| Titel: | Verfertigung der Kettentaue von Gebrüder Marrel in Rive de Gier (Frankreich). |
| Fundstelle: | Band 197, Jahrgang 1870, Nr. LIV., S. 217 |
| Download: | XML |
LIV.
Verfertigung der Kettentaue von Gebrüder Marrel in Rive de Gier (Frankreich).
Nach dem Mechanics'
Magazine, März 1870, S. 226.
Mit Abbildungen auf Tab.
IV.
Marrel's Verfertigung der Kettentaue.
Dieses in England durch Robertson, Brooman und Comp. zu London patentirte Verfahren zur Herstellung von
größeren Ketten, sogen. Kettentauen, besteht in folgenden Operationen.
1) Verdickung der beiden Enden des U förmig gebogenen
Eisenstabes, aus welchem die Kettenglieder hergestellt werden sollen. Dieß wird
bewerkstelligt, indem man das U förmige Stück in eine
Matrize einspannt und die etwas vorstehenden Enden durch Schläge eines Krafthammers
niederstaucht.
2) Die so gestauchten Gliedenden werden gebogen und einander genähert, der Ring in
eine entsprechende Matrize gebracht und die Verschweißung durch Hammerschläge
bewerkstelligt.
3) Der Steg wird in das Kettenglied ebenfalls mit Zuhülfenahme von Matrizen
eingeschweißt.
Die ganze Schwierigkeit bei den beiden letzten Operationen besteht in der gehörigen
Haltung des Kettengliedes in einer horizontalen oder verticalen Ebene. Die zu diesem
Zwecke construirten Zangen werden unten besprochen.
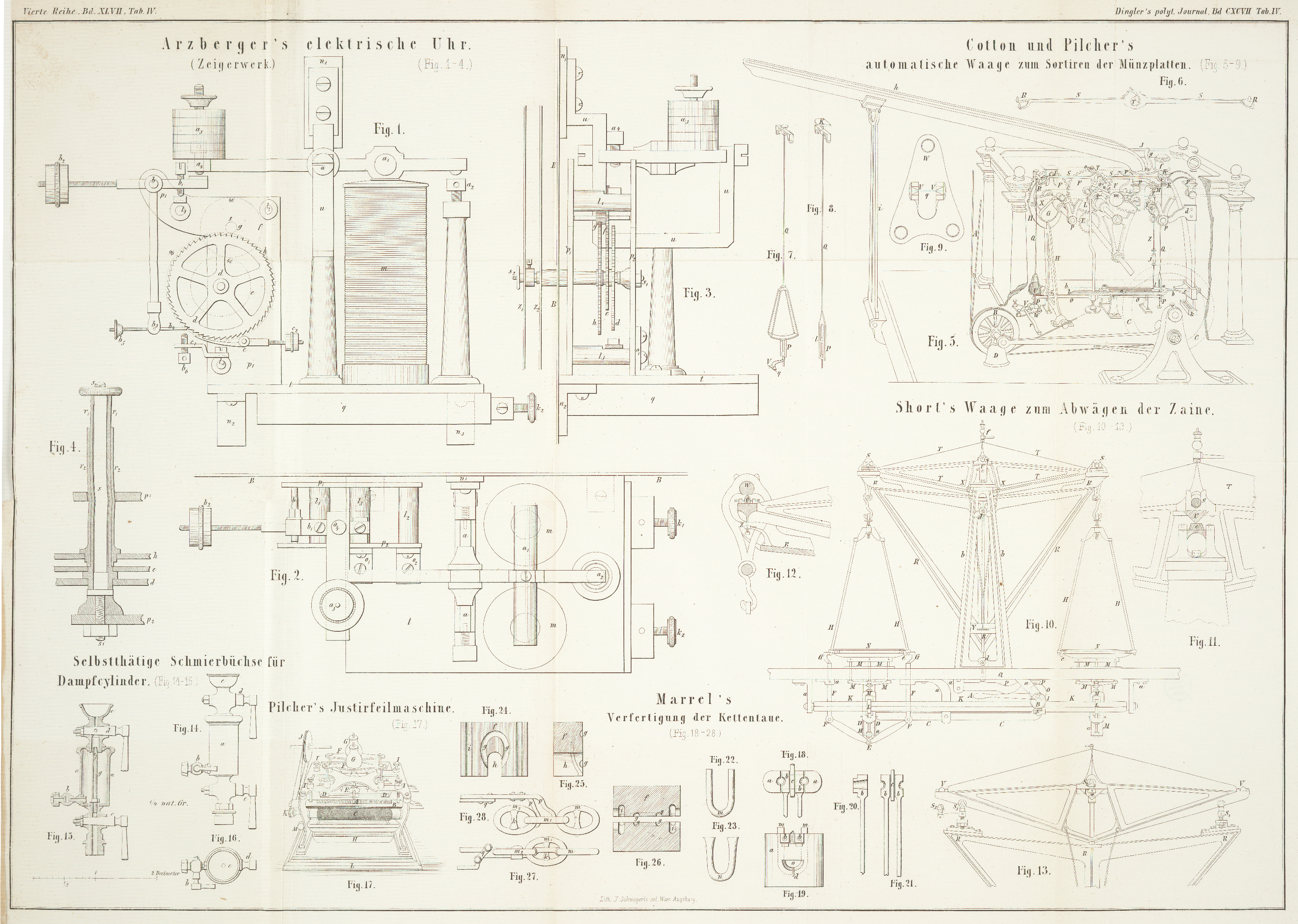
Figur 18 und
19
stellen die Matrize zur Aufnahme des U förmig gebogenen
Eisenstabes m (Fig. 22) dar. Dieselbe
ist aus mehreren Theilen zusammengesetzt, nämlich dem Gesenkkörper a, ferner zwei Eisen- oder Stahlbacken b, b an langen Griffen (Fig. 20 und 21), welche
Backen mit den entsprechenden Vertiefungen versehen sind, so daß dieselben in den
Gesenkklotz a eingelegt und mittelst des zwischen beide
getriebenen Keiles c den eingesetzten Kettenring m festklemmen (Figur 19). Wie man sieht,
sind die Oeffnungen in der Matrize oben erweitert, so daß durch Stauchen der
vorstehenden Enden der Eisenstab die Gestalt der Figur 23 annimmt. Mit
Hülfe eines bei d (Figur 19) eingeschobenen
Meißels wird das Kettenglied aus der Matrize a
herausbefördert, wornach es durch Handarbeit an den verdickten Stellen gebogen und
die zu verschweißenden Enden einander genähert werden.
Die Schweißung des glühenden Eisenringes, in welchen das letzte Kettenglied
rechtzeitig eingehängt wird, geschieht mit Hülfe der Matrizen f, welche in verschiedenen Ansichten in Figur 24, 25 und 26 dargestellt sind. Die
Ausschnitte h in denselben sind vorhanden, damit die
eingehängten Kettenglieder bei dieser Operation nicht hinderlich werden.
Der zu schweißende Kettenring wird mit Hülfe der Zange horizontal in die Vertiefung
g der Matrize eingelegt und durch Hammerschläge die
gewünschte Verbindung erreicht. Das Einschweißen der Stege erfolgt gleichfalls in
diesen Matrizen, welche zu diesem Zwecke noch die entsprechenden Vertiefungen i besitzen, zwischen denen das betreffende Kettenglied
mittelst der Zange vertical eingesteckt wird.
Die erwähnte Zange ist in Figur 27 und 28 abgebildet.
Die vorderen Enden p, p der Zangenschenkel (welche sonst
das Maul bilden) sind derartig geformt, daß sie zwischen das zuletzt gebildete
Kettenglied m' eingesteckt und angespannt, den neu
eingehängten Ring m in der gewünschten Lage erhalten und
auch die Einschaltung des Steges zulassen.
Tafeln