| Titel: | Notizen aus der Wiener Weltausstellung 1873; mitgetheilt vom Docenten Johann Zeman. |
| Autor: | Prof. Johann Zeman [GND] |
| Fundstelle: | Band 209, Jahrgang 1873, Nr. LXVI., S. 401 |
| Download: | XML |
LXVI.
Notizen aus der Wiener Weltausstellung 1873;
mitgetheilt vom Docenten Johann Zeman.
Mit Abbildungen auf Tab.
VI.
(Fortsetzung von S. 333 des vorhergehenden
Heftes.)
Zeman, Notizen aus der Wiener Weltausstellung.
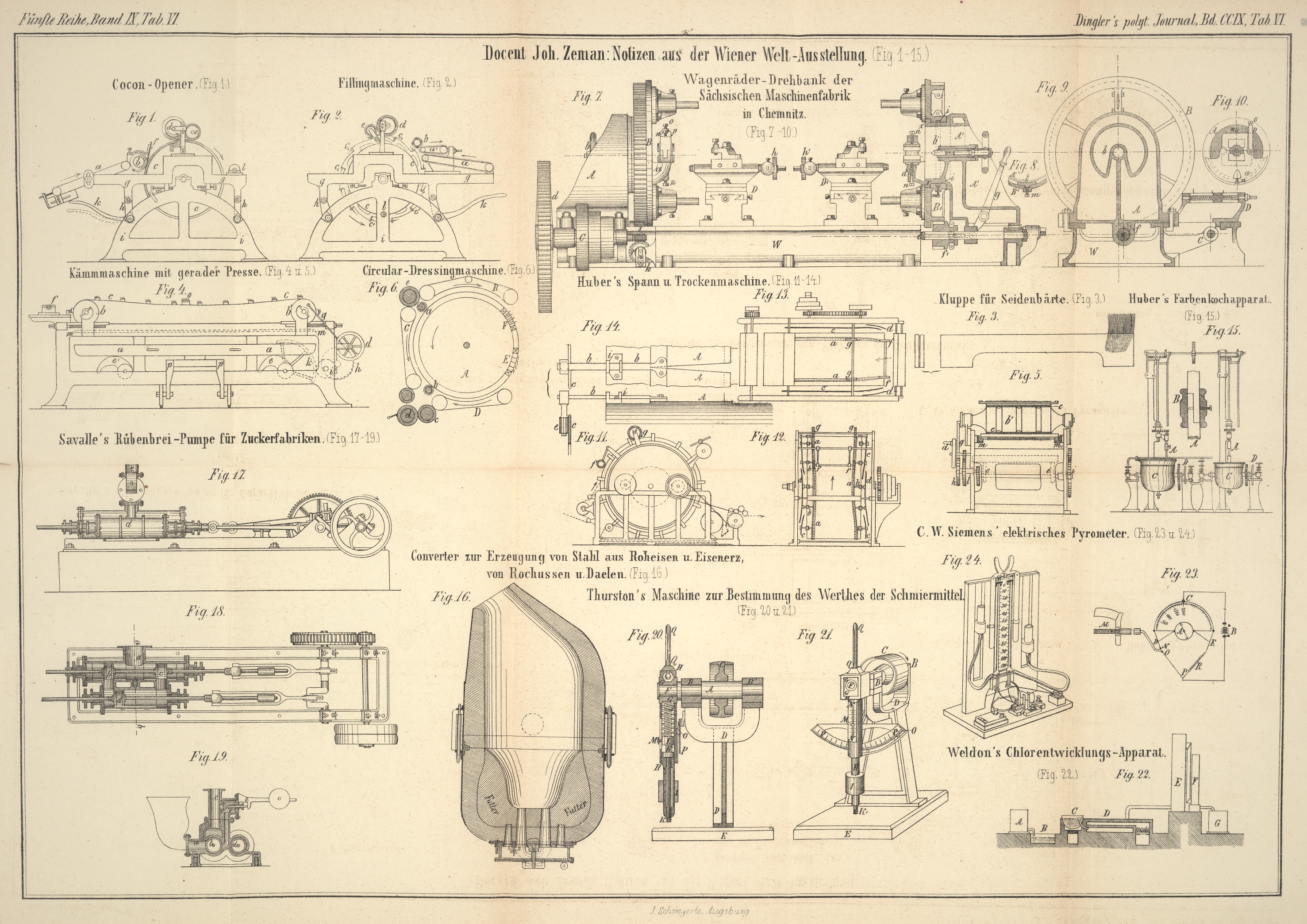
38–41. Maschinen zur Zubereitung
der Seidenabfälle für Florettspinnerei; von Theod. und Friedr. Bell in Kriens
bei Luzern (Schweiz). (Figur 1–6.)
In Fortsetzung der im letzten Hefte begonnenen Abhandlung über die Zubereitung des
Florettmateriales komme ich zur näheren Beschreibung des Cocon-Openers.
Cocon-Opener. – Zweck dieser in Figur 1
dargestellten Maschine ist nach dem Früheren, die geklopften Cocons weiterhin
aufzulockern d.h. in einzelne Fäden aufzulösen.
Die auf dem Lattentuche a gleichmäßig ausgebreiteten
Cocons werden durch eine Kratzwalze b dem mit grobem
Beschlag garnirten Tambour c allmählich übergeben und
zufolge des zwischen b und c
herrschenden Verzuges in einzelne nebeneinander liegende Seidenfäden ausgezogen.
Oberhalb der Trommel liegt eine Arbeiterwalze d, zum
Ausstreichen der Seidenfäden, und eine Bürste e zum
Reinhalten der Kratzwalze d.
Um ein Mitreißen ganzer Seidenflocken hintanzuhalten, ist zwischen der Zuführwalze
b und dem Tambour c ein
mittelst Schrauben stellbares Messer f eingelegt.
Die Skizze Figur l zeigt den Cocon-Opener im
Arbeitszustand, die Zuführwalze in Berührung mit dem Tambour c, und die Richtung der Drehung der verschiedenen Theile durch Pfeile
ausgedrückt.
Wenn aber die vorgewogene Auflage – gewöhnlich 500 Gramme –
aufgearbeitet und der Tambour mit einer Seidenwatte bedeckt ist, so muß vor Abziehen
derselben die Zuführwalze von dem Tambour abgerückt werden, indem sonst beim
Rückdrehen der Trommel die Seidenwatte durch die zuführende Kratzwalze ergriffen und
abgekämmt werden möchte.
Zu diesem Behufe sitzt der gesammte Zuführmechanismus (Lattentuch a und Kratzwalze b) in einem
eigenen Rahmen f, welcher mit dem Tambourgestell i durch Schwingen h
gelenkartig verbunden ist und durch Niederdrücken des Hebels k in horizontalem Sinne verschoben werden kann.
In der Arbeitslage liegt die Stellschraube m des Rahmens
g gegen den Anschlag am Gestell i an; drückt man aber den Hebel k in die punktirt angedeutete Stellung, so stößt die Stellschraube m₁ an und es entsteht zwischen der Zuführwalze
b und dem Tambour c der
erforderliche Spielraum.
Die Arbeiterin reißt nun das Seidenvließ oberhalb der Rolle quer auf und zieht
dasselbe einfach von dem Tambour ab, welcher sich hierbei langsam zurückdreht.
Zuweilen finden sich statt der Rolle l, über welche die
Seidenwatte einfach hinstreicht, zwei übereinanderliegende, endlose Abzugstücher,
zwischen welche das aufgerissene Vließ eingeführt und hierauf selbstthätig
abgeleitet wird.
Der Betrieb des Cocon-Openers geht mittelst Riemenscheibe auf die Tambourwelle
– 45 Umdrehungen pro Minute – und von
dieser durch Räderübersetzung auf das Lattentuch a, die
Einzugswalze b und die Kratzwalze d.
Der Tambour hat 870 Millimeter Durchmesser und 720 Millim. Beschlagbreite.
Die Maschine nimmt 2,3 × 1,4 Meter Raum und zum Betriebe circa 3/4 Pferdekraft in Anspruch. Das Gewicht beträgt
etwa 2500 Kilogrm., der Preis annähernd 3800 Franken.
Fillingmaschine. (Figur 2.) Im weiteren
Verlauf der Bearbeitung der Strusi und der Coconwatte kommt die nach dem Englischen
so genannte Fillingmaschine an die Reihe, um durch Kämme, welche in gleichen
Abständen auf dem Umfang einer Trommel nahezu tangential angebracht sind, das
vorgelegte Material noch weiter aufzulösen und auszuziehen und für die Behandlung
auf der nächstfolgenden Kämmmaschine vorzubereiten.
Der Tambour c ist mit regelmäßigen, parallel zur
Drehachse liegenden sperrradähnlichen Abstufungen am Umfange versehen. Die fast
radialen Stufenflächen sind mit normal zu denselben aufstehenden einreihigen Kammstäben c'
besetzt.
Das mittelst der beiden übereinander liegenden Kratztücher a und a' zugeführte Seidenmaterial wird bei
der Drehung des Kammtambour durch die Nadeln erfaßt, ausgezogen und über den Tambour
gleichmäßig ausgebreitet. Zum Ausstreichen der Seidenfäden dient der Arbeiter d und die Bürstenwalze e. b
zeichnet die Bürste zum Ausputzen des oberen Zuführ-Kratztuches b'.
Ist das vorgelegte Florettmaterial völlig aufgezogen, so wird die Maschine abgestellt
und, ähnlich wie beim Opener, der Zuführmechanismus vom Tambour durch den Hebel k abgerückt. Hierauf schneidet die Arbeiterin unter
langsamer Drehung des Tambour von Hand die Seidenfäden hinter jedem Kamm durch,
streicht sodann die seitlichen Ränder der entstandenen Seidenbärte etwas zusammen
und erfaßt dieselben zum Schluß der Reihe nach mittelst Kluppen, um sie von den
Kammnadeln abzuziehen.
Diese Kluppen bestehen aus zwei Holzbretchen, deren Länge mit der Breite des
Kammtambour correspondirt; dieselben sind an der einen Langseite, wie in Fig. 3
angedeutet ist, mittelst Scharniere, oder einfach mittelst Lederbänder verbunden und
allgemein unter der Bezeichnung „Bücher“ bekannt.
Der Antrieb der Fillingmaschine erfolgt von einer bei 1 gelagerten
Riemenscheibenwelle – 140 Touren pro Minute
– durch Zahnräder auf die Trommelwelle mit 45 Umdrehungen in der Minute und
weiterhin auf die Einzugstücher a, a' und die Kratzwalze
d.
An Platz ist 2,2 × 1,4 Meter und zum Betriebe etwa 3/4 Pferdekraft zu rechnen.
Der Tombour hat 1 Meter Durchmesser. Das Gewicht und der Preis der Fillingmaschine
stellen sich ähnlich wie beim Opener auf 2500 Kilogrm. beziehentlich auf 3800
Franken.
Die Kämm- oder Dressingmaschine ist die letzte der
Florett-Zubereitungsmaschinen.
Die Seidenbärte müssen nämlich vor dem Abgang in die Spinnerei nach verschiedenen
Längen sortirt und zugleich von allzu kurzen Fasern sowie von allen Unreinigkeiten
gesäubert werden. Hierbei werden auch auch alle doppelt gelegten oder
zusammengefaltenen Fäden gerade gestreckt und zu den anderen parallel gelegt. Diese
ziemlich langwierige Aufgabe erfüllt die Kämmmaschine oder – nach der
englischen Bezeichnung – die Dressingmaschine, von welcher die Figuren 4 und
5 die
wesentlichsten Theile in zwei Ansichten repräsentiren.
Hier werden die von der Fillingmaschine abgezogenen und in den Büchern eingeklemmten
Seidenbärte in einem ebenen, horizontalen Rahmen a, der
Presse, eingespannt unter Zuhülfenahme von Zwischenleisten, damit die Fäden zweier
benachbarten Barte nicht in einander gerathen können.
Die Presse liegt drehbar um eine verticale Achse in dem Wagen b, welcher quer gegen die Maschine auf Schienen hin- und hergezogen
werden kann.
Oberhalb der Presse bewegt sich über zwei Rollen b, b'
ausgespannt ein endloses Band c, welches in passenden
Abständen mit Kratzleisten besetzt ist und mit diesen langsam über die in der Presse
eingesetzten Seidenbärte hinstreicht.
Sind die Bücher bei ausgefahrener Presse eingespannt und alle Seidenbärte nach einer
Richtung hin mit einem Lineal gelegt worden, so wird der Wagen unter das Kratztuch
zurückgefahren und mittelst des Handrades d an der
rechten Seite der Maschine die Presse so weit gehoben, daß die Kratzleisten die
Bärte berühren.
Um nämlich die Kratzen nicht allzu scharf und rasch einwirken und dadurch viele Fäden
zerreißen zu lassen, dringen dieselben nur allmählich tiefer in die Seidenbärte ein,
zu welchem Zwecke die Presse nach erfolgter rascher Handeinstellung – Rad d und Zähnräder 1 in Figur 5 –
selbstthätig von der Maschine durch Hebedaumen e, e'
langsam gehoben und in der gewünschten Höhe die Bewegung der Hebedaumen von selbst
eingestellt wird.
Ist dieß geschehen, so läßt man die Presse wieder herab und führt den Wagen
vollkommen heraus, dreht die Presse um ihre verticale Achse um 180 Grad herum und
führt endlich den Wagen wieder unter das endlose Kratztuch zurück, nachdem man
vorher noch die vorstehenden Bärte nach der anderen Seite hin mit einem Lineal
umgelegt hat, um das vollkommene Auskämmen dieser Barthälften durch neues
Ingangsetzen der Maschine zu erzielen.
Ganz derselbe Vorgang wird behufs des Auskämmens der in den Büchern eingeschlossenen
Hälfte der Seidenbärte beobachtet, zu welchem Zwecke der Wagen wieder herausgezogen,
die Bärte umgespannt und die Manipulation wie vorher wiederholt wird.
Ehe jedoch dieses Umspannen vor sich geht, schaltet man zwischen den Kratzleisten des
endlosen Bandes zwei feiner beschlagene und tiefer eindringende Putzdeckel o (Figur 4) ein, um mit deren
Hülfe aus den ausgekratzten Bärten auch die kürzesten Fasern und noch
zurückgebliebene Unreinigkeiten auszukämmen.
Der Antrieb der Kämmmaschine erfolgt je nach Bedarf mit einer langsamen oder
rascheren Geschwindigkeit von der Hauptwelle f aus,
welche die vordere Führungsrolle b antreibt. Die andere
Walze b', welche durch das endlose Band c mitgenommen wird, bringt durch Kurbelzapfen und Schubstange g sowie durch Sperrrad h,
Zahnräder i und Zahnsector k
an der Daumenwelle e die langsame selbstthätige Hebung
der Presse hervor. Die Selbstausrückung ist in der Figur nicht angedeutet. Die
beiden Daumenwellen e, e' stehen durch Kurbel und
Verbindungsstange – nicht ersichtlich gemacht – in Verbindung.
Die Führung der Kratzleisten auf der unteren Hälfte der Bahn, dort wo dieselben die
Seidenbärte auskämmen, erfolgt durch eigene am Gestelle angeschraubte
Führungsschienen m, m', auf welche sich die Backen an
beiden Seiten der Kratzdeckel auflegen.
Während der oben beschriebenen Manipulationen sammeln sich in den Kratzleisten die
kürzeren und zusammengehaltenen, in den Kluppen nicht eingeklemmten Seidenfäden
(nebenbei bemerkt auch die Unreinigkeiten), welche von Zeit zu Zeit mittelst
frischer Bücher erfaßt und als zweite Seidenbärte einer anderen Dressingmaschine mit
tiefer eindringenden Kratzleisten zur ähnlichen Behandlung übergeben werden.
Von der ersten Kämmmaschine erhält man den längsten und
schönsten Zug Nr. 1. Durch fortgesetztes Auskratzen
der successive angesammelten Kämmlinge auf einer zweiten, dritten etc.
Dressingmaschine, ganz in der angedeuteten, allmählich fortschreitenden Weise,
werden die immer kürzer werdenden Züge Nr. 2, Nr. 3 bis Nr. 6 und selbst höher
gewonnen.
Gewöhnlich bilden drei Kämmmaschinen mit successive
feinerem Beschlag der Kratzleisten, sowie schmäleren Zwischenleisten für die in der
Presse einzuspannenden Bücher mit den späteren, immer kürzeren Bärten ein Sortiment, von welchem jede Maschine jedoch
ein- oder zweimal, je nach dem Material und der Zahl der daraus erzielbaren
Kammzüge, passirt wird.
Der ganze Proceß ist, selbst nach der ganz flüchtigen Darstellung hier, ein sehr
mühevoller und beansprucht viel Sorgfalt und einen bedeutenden Zeitaufwand. Doch
darf man nicht vergessen, daß das Florettspinnmaterial einen ziemlich hohen Werth
besitzt und daher eine selbst kostspielige Zubereitung verträgt.
Die weitere Verarbeitung der gewonnenen Kammzüge erfolgt in Florettspinnereien auf
Anlege- und Bandmaschinen, auf Strecken und Spindelbänken und endlich auf
Watermaschinen, welche eine große Aehnlichkeit mit den Flachsspinnmaschinen
nachweisen.
Die Abfälle, welche sich hier nicht verwerthen lassen, und die Abgänge der Spinnerei
werden als Seidenwerg auf Karden zerrissen und weiterhin versponnen.
Die beschriebene Kämmmaschine erfordert mit Berücksichtigung der Ausfahrt des Wagens
4,1 × 3,5 Meter Platz. Für den Betrieb rechnet man 1 1/4 Pferdekraft für ein
Sortiment, also für 3 Dressingmaschinen, welche circa
6550 Kilogrm. wiegen und complett 8100 Franken kosten.
Die angegebenen Preise sind annähernd und loco Luzern,
ohne Verpackung zu verstehen.
Außer den hier besprochenen Maschinen für Zubereitung der Seidenabfälle
(Coconstampfe, Opener, Fillingmaschine und Kämmmaschine) hat die Firma Theod. und
Friedr. Bell ein ganzes Sortiment von Maschinen für
Holzstofffabrication auf mechanischem Wege zur Wiener Weltausstellung gebracht; Ref.
hofft über einige Novitäten darunter später noch berichten zu können.
Anhang. Nachdem ich der Seiden-Kämmmaschine schon
so viel Aufmerksamkeit zugewendet habe, so kann ich noch hinzufügen, daß man zur
Zeitersparniß die besprochenen geraden Dressingmaschinen
speciell für die letzten, also kürzeren Züge, auch zum continuirlichen Betriebe eingerichtet hat, durch Anwendung kürzerer, auf
Schienen in der Richtung des endlosen Kratztuches zu- und ablaufender
Wagenpressen, welche auf Zwischenstationen in Vorrath vorbereitet, nämlich umgelegt
oder umgespannt und nach Erforderniß der nächsten Kämmmaschine zugeschoben
werden.
Noch weiter in Zeit- und Raumersparniß, sowie in Hinsicht auf größere
Leistungsfähigkeit, geht die ziemlich neue, noch wenig bekannte Circular-Dressingmaschine, ebenfalls für kürzere Zeit bestimmt.
Ich habe diese Maschine, welche in Basel schon mehrfach im Gebrauch ist, nach der
Ausführung der Maschinenfabrikanten Greenwood und Batley in Leeds, in Fig. 6 in
einfachen Strichen zu verdeutlichen gesucht.
Die zur Aufnahme der gefüllten Bücher dienende Presse A
ist kreisförmig und um eine horizontale Achse drehbar
angeordnet, wodurch die eingespannten Seidenbärte bei langsamer Drehung der Presse
– etwa 3 Umdrehungen pro Stunde – nach und
nach an drei continuirlich bewegten, an die Cylinderpresse sich anschmiegenden
Kratzbändern ohne Ende B, C und D vorbeigeführt werden.
Nach vollendeter Kämmung werden die Bücher mit den zur Hälfte ausgekämmten
Seidenbärten – etwa bei E – selbstthätig
ausgespannt und an deren Stelle von einer Arbeiterin frische Bücher eingelegt,
welche gleichfalls ohne deren weiteres Zuthun von der Maschine – etwa bei F – festgeklemmt werden.
Das erste endlose Band B mit Kratzdeckeln liegt oberhalb
der Circularpresse und kämmt die zugeführten Seidenbärte entgegengesetzt der
Bewegungsrichtung derselben aus. Am Ende dieses Kratzbandes legt eine Bürstenwalze
a die vorstehenden Seidenbärte nach der anderen
Seite um, welche alsdann von dem zweiten, entgegengesetzt sich bewegenden Kratzband
C ausgekämmt wird.
Zuletzt kommen die neuerdings durch die Bürste b
umgelegten Seidenbärte an das dritte, unterhalbunterbalb der Rundpresse ausgebreitete und derselben am nächsten gestellte Kammband
D, welches die kürzesten Fasern und den Rest der
Unreinigkeiten auszieht.
Dieser Ausputz wird durch eine Bürstwalze c und Kammwalze
d von den Kratzleisten D
abgenommen und der Wergspinnerei zugeführt.
Die Seidenkämmlinge des zweiten Kratzbandes C dagegen
werden durch die Bürstwalze e an das erste Kratztuch B übertragen und hier nach Bedarf von den Kratzleisten
mittelst Kluppen entnommen und sofern es die Qualität noch gestattet auf einer
anderen Circular-Dressingmaschine nochmals gekämmt; sonst aber ebenfalls zur
Wergspinnerei verwendet.
Zum Schluß sey ganz flüchtig noch bemerkt, daß man in manchen Florettspinnereien
– für hochfeine Nummern – die Seidenbärte von der Fillingmaschine auf
der Dressingmaschine nur einmal auskratzt und hierauf die kürzeren Fasern und
Unreinigkeiten von den langen, schönen Seidenfäden auf Heilmann'schen Kämmmaschinen, welche N. Schlumberger in Gebweiler (Elsaß) liefert, absondert.
42. Wagenräder-Drehbank,
ausgeführt von der Sächsischen Maschinenfabrik (vorm.
Richard Hartmann) in Chemnitz. (Fig. 7 bis 10.)
Die in Fig. 7
bis 10 in
zwei Ansichten und Details dargestellte, sehr schön ausgeführte Drehbank zum
Abdrehen der Eisenbahnwagenräder auf ihren Achsen zeichnet sich vornehmlich durch
eigenthümliche Construction der beiden Einspannstöcke A,
A' aus, innerhalb welcher die Achse mit ihren eigenen Schenkeln in den
Lagern a, a' ruht, durch die Körnerspitzen b, b' aber genau centrisch eingelegt, ferner gegen
Seitenverschiebung vollkommen gesichert wird.
Die Spannstöcke A, A' mit den Lagern a, a' zur Aufnahme der Radachse stehen also fest,
während die Planscheiben B, B' durch Drehung der
angegossenen Zahnkränze die beiden Räder vermittelst Mitnehmer fortbewegen.
Die Drehung der Zahnkränze an B und B' erfolgt von der Hauptwelle C, welche durch ein Räderpaar d die mitten
durch die Wange W hinlaufende Welle e antreibt; auf e sitzen
zwei Getriebe f, f', je eines für den Zahnkranz B respect. B'.
Da der Reitstock A' auf der Wange je nach der Länge des
abzudrehenden Rädersatzes verstellbar ist, so gleitet das Getriebe f' in einer Keilnuth der Welle e. Dieses Getriebe f' läßt sich durch den
Hebel g außer Eingriff mit dem Zahnkranz B' rücken, wenn die Maschine nur auf der einen Seite,
als Planscheiben-Drehbank, verwendet wird.
Die nähere Ausführung des Spannstockes A oder A' ist aus den Schnitten in den Abbildungen leicht zu
entnehmen. Derselbe ist behufs Aufnahme der zweitheiligen Planscheibe rund
abgedreht, wobei der vorstehende Bandring x das
Abrutschen der Planscheibe verhütet. Dabei läuft die Planscheibe mit Zahnkranz nicht
direct, sondern mittelst eingelegter Messingbacken i auf
der abgedrehten Lauffläche des Reitstockes. Diese Backen i sind gleichmäßig zwischen je zwei Radarmen eingeschaltet und mittelst
Stellschräubchen m nachstellbar.
Die Lagerschalen, in Fig. 10 in der Frontansicht veranschaulicht, sind – um
verschiedene Zapfendurchmesser aufnehmen zu können – Vförmig gestaltet und behufs genauer Centrirung der Achse mittelst der
verticalen Schrauben n, n zu justiren.
Das Oeffnen der Lager erfolgt sehr rasch durch Lüften der Preßschraube o, welche durch den Bügel p
die beiden Lagertheile zusammenhält.
Die beiden sehr starken Supporte D, D' sind nach allen
Richtungen hin selbstthätig durch Kettenschaltwerke beweglich; h und h' bezeichnen die
Sperrräder und k die Stellkurbel für die Kette, welche
durch das Schneckengetriebe s, r von der Hauptwelle aus
den Antrieb empfängt.
Der größte lichte Abstand der beiden Lager a, a' beträgt
2,25 Meter und die Spitzenhöhe 580 Millimeter. Die Planscheibe hat 1,2 Meter
Durchmesser.
Der Preis der completen Wagenräder-Drehbank stellt sich auf 2080 Thaler loco Chemnitz.
43 und 44. Spann- und
Trockenmaschine für Gewebe und Farben-Kochapparat, ausgestellt von
Salomon Huber, Maschinenfabrikant in Prag. (Fig. 11 bis 15.)
Zum Trocknen und Spannen von appretirter Waare verwendet man jetzt immer mehr und
mehr statt der geraden Spannrahmen cylinderförmige Trockenmaschinen, bei welchen die
Waare über einen mit Dampf geheizten Tambour gezogen, zugleich aber durch in die Leisten eingreifende
Häkchen, sogen. Claviere, successive in der Breite gestreckt und ausgespannt
wird.
Bei der von Salomon Huber, Maschinenfabrikant in
Carolinenthal bei Prag ausgestellten Spann- und Trockenmaschine bemerkte ich
eine sehr zweckmäßig construirte Spannvorrichtung (Patent Umann), welche hier eine nähere Besprechung verdient.
Unter Hinweis auf die Abbildungen in Fig. 11 bis 14, liegt auf
dem Umfang des Trockencylinders, nahe den beiden Rändern je eine Spannkette a aus 13 Gliedern A (Fig. 14) von
etwa 500 Millimeter Länge zusammengesetzt.
Die Spannketten, in deren Häkchen die Stoffleisten eingelegt werden, drehen sich mit
der Trommel herum und nehmen das Gewebe über mehr als 3/4 des Umfanges mit
herum.
Dort wo die Waare noch feucht aus dem Appreturkasten oder dergl. zutritt, haben die
beiden Spannketten den kleinsten Abstand, welcher jedoch, sowie der Stoff eingehängt
ist, successive etwa über 1/10 des Trommelumfanges hin zunimmt, worauf die Waare
ohne fernere Ausstreckung den Weg über den Trockencylinder fortsetzt.
Zur Führung der Spannketten in ihrem veränderlichen Abstand sind an den Stellen, wo
je zwei ihrer Glieder zusammentreffen, Gleitlineale b
angeschraubt, welche parallel zur Trommelachse eine Verschiebung erhalten und die
betreffenden Kettenglieder mitnehmen.
Die Verschiebung der Gleitlineale b erfolgt durch
kreisförmig gebogene, unter einem Winkel gegen den Lauf der Waare gestellte
Führungsschienen c und d, an
welchen die Gleitlineale b mittelst Rollen e anliegen. Die obere längere Führungsschiene c schiebt die Gleitlineale und die Ketten nach auswärts
oder hält letztere in ihrer äußersten Stellung, während die untere kürzere
Führungsschiene d die Rückkehr der Kettenglieder in die
Anfangsstellung bewerkstelligt.
Die Gleitlineale b erhalten ihre Geradführung in den
Schuhen i, welche auf dem Trommelumfang angeschraubt
sind und zugleich als Mitnehmer für die Spannkette und für den von derselben
erfaßten Stoff dienen.
Um das Ausstrecken der zur Maschine kommende Waare ganz nach deren Beschaffenheit
reguliren zu können, sind die Spannschienen c und d an den Gestellwänden mittelst Stellschrauben
befestigt, welche innerhalb gewisser Grenzen jede Veränderung der Spannung
gestatten.
Beim Betriebe der Maschine stehen zwei Arbeiterinnen mit Handbürsten versehen rechts und links vor
dem Trockencylinder und schlagen die Stoffleisten in die Häkchen der Spannketten
ein.
Zur Sicherung der Mitnahme des allmählich in der Breite ausgestreckten Stoffes sind
Einschlagbürstrollen f und g
über den Spannketten angebracht.
Wenn der Stoff nach etwa 3/4 Umdrehung des Trockencylinders durch eine Rolle von
diesem abgeleitet wird, treten die Häkchen ohne Verletzung der Leisten aus denselben
heraus und kehren zur Eintrittsstelle zurück.
Als besonderer Vortheil der hier besprochenen Spannvorrichtung ist, abgesehen von dem
sehr geringen Platzerforderniß und der Einfachheit der Construction, der sehr ruhige
Gang der Spannketten zu erwähnen, in Folge dessen die Stoffränder sehr geschont
werden.
Wenn die Maschine einfach als Trockenmaschine functioniren soll, so lassen sich die
Ketten hinlänglich bei Seite schieben oder auch leicht ganz abnehmen.
Zur Erhöhung des Effectes liegt unter dem großen Trockentambour und dem kleinen
geheizten Cylinder, welchen der Stoff vor der Aufwickelung passirt, nahe dem Boden
ein mit Dampf zu heizender, sehr enger Blechkasten.
Tambour, Cylinder und Heizplatte haben getrennte Dampfzuführung. –
Im Anschluß hieran sey noch kurz auf den in Fig. 15 skizzirten Farbenkoch-Apparat desselben Ausstellers
hingewiesen, bei welchem das Rührwerk A durch ein
Planetenrad herumgeführt wird und durch eine einfache Muffkuppelung B rasch zerlegt werden kann.
Ist die Rührkrücke herausgenommen, so läßt sich der Kessel C durch Handrad D sehr bequem umkippen, um
entleert und gereinigt zu werden.
Tafeln