden
Luft kann durch Schieber in den Oeffnungen O regulirt
werden. Man erreicht auf diese Weise eine hinreichende Controlle des
Trockenprocesses und es ist unmöglich, irgendeinen Theil der Formen zu verbrennen
oder ungleich auszutrocknen. Noch zweckmäßiger ist die Operation durchzuführen, wenn
kein rasches Austrocknen erforderlich ist. Läßt man einen heißen Luftstrom in die
Form eintreten und
verschließt sodann die Luftöffnungen, so wirkt die Hitze hinreichend langsam zum
Austrocknen des Sandes.
Die Feuerung besteht aus einem kleinen Ofen, in welchem der Wärmeverlust auf ein
Minimum reducirt ist; der Zutritt der warmen Luft ist leicht zu reguliren. Die Luft,
welche durch einen Ventilator aus dem Canale B zuströmt,
umgibt zum größten Theil den Ofen von außen und erwärmt sich durch Berührung und
Strahlung. Hierdurch wird auch verhindert, daß Asche etc. von der Luft in die Formen
mit fortgerissen wird. Die Hitze gelangt auf die beschriebene Weise besser zur
Verwendung als in den gewöhnlichen Trockenkammern, da die warme Luft allseitig zur
Wirkung kommt und nicht erst die ganze Dicke der Formen zu durchdringen braucht, ehe
sie die innere Seite erreicht.
Das vorliegende System ist seit länger als einem Jahre in der Gießerei der HHrn.
Brunnon in erfolgreicher
Anwendung und hat sich in Bezug auf Brennmaterial- und Zeitersparniß sowie
Verläßlichkeit der Wirkung vorzüglich bewährt.
Tafeln