| Titel: | Ueber Holzschleiferei zur Herstellung von Holzmasse für die Papierfabrication; von B. Käßner, Civilingenieur in Leipzig. |
| Fundstelle: | Band 202, Jahrgang 1871, Nr. XXVIII., S. 114 |
| Download: | XML |
XXVIII.
Ueber Holzschleiferei zur Herstellung von
Holzmasse für die Papierfabrication; von B. Käßner, Civilingenieur in Leipzig.
Aus der Zeitschrift des Vereines deutscher Ingenieure,
1871, Bd. XV S. 499.
Mit Abbildungen auf Tab.
II.
Käßner, über Holzschleiferei zur Herstellung von Holzmasse für die
Papierfabrication.
Die Manipulationen bei der Herstellung von Holzzeug sind rein mechanischer Natur und
bei rationeller Fabrik- und Maschinenanlage so einfach, daß sie Jedermann
bald erlernen kann. So anregend aber auch die Einfachheit des Betriebes auf die
Besitzergreifung von Holzschleifereien einwirken muß, so sehr macht sich bei
Inslebenrufung solcher Anlagen nicht nur die Beurtheilung der Erfordernisse, sondern
auch die Verfügbarkeit über diejenigen Elemente nothwendig, unter welchen allein
eine sichere Prosperität in Aussicht gestellt werden kann. Diese Momente lassen sich
in folgende zusammenfassen:
1) Entsprechende Betriebskraft von 25 bis 40 und mehr
Pferdestärken zu billigem Preise. In Papierfabriken, in denen auch zugleich die
erforderliche Holzmasse gefertigt wird, oder in anderen Fabriken mit überschüssiger
Betriebskraft, können zur Herstellung von Holzzeug auch die disponiblen, eventuell
geringen Kräfte und zur Aufstellung der Apparate vielleicht vorhandene
Gebäulichkeiten verwendet werden. Dampfbetrieb lohnt sich noch bis zu einem
Steinkohlenpreise am Platze von 1/3 Thlr. pro
Centner.
2) Passende Holzgattungen in der Nähe zu billigem Preise.
Fichten- und Tannenholz geben den besten, d.h. verfilzungsfähigsten,
Espen- und Lindenholz den weißesten Zeug. Statt der ersteren kann jedoch
Kiefern- und statt der letzteren Tannenholz verwendet werden. Ferner ist
überhaupt die Benutzung anderer Holzarten nicht allenthalben ausgeschlossen, und
wird namentlich, in Belgien und Frankreich Birken- und Buchenholz massenhaft
zu Holzzeug verbraucht.
3) Absatz des Erzeugnisses in der Nähe, oder bei größerer
Entfernung der Absatzquelle, wohlfeiler Transport
mittelst Eisenbahn oder Wasserfracht. Ueber die Bestimmung des Ortes der Anlage, ob
in der Nähe des Absatzes oder in der von Waldungen, entscheidet die auf mancherlei
Verhältnissen beruhende Calculation, auf welche namentlich auch der Umstand von
Einfluß ist, daß der Stoff meist noch in Kuchen von gewöhnlich 1 bis 1,5 Centimeter
Stärke naß mit 50 bis 60 Proc. Wassergehalt versendet
wird.
4) Reines Quellwasser, welches den Weißesten Zeug liefert.
Hat das Wasser einen geringen Kalkgehalt, so ist dieser dem Holzzeuge zuträglich.
Flußwasser dagegen muß vor seinem Eintritt in das Werk filtrirt werden, um für alle
Fälle vollkommen tauglich zu seyn.
5) Endlich billige Arbeitslöhne, die jedoch, da kein
zahlreiches Personal erforderlich ist, nicht so sehr von Einfluß auf die
Rentabilität sind.
Was den Kraftbedarf anlangt, so können je auf 4 effective
Pferdestärken
pro Arbeitstag von 24 Stunden 1 Zollcentner, somit z.B. auf 40 Pfrdst. 10 Ctr. fertiger, lufttrockener Holzzeug gerechnet werden. Größere Kraft gibt ein
besseres, kleinere ein etwas geringeres Resultat. Sollen nur die Sorten I
(extrafein) und II (fein), und zwar getrennt dargestellt werden, so gewinnt man 80
Proc. von Sorte I und 20 Proc. von Sorte II. Bei Production der gröberen Sorte III
für Packpapiere und dergleichen ordinäre Fabricate, bei welcher einer der Apparate
(der Raffineur) außer Thätigkeit kommt und die Anlage sich vereinfacht, läßt sich
das Quantum leicht steigern.
Hinsichtlich des Holzbedarfes sind je nach der Qualität zu
einem Zollcentner Holzzeug, in lufttrockenem Zustande 0,14 bis 0,19 Kubikmeter oder
2 Ctr. lufttrockenes Holz erforderlich. Bei in Klaftern geschichtetem und darnach
gekauftem Holze ist für die Zwischenräume ungefähr ein Drittel in Abzug zu bringen,
weßhalb auf 1 Ctr. lufttrockenen Holzzeuges etwa höchstens 1/10 Klafter rohes Holz
zu rechnen ist. Der Vorzug ist jüngerem Holze von 80 bis 300 Millimet. Stammdicke,
frisch oder doch nicht über 6 Monate geschlagen, zu geben, obwohl länger lagerndes,
rein und gesund erhaltenes Holz auch zu gebrauchen ist.
Zum Zerfasern des Holzes und Sortiren des Holzzeuges rechnet man einen Wasserverbrauch
pro Minute von 12 bis 18 Liter auf 1 Ctr. Zeug, daher
z.B. für eine Anlage von 40 bis 50 Pfrdst. etwa 140 bis 235 Liter Wasser pro Minute erforderlich sind. Für kleinere Maschinen
verhältnißmäßig mehr.
Der Preis der Maschinenanlage stellt sich z.B. für
Apparate nach dem Patente von Heinrich Völter in
Heidenheim (Württemberg),Wir verweisen auf die Beschreibung der Maschine welche sich Heinrich Völter am 28. December 1860 für England
patentiren ließ, im polytechn. Journal, 1862, Bd. CLXIV S. 270.A. d. Red. dessen System bis jetzt als das beste anerkannt und in fast allen Ländern
Europa's, und selbst in Amerika eingeführt ist, je nach der Stärke der
erforderlichen Triebkraft loco Fabrik, ohne Emballage,
wie folgt:
Nummer der Maschine
1
2
3
4
5
6
7
–––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––
Höchster Bedarf an effectiven Pferdestärken
10
15
24
30
40
50
60
–––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––
Gewicht in Zollcentnern circa
50
70
95
110
140
160
175
–––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––
Preis der Maschine in Thalern
1000
1400
1800
2100
2500
2800
3000
Da die Ausführung der Holzgestelle, Verkleidungen etc. zu den Maschinen leicht am
Platze selbst stattfinden kann, ebenso der Transport der Schleifsteine von der
Maschinenfabrik aus sich oft theuer stellt, so bleiben auch die Holztheile und die
drei Schleifsteine von der Lieferung ausgeschlossen; es werden dieselben nur auf
ausdrückliches Verlangen und unter Extraberechnung der Ausführung beigefügt.
Als Zubehör kommen dann noch hinzu:
eine Pumpe zur Wasserbeförderung in ein hochgelegenes Reservoir, wenn das Wasser auf
andere Weise nicht zugeleitet werden kann, für etwa 100 Thlr.;
eine einfache Kreissäge mit Bohrvorrichtung zum Zurichten der Holznutzen für etwa 150
Thlr.;
ein Aufzug zur Förderung der Holznutzen auf den Defibreurraum für etwa 150 Thlr.;
ein Krahn zum Aus- und Einheben der Schleifsteine für etwa 150 Thlr. Statt
dessen genügt wohl auch die zu dem Krahne gehörige Steinzange im Gewicht von 1 Ctr.
und im Preise von 25 Thlrn., die alsdann an einem über dem Steine angebrachten Haken
aufgehängt wird;
eine Holzzeugpresse, die als Walzen-, als Filter-, als hydraulische
oder als Schraubenpresse construirt seyn kann. Erstere ist die vollkommenste,
letztere die billigste, da ihre etwa 4 Ctr. wiegenden Eisentheile nicht viel über
100 Thlr. zu stehen kommen. Wird der Holzzeug am Orte seiner Erzeugung verwendet, so
kommt die Holzzeugpresse in Wegfall.
Für die erforderliche Holzausrüstung, das Zubehör einschließlich der Werkzeuge und
Geräthe, ferner für die Transmission bis zum Motor kann ein mindestens ebenso hoher
Preis angenommen werden, als für die entsprechende Maschine selbst. Bei Anlage von
mehreren Maschinen kommen noch hinzu, eine mechanische Reinigungsvorrichtung für das
Holz, ein Transportwagen, auch wohl ein Schienengleis etc.
Hierbei wäre noch zu bemerken, daß für eine der größeren Maschinenanlagen (Nr. 6 oder
7) nebst Bedienungsraum, wenn die Apparate, wie es allerdings das Vortheilhafteste
ist, in einer Linie aufgestellt sind, ein Platz von 19 Met. Länge, 5 Met. Breite und
wenigstens theilweise von 6,25 Met. Höhe erforderlich ist. Ein gegen 8 Met. hohes
Gebäude genügt hier vollkommen und bleibt dabei oben über dem Sortirapparat noch ein
Raum, der groß genug ist, um als Wohnung des Werkführers zu dienen. Die Zeugkästen, Hülfsapparate etc.
finden in Nebengelassen des Gebäudes Platz. Eine Walzenpresse beansprucht einen Raum
incl. der Bedienungsgänge von 5 Met. Länge und 3,5
Met. bis 4 Met. Breite.
Was die erforderlichen Arbeitskräfte betrifft, so kann bei solider und nicht zu
kleiner Fabricationsanlage außer dem Werkführer auf je 1 Zollctr. fertigen
lufttrockenen Holzzeuges 1 Arbeiter gerechnet werden.
Bei ununterbrochenem Betriebe kommt man für Tag- und Nachtarbeit mit ein bis
zwei tüchtig bewanderten Leuten pro Maschine aus,
während im Uebrigen gewöhnliche Taglöhner und zum Theil auch Jungen beschäftigt
werden können.
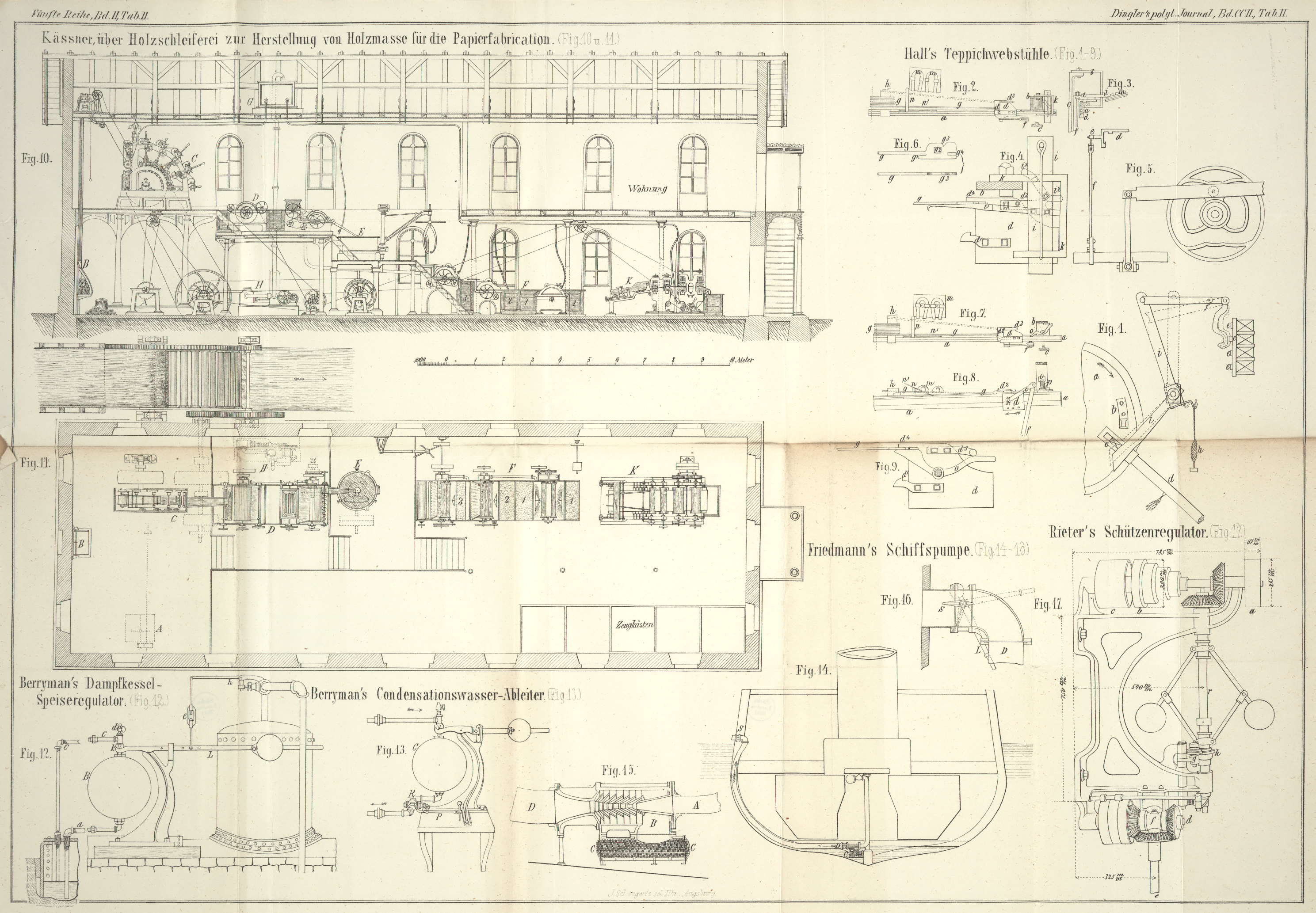
Figur 10 gibt
in Längenansicht und Figur 11 im Grundriß die
Anlage einer Holzschleiferei nach Volter's Patent mit 60
pferdiger Maschine.
Das reingeschälte Stammholz wird auf der Kreissäge A in
circa 30 Centimet. lange Stücke zerschnitten und die
Aeste etc. aus denselben mit dem in der Sägewelle befindlichen Maschinenbohrer
herausgebohrt. Kernfaules und untaugliches Holz wird durch Zerspalten der Scheite
abgesondert und bei Seite geworfen. Von dem zu ebener Erde oder auch versenkt
gelegenen Sägeraume gelangt das zertheilte und von Aesten und dergleichen befreite
Holz mittelst eines Aufzuges B nach dem darüber
befindlichen Raum, wo es auf den Zerfaserungsapparat oder Defibreur C gegeben wird. Dieser Apparat besteht aus einem
verticalen Schleifsteine, der mit zwei Kreuzrosetten und vier durchgehenden
Schrauben auf einer etwa 10 Centimet. starken und circa
1,58 Met. langen Welle, die ihrerseits in drei Lagern ruht, befestigt ist. Der Stein
befindet sich in einem starken Holz- oder auch Eisenkasten, auf welchem zwei
der erwähnten Lager und ferner der Apparat zur Aufnahme und Zuführung der Holzstücke
befestigt sind. Am zweckmäßigsten erfolgt die Holzzuführung selbstthätig und in
einem gewissen Verhältniß zur Umfangsgeschwindigkeit des Steines durch mechanisch
bewegte Schraubenspindeln.Bei einigen von mit ausgeführten Holzschleifereianlagen wurde die Zuführung
nur auf ausdrückliche Vorschrift durch Anwendung von beliebig zu
beschwerenden Gewichten eingerichtet. Es bleibt hierbei der Grad der Zuführung und der der Zerfaserung ein nahezu
constanter, wodurch das Product gleichmäßigste Beschaffenheit erlangt. Ebenso wird
hierdurch aber auch eine gleichförmigere Kraft in Anspruch genommen, die
Geschwindigkeit des Steines ist gleichmäßiger und das Krafterforderniß geringer, was
bei der an sich bedeutenden Kraftabsorption dieses Holz um einen feststehenden
Stein rotirte, ebenso wie horizontale Steine mit stehend rotirender Achse, haben
sich zum Zerfasern der Holzstücke erfahrungsgemäß nicht bewährt.
Für gewöhnlich ist den Steinen, die bei mittleren Maschinen etwa 1,3 Met. Durchmesser
und 0,4 Met. Breite haben, eine Umfangsgeschwindigkeit von 2 Met. pro Secunde und eine Umdrehungszahl von 150 pro Minute zu geben. Die Riemenscheiben sind dabei
mindestens 0,850 Met. im Durchmesser groß und 0,280 Met. breit zu machen.
Von dem Defibreur gelangt das zerfaserte Holz in den Vorsortirapparat
D, in welchem die wenigen gröberen Holzsplitter als
Abfall, ferner die gröberen Holzfasern gesondert ausgeschieden, letztere dem
nächstfolgenden Apparate überliefert und dem Stoffe Nr. III zugetheilt werden, im
Fall dieser nicht als solcher zum Verkauf kommt.
Der Vorsortirapparat liegt tiefer als der Defibreur, so daß durch eine Rinne der Zeug
in ihn hineinfließen kann. Er enthält Rührapparat und Siebtrommeln in welche
letztere der Zeug durch einen ihrer Böden, der mit einem circa 150 Millimet. im Lichten großen metallenen Rohrmuff versehen ist,
hineingelangt. Ein Sortirapparat von mehr als mittlerer Größe ist etwa 6 Met. lang,
1,140 Met. im Lichten weit, seine Siebtrommeln sind circa 0,525 Met. im Durchmesser groß und 2,100 Met. lang. Letztere sind
meist aus zwei runden Holzböden zusammengesetzt, deren Peripherien durch 16
Holzstäbe mit einander verbunden werden, um sie dann mit Drahtsieb umspannen zu
können. Durch einen aufgesetzten Rumpf hinter der vorderen Siebtrommel wird der
Stoff Nr. III aufgegeben. Die Bewegung der verschiedenen Wellen erfolgt entweder von
einer neben dem Kasten schrägliegenden Welle mit conischen Rädern aus, oder durch
Riemen und Riemenscheiben, und beträgt die Anzahl der Umdrehungen der Siebtrommeln
etwa 8 pro Minute.
Der Raffineur oder Verfeinerungsapparat E besteht aus einem vor und unter dem Sortirapparate
liegenden Kranz, welcher mittelst dreier starker Schrauben, Muttern und
Gegenmuttern, mit feinem flachem Gewinde in der Höhe genau zu verstellen ist. In ihm
liegt ein entsprechend großer, horizontaler Stein fest, auf welchem ein anderer,
dessen stehende Welle durch ersteren hindurchgeht, von unten durch ein starkes
Mühlenzeug mit einer Geschwindigkeit von 135 Umdrehungen pro Minute bewegt wird. Der Kranz für eine mittelgroße Maschine hat 160
Millimet. lichte Höhe und 1,200 Meter lichten Durchmesser. Zwischen beiden Steinen
werden die Holzfasern verfeinert, gereinigt und geschmeidiger gemacht.
Auf dem sich hier anschließenden Feinsortirapparat
F werden nunmehr die nach ihm übergeflossenen Holzfasern
nach den verschiedenen Feinheitsgraden sortirt und als fertiger Holzzeug in den drei
Auffangkästen, Nr. 3, 2 und 1 in die Sorten Nr. III, II und I geschieden. Es steht
derselbe wieder zu ebener Erde; die erste Siebtrommel liegt höher als die zweite,
und zwischen beiden befindet sich unterhalb der Kasten Nr. 3. Nach der zweiten
Siebtrommel folgt der Kasten Nr. 2, worauf endlich eine dritte größere Trommel und
der Kasten Nr. 1 als letzte Stadien in der Maschine angeordnet sind.
Zu allen diesen Apparaten muß durch Leitungsrohre immer Wasser zugeführt werden, zu
welchem Zwecke sich auf dem Bodenraume des Gebäudes ein Reservoir G befindet, welches durch eine Pumpe
H gespeist wird. Letztere ist überflüssig, wenn von
einem höher gelegenen Punkte oder durch eine vorhandene Wasserleitung der Maschine
Wasser mit dem nöthigen Drucke zugeführt werden kann.
Das Entwässern des Holzzeuges hat unter der Presse soweit
zu erfolgen, daß in dem Zeuge nur noch 50 bis 60 Proc. Wasser verbleiben. Bei der
Schraubenpresse geschieht diese Manipulation solchergestalt, daß man zwischen die
einzelnen auf dem Packtische übereinander auszubreitenden Masselagen grobe Leinwand
legt, wodurch einzelne Kuchen von etwa 800 Millimet. Länge, 600 Millimet. Breite und
15 Millimet. Dicke gebildet werden. Solche Preßkuchen sind an der durch das
Leinwandgewebe hervorgebrachten gemusterten Oberfläche zu erkennen. In K ist eine Walzenzeugpresse dargestellt, die in ihrer
continuirlichen Wirkung die vortheilhafteste Zeugpresse repräsentirt.
Die Productionskosten belaufen sich, je nachdem die Anlage
günstig und umfänglich ist, auf etwa 2 bis 3 Thlr. pro
Centner, während der fertige Holzstoff mit 4 1/2 bis 6 Thlr. bezahlt wird. Derselbe
vermag übrigens einen Hadernzeug im Werthe von 8 bis 10 Thlrn. zu ersetzen.
In bedeutenden Etablissements wird der weit zu versendende Holzstoff, unbeschadet
seiner Qualität und leichten Wiederzertheilung, mittelst einfacher Apparate in Form
von Pappen hergestellt, die man im Sommer an der Luft,
sonst aber in geheizten Räumen trocknet. Durch Anwendung von mit Dampf geheizten
Walzen kann der Holzzeug auch als lockeres und trockenes Papier dargestellt werden. Beide Arten
gestatten eine leichte Abschätzung der Güte des Holzstoffes und sind geeignet
Inconsequenzen bezüglich der Gewichtsermittelung der eigentlichen Holzmasse zu
begegnen.
Was das Bleichen des Holzzeuges anlangt, so bedingt
dieses, wie überhaupt
die Natur des Holzes, einen größeren Aufwand von Chemikalien und ist bisher auf
genügend billige Weise noch nicht vollzogen worden. Dagegen ist selbst für Papiere
höherer Weiße und Güte die theilweise Mitverwendung des gelblichen Holzstoffes nicht
ganz ausgeschlossen, und leistet eine geringe Beimischung von entsprechenden
Füllmitteln, wie Kaolin, Annaline und dergleichen gute Dienste.
Von den im Allgemeinen, durch die Vermengung des Holzstoffes mit Lumpenstoff zur
Darstellung der verschiedenen Papiere, constatirten vielen Vortheilen sind besonders
für die Papierfabrication hervorzuheben: 1) der billige Preis des Holzstoffes
gegenüber dem des Lumpenstoffes, 2) der größere Gewinn durch das größere
Productionsquantum überhaupt, 3) die verhältnißmäßig verminderten Spesen auf das
vermehrte Productionsquantum, welches übrigens noch mit Leichtigkeit immer beliebig
erhöht werden kann.
Da der Holzstoff Ganzzeug repräsentirt, welcher nur mit
dem theuer herzustellenden Ganzzeug aus Hadern gemischt werden darf, um Papier
daraus zu machen, so ist der Werth des ersteren durchaus nicht mit dem Preise der
rohen Hadern zu vergleichen, wie dieß bisweilen aufgestellt wird, aber grundfalsch
ist. Nur der Preis des fertigen Ganzzeuges aus Hadern
gibt den Maaßstab zur Beurtheilung der Ersparniß, welche durch Vermischung mit
Holzzeug sich herausstellt. Wenn 2 Ctr. Hadern billiger sind als 2 Ctr. Holzzeug, so
berücksichtige man, daß erstere wenig mehr als 1 Ctr. Hadern-Ganzzeug
geben.
Die Vermengung des Holzstoff-Ganzzeuges mit dem Hadern-Ganzzeuge
geschieht in Quantitäten von 15 bis 80 Proc. zur Darstellung der mannichfaltigsten
Papiersorten. Für gewöhnlich beträgt die Mitverwendung des ersteren:
15 bis 60 Proc. für mittelfeines Schreib-, Druck-,
Bücherumschlag-, ordinäres Postpapier etc.,
50 bis 70 Proc. für ordinäres Schreib-, Druck-, Affichen-,
Seiden-, Flaschen-, Packpapier etc.,
50 bis 80 Proc. für ordinäre Tapetenpapiere, Cartons etc.,
100 Proc. für Cartons, Pappen u. dgl.
Stoff I, der frei von allen gröberen Fasern ist, eignet sich auch zu besser bezahlten
Papiersorten, indem er in einem sonst gut gearbeiteten Papiere dem Schreibenden sich
in keiner Weise bemerklich macht, auch wenn das Papier satinirt wird. Von hohem
Werthe ist derselbe besonders auch für gewisse farbige Papiersorten besserer
Qualität.
Stoff II ist indessen für viele Papiersorten ebenso gut, für manche sogar, wie z.B.
für ordinäre dünne Papiere, zweckmäßig zu verwenden.
Für viele Fälle werden beide Sorten, in gewissem Verhältnisse gemischt, dem
Hadernzeug zugegeben, wobei für die verschiedenen Papiersorten Proben anzustellen
und die Resultate der Erfahrung anheim zu geben sind.
Tafeln