| Titel: | Continuirlich arbeitende Schraubenschneidmaschine von Emil Watteeu, Ingenieur in Middlesbrough. |
| Fundstelle: | Band 197, Jahrgang 1870, Nr. V., S. 6 |
| Download: | XML |
V.
Continuirlich arbeitende Schraubenschneidmaschine
von Emil Watteeu, Ingenieur in Middlesbrough.
Nach dem Engineer,
März 1870, S. 124.
Mit Abbildungen auf Tab.
I.
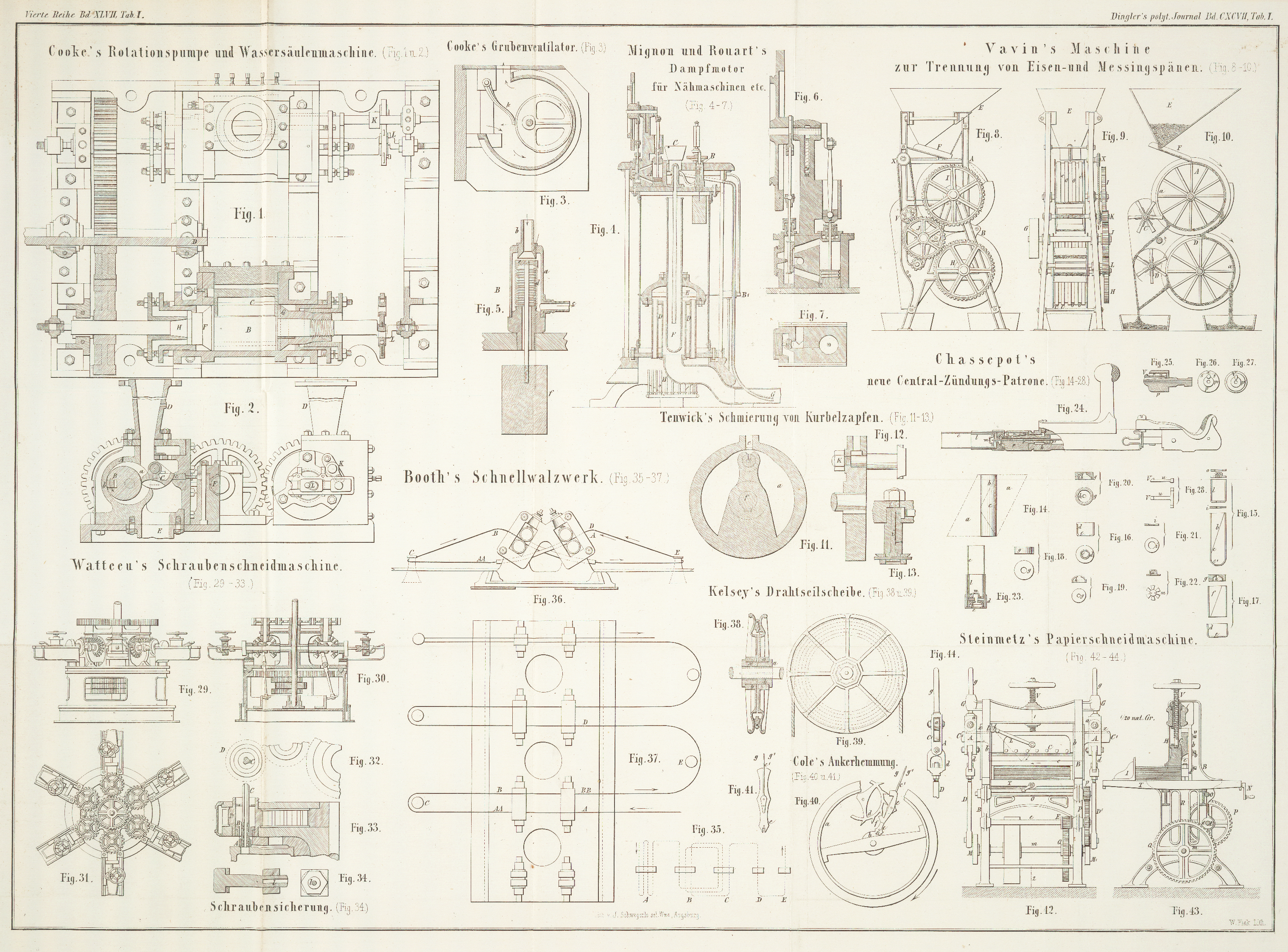
Watteeu's Schraubenschneidmaschine.
Auf den Werken der Cleveland Company in
Middlesbrough-on-Tees haben sich die in den Figuren 29 bis 33 skizzirten
continuirlich arbeitenden
Schraubenschneidmaschinen nach dem Patent des
Ingenieurs Watteeu sehr bewährt, weßhalb eine
Beschreibung derselben nicht uninteressant ist.
Die Maschine besteht im Wesentlichen aus einem kreisförmigen Gestell, in welchem in
der Mitte eine verticale Welle gelagert ist, durch welche sechs horizontal liegende
Spindeln in Umdrehung versetzt werden. Diese Umdrehung erfolgt nach beiden
Richtungen, je nachdem der Kuppelmuff der Antriebkegelräder verschoben wird.
Die selbstthätige Verschiebung dieser Kuppelmuffe wird durch Hebel bewerkstelligt,
welche am unteren Ende mit Gleitrollen versehen sind, um gegen die excentrischen
Ringe am Boden sich anzulegen, wie dich im Schnitt in Figur 31 ersichtlich
ist.
Die vorderen Enden der horizontalen Spindeln sind mit den entsprechenden
Muttern- und Bolzenhaltern versehen, während in derselben Achse die Supporte
zur Aufnahme der Schneidbacken oder der Gewindebohrer vorhanden sind. Die nöthige
Einstellung des Supportes findet durch ein Zahnstangengetriebe statt. Je ein Support
gleitet auf einem besonderen am Maschinengestell befestigten Bett, in welchem sich
auch das abtröpfelnde Oel ansammelt, um nach einem Reservoir am Boden hin abgeleitet
zu werden.
Eine jede der sechs Abtheilungen der Maschine arbeitet für sich, ist von Außen leicht
zugänglich und erfordert wenig Beaufsichtigung, so daß sich die Fabrikationskosten
sehr billig stellen.
Man gibt als Leistungsfähigkeit einer Maschine pro 10
Arbeitsstunden an:
Von
1 1/2
zölligen
Bolzen
pro
Minute
6 Stuck,
pro
Tag
3600 Stück
„
1 1/8
„
„
„
„
6 „
„
„
3600 „
„
1
„
„
„
„
8 „
„
„
4800 „
„
7/8
„
„
„
„
8 „
„
„
4800 „
„
3/4
„
„
„
„
10 „
„
„
6000 „
„
5/8
„
„
„
„
10 „
„
„
6000 „
„
1/2
„
„
„
„
12 „
„
„
7200 „
Der von der Maschine bedeckte Raum hat 8 Fuß im Durchmesser.
Ein anderes System einer Mutterschneidmaschine desselben
Constructeurs ist in Figur 32 und 33 theilweise
skizzirt. Der bei dieser Maschine aufgestellte Arbeiter ist mit 12 Stück
Gewindebohrer C versehen. Dieselben werden einzeln in
die Löcher eines langsam rotirenden Tisches eingesteckt, wobei sie von dem
Führungsring B im Gewebe D
erfaßt werden. Der Arbeiter führt mit der rechten Hand die Mutter A auf die entsprechende Stelle, während er den
Gewindebohrer mit linken
Hand von Oben einsteckt. Nach vollendeter Umdrehung des Tisches ist die
Schraubenmutter bereits durchgeschnitten und der Gewindebohrer nahe dem Arbeiter
durchgefallen, welcher nun die nöthige Arbeit von Neuem verrichtet.
Die drei durchgehenden Längsfurchen des Gewindebohrers dienen theils zur
Hervorbringung der wirksamen Schneidkanten, theils als Führungsrinnen für das Futter
B, welches die drehende Bewegung des Getriebes D auf den Gewindebohrer gleichzeitig zu übertragen
hat.
Noch sey hier die in Figur 34 gezeichnete Schraubensicherung gegen
das Rückdrehen der Mutter erwähnt, wie diese für Eisenbahnzwecke von der oben
genannten Gesellschaft geliefert wird. Die Schraubenspindel ist angebohrt und nach
aufgeschraubter und gehörig angezogener Mutter wird in das Loch der Spindel ein Keil
eingetrieben.
J. Z.
Tafeln