| Titel: | Notizen aus der Wiener Weltausstellung 1873; mitgetheilt vom Docenten Johann Zeman. |
| Fundstelle: | Band 210, Jahrgang 1873, Nr. LIV., S. 321 |
| Download: | XML |
LIV.
Notizen aus der Wiener Weltausstellung 1873;
mitgetheilt vom Docenten Johann
Zeman.
Mit Abbildungen auf Tab.
V.
(Fortsetzung und Schluß von S. 252 des
vorhergehenden Heftes.)
Zeman, Notizen aus der Wiener Weltausstellung.
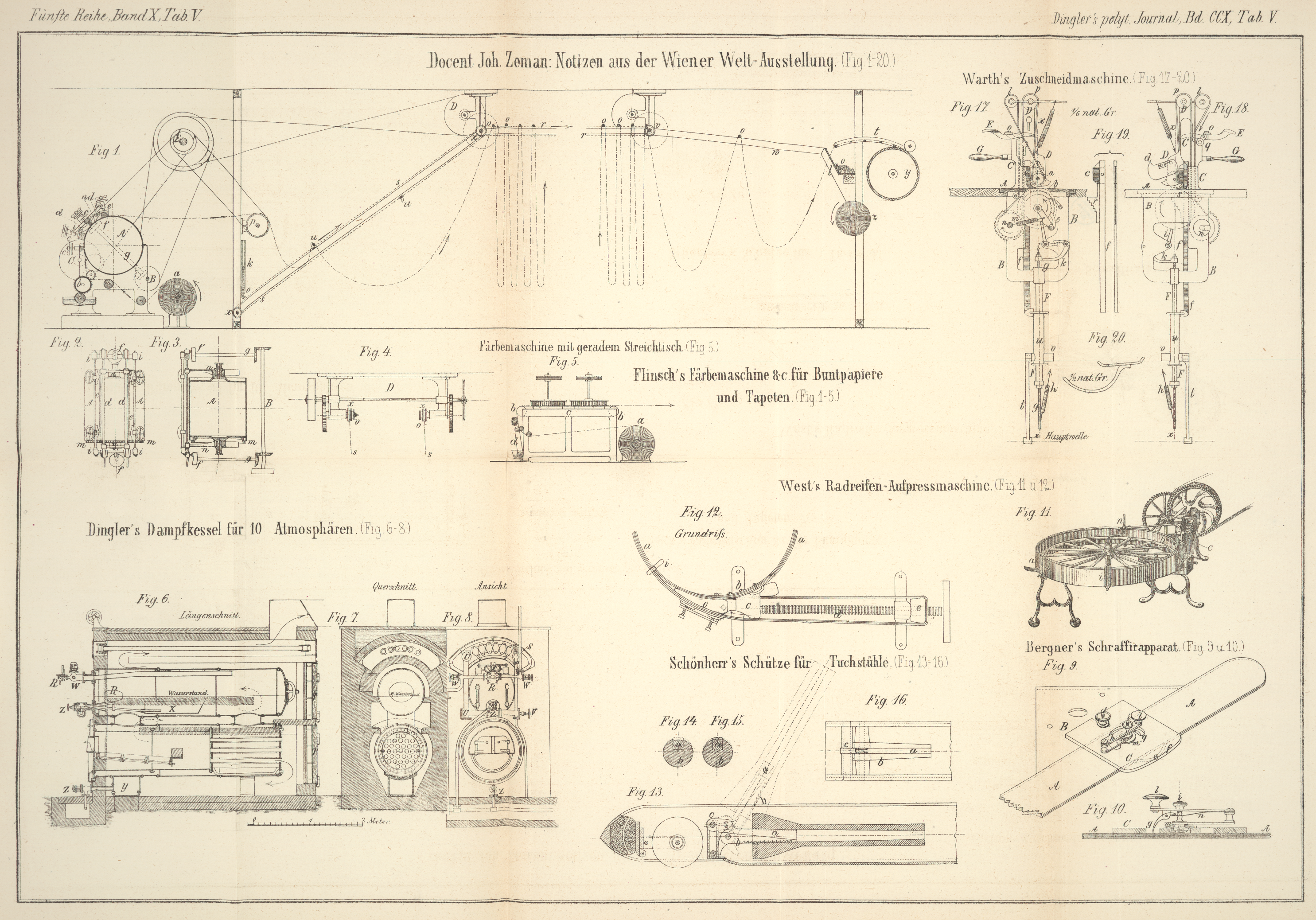
62 und 63. Färbemaschine mit
cylindrischem Streichtisch und verbesserte Aufhänge- und Aufrollmaschine
für Buntpapiere und Tapeten, von Ferdinand Flinsch in Offenbach a/M. (Figur 1 bis
5.)
In dem letzten Jahrzehnte hat, wie mancher andere Industriezweig, auch die
Fabrication der Buntpapiere und Tapeten durch Einführung von Maschinen eine hohe
Entwickelung erlangt, so daß die Herstellungskosten dieser Artikel außerordentlich
sich ermäßigten und die Anwendung der Tapeten zum Beispiel heut zu Tage kaum mehr
ein Luxus genannt werden kann.
Schon zur Zeit der letzten Pariser Weltausstellung besaßen die in Buntpapier-
und Tapetenfabriken verwendeten Maschinen einen ziemlichen Grad der Vollkommenheit;
nichts desto weniger haben deutsche Constructeure, welche sich speciell für diese
Branche eingerichtet hatten, manches Beachtenswerthe und Neue zur Wiener
Weltausstellung eingesendet.
So hat unter verschiedenen anderen Maschinen für Tabak-, Hut-,
Buntpapierfabriken und Druckereien die Firma Ferd.
Flinsch, vormals J. de Bary's Nachfolger in
Offenbach a. M., eine verbesserte Färbemaschine (Grundir- oder
Fonçirmaschine) ausgestellt, auf welche ich heute näher einzugehen
beabsichtige.
Eine solche Maschine ist bekanntlich dazu bestimmt, endloses Papier in selbstthätiger
Weise mit einer Farbe gleichförmig zu bedecken. Die bisher angewendeten
Grundir- oder Färbemaschinen haben einen geraden
Auflegetisch
(Streichtisch), über welchen das Rollenpapier mittelst eines stetig bewegten
endlosen Tuches hinweggeführt, während die auf die obere Papierfläche aufgetragene
Farbe durch feste Bürsten vertheilt und durch rotirende kreisförmige Bürsten
(sogenannte Tellerbürsten) möglichst gleichförmig verstrichen wird.
Die Skizze in Figur
5 möge eine Disposition dieses Maschinensystemes veranschaulichen.
Das Papier von der Rolle a geht im Sinne der Pfeile über
Leitwalzen und über das horizontal ausgespannte Farbtuch b dem geraden Streichtisch c entlang und von
da weiter zur Trocknung. Die Farbe erhält das Papier durch ein endloses Filztuch d, welches bis zum Farbkasten herabreicht, und das
Vertreiben der aufgetragenen Farbe geschieht durch die rotirenden tellerförmigen
Bürsten e, e über dem Auflegetisch.
Das grundirte oder gefärbte Papier wird behufs Trocknung auf Stöcken und Traglatten
durch reine Handarbeit mit Hülfe von Krücken aufgehängt oder es geschieht dieß in
mehr oder weniger automatischer Weise durch eine eigene Aufhängemaschine, welche
zuletzt noch das getrocknete Papier wieder aufrollt.
Nebenbei sey bemerkt, daß statt der Lufttrocknung in manchen Fällen auch die
Trocknung auf cylindrischen, an die Färbemaschine sich unmittelbar anschließenden,
dampfgeheizten Trommeln üblich ist.
Nach der Beschreibung der Grundirmaschine werde ich einige Worte über die von Ferd.
Flinsch zweckmäßig verbesserte Aufhänge- und
Aufrollmaschine anfügen.
Was also die Färbemaschine zunächst betrifft, so kommt dem seither benutzten Systeme
der Nachtheil zu, daß es mit beständig in Bewegung befindlichen Farbetüchern
arbeiten muß, welche öftere Regulirung erfordern, damit sie nicht schräg laufen.
Außerdem liegt bei diesen Maschinen das Papier auf einer geraden Streichplatte, auf welcher sich das Papier nicht so vollkommen
glatt ausbreitet wie z.B. über eine cylindrische Auflegefläche.
Diese Erkenntniß führte zum Ersatz der geraden Streichplatte durch eine cylindrische Trommel, deren Mantelfläche nicht allein als
Unterlage beim Vertreiben der Farbe, sondern auch, durch Drehung der Trommel, zur
unmittelbaren Bewegung des Papieres ohne Zuhülfenahme eines endlosen Farbtuches
benutzt wird. In Folge dessen erhielt auch der Mechanismus zur gleichmäßigen
Vertheilung und sorgfältigen Ausgleichung der aufgetragenen Farbe eine wesentlich
veränderte Disposition, welche am leichtesten mit Zuhülfenahme der betreffenden
Abbildungen erklärt werden kann.
Figur 1 stellt
einen Querschnitt durch die Grundirmaschine dar und im Anschluß an dieselbe den
später zu besprechenden Aufhänge- und Aufrollapparat. Die Figur 2 gibt den Grundriß
des Mechanismus für die Verstreichbürsten e, e und Figur 3 den
zugehörigen Längsschnitt.
Das endlose Papier geht von der Rolle a über eine
Leitwalze zur Farbzuführwalze b und hierauf über einen
Theil des Umfanges der gußeisernen Trommel A, bei deren
Drehung das Papier mit gleichförmiger Geschwindigkeit in der Richtung der Pfeile
bewegt und die durch die Filzwalze b aufgetragene Farbe
vermittelst fester, aber stellbarer Bürsten c, c
vertheilt und vermittelst der kreisenden Langbürsten e,
e verstrichen wird. Die Verstreichbürsten e, e
sind mittelst Stellschrauben an einem rechteckigen Rahmen i,
i befestigt, welcher an beiden Seiten durch die Kurbelscheiben f, f an den geneigt liegenden Wellen g, g in eine kreisende Bewegung versetzt wird und
dieselbe auf die Bürsten e, e überträgt. Damit diese
Bürsten aber jederzeit im gleichen Abstand von dem Streichender A sich befinden, d.h. ununterbrochen in Berührung mit
dem Papier bleiben, wenn sie einmal mittelst der Kopfschrauben eingestellt sind, so
ist der Bürstenrahmen i mit den Cylinderzapfen durch die
Arme n, n links und rechts in Verbindung gesetzt. Diese
Arme sitzen lose auf den Trommelzapfen und erfassen am oberen Ende mittelst zweier
Augen die Stangen d, d welche innerhalb des
Bürstenrahmens i angebracht sind.
Zufolge dieser Anordnung und da die Kurbelzapfen f in den
Büchsen des Bürstenrahmens hinlänglich Spielraum besitzen, wird bei der Drehung der
von der Deckentransmission durch einen Riemen betriebenen Welle B jeder Punkt der Bürsten e,
e eine Kreislinie auf der Mantelfläche der Trommel A beschreiben und dergestalt bei der Drehung dieser Trommel, beziehentlich
Fortbewegung des endlosen Papieres, die Farbe auf das Vollkommenste vertheilt und
vertrieben.
Die Bewegung der Trommel A und des Farbapparates erfolgt
durch die Hauptwelle C vermittelst Zahnräder, zu welchem
Zweck an der einen Seitenwand der gußeisernen Trommel ein Zahnkranz m (Figur 2 und 3) angebracht
ist.
Von der Trommel A läuft das gefärbte Papier nach dem
Aufhäng- und Aufrollapparat (Figur 1 und 4), welcher das
Papier ohne Beihülfe von Arbeitern zum Trocknen übernimmt, d.h. in regelmäßig
aufeinanderfolgenden, einander sich nicht berührenden Blättern, welche von der Decke
bis nahe zum Fußboden herabreichen und wieder nach oben weiterlaufen, auf Stöcke
aufhängt. Diese Blätter rücken selbstthätig successive vorwärts, nach Maaßgabe der
Ankunft frischer Partien und zufolge der Aufwickelung der vordersten, schon getrockneten Blätter, welche
auf eine Rolle aufgenommen werden.
Selbstverständlich muß der Trockenraum die hinlängliche Ausdehnung erhalten, um die
Trocknung des feuchten Papieres durch gewöhnliche oder erwärmte Luft vor seiner
Aufwickelung vollkommen zu erzielen.
Das Aufhängen des Papieres erfolgt bei diesen Maschinen ähnlich wie bei der
Handarbeit mit Hülfe von Holzstöcken, welche in regelmäßigen Abständen unter das
Papier gelegt werden, aber – statt mittelst einer Krücke – mit Hülfe
von zwei rechts und links vom Papierrand schief aufsteigenden endlosen Schnüren oder
Riemen bis zur Decke zu einem zweiten Systeme horizontal weiter gehender
Aufhängeschnüre oder Riemen gelangen.
Indem die Aufhängestöcke auf das zweite System der horizontalen Transportbänder sich
auflegen, werden bei deren Fortrückung die Papierbögen successive vorwärtsgeführt
und durch den Einfluß der sie umgebenden Luft getrocknet.
Bisher erfolgte also das Heben und Weiterrücken der Aufhängestäbe mittelst endloser
Schnüre oder Riemenbänder, welche jedoch eine öftere Nachhülfe erforderten, um auf
beiden Seiten des Papieres in übereinstimmender Bewegung zu verbleiben, indem sonst
durch das Schieflaufen und Herabfallen der Aufhängestöcke leicht Ausschuß gemacht
wurde. Zur Beseitigung dieses Uebelstandes hat die Firma Ferd. Flinsch zur Führung der Stöcke endlose Ketten
und Kettenscheiben patentirt, welche den Gang der
Maschine wesentlich verbessern und versichern.
Da die horizontalen Transportketten nahe der Decke bis zu 50 Meter Länge erreichen,
so erhalten dieselben zur Unterstützung entsprechend eingeschnittene Führungslatten
oder zweckmäßiger Rollen, welche an der Decke durch kleine Träger befestigt
sind.
Nach dieser Vorausschickung sey der Gang der Aufhänge- und Aufrollmaschine in
Figur 1
mit einigen Worten skizzirt.
Das Papier wird beim Beginne einer frischen Rolle durch die Grundirmaschine geführt
und von dieser mit Hand weitergezogen, über die Walze p
gelegt.
Unterhalb dieser Walze laufen rechts und links neben der Grundirmaschine über die
Kettenrollen x, x (Figur 1 und 4) zwei endlose
Ketten s, s – von diesen ist die hintere
verdeckt, – welche in genau correspondirenden Abständen mit je zwei
Mitnehmnasen u, u versehen sind.
So oft die gleichmäßig fortschreitenden Mitnehmer u
beider endlosen Ketten
s unter dem Stockbehälter k vorbeistreifen, erfassen sie den untersten der hier aufgegebenen
Aufhängestöcke o und führen denselben mit dem umgelegten
Papier in die Höhe. Wenn oben die Mitnehmer u den
Rückweg beginnen, gelangt der mitgenommene Stock o auf
die horizontal ausgespannten Transportketten r, r,
welche innerhalb der Aufzugsketten s, s um kleinere
Rollen v, v gelegt sind und mit geringerer
Geschwindigkeit den Aufhängestock mit dem angehängten Papierbogen weitertragen.
Doch kaum ist der erste Aufhängestock o oben angekommen,
so hat auch das zweite Mitnehmerpaar u den
nächstfolgenden, beim Ausheben des vorigen nachgerückten Stock o aus dem Behälter k
herausgenommen und führt denselben mit dem nun ohne weitere Nachhülfe sich
auflegenden, von der Färbemaschine kommenden Papier hinauf zu den horizontalen
Transportketten. Und so geht die Sache weiterhin in ähnlicher Weise fort, wobei ein
Arbeiter nur für die Nachfüllung des Behälters k mit
Stöcken Sorge zu tragen hat.
Bald hängen mehrere Hundert auf- und niedergehende Bögen an den Stöcken o auf den Transportketten, welche in langsamer
Vorwärtsbewegung begriffen sind und endlich den ersten Bogen trocken an die
Aufrollwalzen abgeben.
Indem das Papier über die Vorrichtung t zwischen den
Druckwalzen y zur Aufwickelrolle z abgeht, rutschen die Aufhängestöcke o,
nachdem sie die Ketten r, r verlassen haben, längs der
abfallenden Lattenbahn w herab und gelangen in den
Kasten w, von wo man dieselben von Zeit zu Zeit zur
Füllung von k abholt.
Die Färbemaschine und der Aufhänge- und Aufrollapparat erhalten von der
Transmissionswelle E (Figur 1) getrennten
Antrieb, so daß letzterer, wenn auch die Grundirmaschine abgestellt ist, weiter in
Thätigkeit belassen, und die Trocknung sowie die Aufwickelung des aufgehängten
Papieres nach Ermessen vollendet werden kann.
64. Die
Streichgarn-Spinnereimaschinen auf der
Wiener-Weltausstellung. (Schluß von S. 250.)
Bei allen bisher angedeuteten Verbesserungen zeigt sich immer ernster das Bestreben,
die regelmäßige Arbeit der Krempeln zu sichern und gewiß mit vollstem Rechte, da
große Ungleichheiten des Vorgespinnstes beim Spinnen schwierig, wenn überhaupt noch
beseitigt werden können.
Wohl läßt sich auf Mulemaschinen eine gewisse Ausgleichung der Dichtigkeitsfehler im
Vorgarn erreichen; schlimm dagegen stand es bisher mit den Erfolgen auf
feststehenden Spinnmaschinen.
Trotz der anerkennenswerthen Bemühungen von Vimont und Sykes konnten sich die bekannten
Streichgarn-Watermaschinen keine allgemeinere Anwendung verschaffen; denn die
Heftigkeit der Erschütterung der Fäden durch den Vibrationsapparat im Streckwerke
beschränkt zu sehr den Verzug und selbst die angestrebte Ausgleichung des
Vorgespinnstes durch die abwechselnde Moderation des Röhrchendrahtes bleibt
unvollkommen.
Mit Freude ist daher das neue Streckwerk für Streichgarn
zu begrüßen, welches der erfindungsreiche Constructeur C. Martin nach Vollendung seines Vorspinnapparates ausgearbeitet hat und
welches die Ausgleichung der bei den Krempeln unvermeidlichen Dichtigkeitsfehler im
Vorgespinnst durch eigene, für jeden Faden unabhängig wirkende und mit der größten
Schonung für die lockeren Wollbändchen sich einsetzende Regulatoren in
überraschender Weise erreicht.
Bemerkenswerth und vielversprechend ist auch das von Amerika uns zugekommene Avery'sche Streckwerk für
Streichgarn-Watermaschinen, weniger durch den Einzugsapparat, welcher die
Lieferungsweise einer Mule nachahmen soll, als durch eine ganz vortreffliche
Anordnung der Röhrchen und der vorderen Streckcylinder.
Vergleicht man die ausgestellten Selfactors unter
einander, so findet man, daß bei diesen die von einem deutschen Constructeur zuerst
ausgeführte, bessere Vertheilung der Spindeldrehungen beim Ausfahren und Nachdrehen
allgemeine Nachahmung gefunden hat.
Richard Hartmann in Chemnitz trat bekanntlich anfangs der Sechziger Jahre mit dem
System der dreifachen Spindelgeschwindigkeit für Streichgarn-Selfactors auf,
um langsam anspinnen, bei statthabender Wagenstreckung etwas rascher weiterspinnen,
endlich in der Periode des Nachdrehens mit der größten Spindelgeschwindigkeit den
Twist in die Fäden legen zu können.Streichgarn-Selfactor der Sächsischen
Maschinenfabrik (vorm. Rich. Hartmann),
beschrieben im polytechn. Journal 1872, Bd. CCIV S. 113.
Hiermit war allerdings eine complicirtere Bauart des Headstockes verknüpft und aus
diesem, wohl auch aus anderen Gründen wurde dieses System anfangs vielfach
bekämpft.
Nach allmählichen Verbesserungen ist der Hartmann'sche
Selfactor wesentlich vereinfacht, übersichtlich und leicht zugänglich geworden; die
deutschen Maschinenbauer haben – nach Ablauf des Patentes – das System
der drei Spindelgeschwindigkeiten, wenn auch mit abweichenden Dispositionen
acceptirt und selbst jenseits des Canales verschloß man den Vortheilen der besseren
Geschwindigkeitsvertheilung nicht länger die Augen und führte, unter Beibehaltung
der zwei Twistscheiben für einfache und doppelte Geschwindigkeit, eine dritte
schwache Spindeldrehung nach raschem Anspinnen ein, durch eine mehr oder weniger
lösbare Frictionsverbindung der Seilrolle auf der Spindel-Trommelwelle im
Wagenmittelstück.
Zum Zwirnen hat sich die Ringspindel, ebenso wie bei den
feststehenden Spinnmaschinen, bisher noch am zweckmäßigsten bewährt. Statt mit
Wechselrädern die Spindelgeschwindigkeit zu ändern, hat man die alten mehrspurigen
Seilrollen verbessert als Stufenconusse für Riemenbetrieb wieder eingeführt.
Mit der allgemeineren Einführung selbstthätiger Spinnmaschinen in der Wollenbranche
kommt auch der mechanische Haspel stärker in Anwendung:
derselbe war in einem Falle sogar zum automatischen Unterbinden oder Fitzen der
Gebinde eingerichtet.
Beschäftigen wir uns naher mit den Verbesserungen am Platt'schen Streichgarn-Selfactor, so ist erinnerlich, daß bei dessen früherer
Anordnung nur zwei verschiedene Geschwindigkeiten für die Spindeldrehungen und dieß
noch unter der Beschränkung gegeben werden konnten, daß die zweite größere, die
sogenannte doppelte Geschwindigkeit erst nach stattgehabter halber Drehung der
Steuerwelle am Schluß der Wagenausfahrt zum Nachdrehen einsetzte, indem die
Riemenumstellung vollkommen von der Steuerwelle abhängig gemacht war.
Auch jetzt hat Platt nur einen Riemen für die beiden Triebscheiben, welche in
Verbindung mit einem kleinen, beziehungsweise mit einem großen Twistwirtel stehen;
doch kann der Eintritt der doppelten Spindelgeschwindigkeit in jedem Punkt der
Ausfahrt vom Wagen aus gesteuert werden. Um nun auch noch eine kleinere als die
einfache Spindelgeschwindigkeit im Beginne der ersten Periode unter Aufrechthaltung
des einfachen, Platt eigenthümlichen Antriebes zu
ermöglichen, ist die Seilrolle auf der Spindel-Trommelwelle nicht fest,
sondern mit einem Frictionsrad in Verbindung gebracht, durch dessen theilweise oder
gänzliche Ausrückung die Spindeldrehungen verlangsamt oder vollkommen eingestellt
werden. Hierzu dient ein Hebel am Frictionsrad, welcher durch eine Ausrückschiene am
Verbindungsstück des großen und kleinen Headstock bei der Wagenausfahrt ausgelegt
wird.
Es findet hiernach beim Beginne der ersten Periode (Lieferung und
Wagenausfahrt) ein rasches Anspinnen des Vorgarnes statt, worauf die Spindeln für
einen Theil des Wagenweges ganz stehen bleiben oder sehr langsam sich drehen, der
aufgegebene Twist aber sich gleichförmig vertheilt mit demselben Erfolg, als ob das
Anspinnen bis zum Eintritt der unveränderten Geschwindigkeit des kleinen
Twistwirtels mit einer gleichmäßigen, aber geringeren ersten Geschwindigkeit
geschehen wäre. Beim Doppelspinnen, wenn das gedrehte Vorgespinnst rasch aufgedreht
und dann erst mit entgegengesetztem Twist gesponnen werden muß, kann man mit der
doppelten Geschwindigkeit beginnen, hierauf die einfache und nachher wieder die
doppelte Geschwindigkeit einsetzen.
Die jetzige Quadrantenschraube hat eine gegen oben abnehmende
Ganghöhe; die Quadrantenregulirung wird in Folge dessen wieder einfach durch eine
endlose Schnur erzielt, welche eine lose Rolle mit Sperrrad im Wagen umschlingt und
immer dann an der
Wageneinzugs-Bewegung theilnimmt, wenn vom Gegenwinder aus durch Einfallen
einer Klinke in's Sperrrad die Scheibe verhindert wird sich frei zu drehen. In dem
Maaße, als der Kötzeransatz größer wird, erhebt sich die Laufmutter wegen der
abnehmenden Gewindhöhe der Quadrantenschraube immer weniger, ohne Anwendung eines
eigenen Regulirungsmechanismus, wie das z.B. bei dem Buckley'schen Quadrantenregulator der Fall ist.
Um die Kötzerspitzen in jedem Stadium der Aufwickelung fest zu
winden, ist der Aufhängepunkt der Quadrantenkette nicht fest an der Laufmutter,
sondern mittelst eines Sperrrades befestigt, durch dessen Drehung eine Verkürzung
der Quadrantenkette erreicht wird mit derselben Wirkung, wie mit dem bekannten am
Quadrantenarm rechtwinkelig abstehenden Correctionshebel. Das Sperrrad läßt sich
jederzeit mit einem Griff leichter manipuliren, wie der in dem Schlitz des
Correctionshebels verstellbare Bolzen, welcher gegen Ende der Wageneinfahrt die
Kette noch ein wenig von der Quadranten-Kettentrommel abzieht.
Die Steuerwelle, welche schon vor der letzten Pariser
Weltausstellung als Zweitempo-Welle (arbre à
deux temps; two motion shaft) ähnlich wie bei dem bekannten Parr-Curtis Selfactor eingerichtet wurde, erhält,
unabhängig von der Hauptwelle, ihre Bewegung durch eine eigene Riemenscheibe auf
einer parallel, hinter derselben gelagerten Hülfswelle, von welcher auch noch die
Drehung der Einzugswelle durch Kegelräder und die Bewegung des auf der Hauptwelle
sitzenden Abschlagrades durch ein Stirnrad abgeleitet wird. Stellt sich dem
ausfahrenden Wagen ein Hinderniß entgegen, so kann der Riemen von seiner Scheibe
abrutschen und der Wagen bleibt stehen. Im gewünschten Falle kann jedoch die
Hauptwelle und die Hülfswelle direct durch zwei Räder verbunden werden, wobei das
Rad auf der Hülfswelle an der Stelle der Riemenscheibe aufgekeilt wird.
Seit mehreren Jahren ist der Platt'sche
Selfactor mit einer Ausrückstange ausgerüstet, welche parallel unter der
Gegenwinderwelle angeordnet ist, und gestattet die Maschine von irgend einem Punkte
des Wagens bei dessen Einfahren durch Verschieben dieser Ausrückstange zum
Stillstand zu bringen. Der Wagen vollendet hierbei die Einfahrt, auch die
Steuerwelle macht, noch ihre halbe Umdrehung und bereitet Alles für den neuen Auszug
vor; aber der Riemen wird durch den mit der Ausrückstange verbundenen Mechanismus
gehindert, auf die Triebscheibe zu rücken. Tiefe Verbesserung ist rasch von allen
anderen Constructeuren nachgeahmt worden.
Der große und kleine Headstock ruhen jeder für sich auf
Unterlagsplatten, welche durch zwei breite Traversen zu einem festen Bodenrahmen
verbunden sind. Die Traversen dienen zugleich als Wagenschienen. Was endlich den
Aufsteckrahmen des Selfactor anlangt, so ist derselbe sowohl zur Aufnahme von
Vorgespinnstspulen als auch für den Fall des Doppelspinnens, zum Aufstecken von
Vorgespinnstkötzern eingerichtet.
Bei der Wolldoublir- und Zwirnmaschine ist zunächst bei der Ringspindel der Läufer
nicht einfach, nur auf der oberen Kante der Ringbank laufend, sondern langgestreckt,
doppelt oben und unten die Ringkante umfassend. Statt Wechselräder zur Veränderung
der Spindelgeschwindigkeit sind Stufenconusse mit neun Abstufungen für Riemenbetrieb
angewendet. Die Maschine ist doppelseitig und jede Seite für sich unabhängig von der
anderen in Gang zu setzen. Die Ringbank-Bewegung ist so eingerichtet, daß ein
Unterwinden der Fäden stattfinden kann, um ähnlich wie beim Selfactor ohne großen
Zeitverlust nach dem Abnehmen der fertigen Kötzer die frische Aufwindung beginnen zu
können.
Bède u. Comp. in
Verviers hatten einen Selfactor und eine Vimont-Sykes'sche Spinnmaschine ausgestellt. Bei dem Selfactor erfolgt wie bei Platt der Antrieb der
Steuerwelle, Einzugswelle und der Abschlagmechanismus unabhängig von der Hauptwelle
und des Spindeldrehung; im Gegensatz zum Platt'schen
Selfactor aber durch eine Riemenscheibe auf der Einzugswelle und von dieser aus
statt durch Räder mittelst eines endlosen Seiles, welches
von der Einzugswelle zur Parr-Curtis-Steuerwelle, von hier zur Vorgelegewelle für das
Abschlagrad und endlich zurück zur Einzugswelle läuft. Die Spindeldrehungen gehen
wie bei dem vorhin abgehandelten Selfactor vor sich.
Um den Verzug der Streckfäden in einer Vimont-Sykes'schen Spinnmaschine zu
unterstützen, ist der vordere, rasch umlaufende Schläger durch einen langsam sich
drehenden, zweiarmigen und mit Kratzleder besetzten Flügel ersetzt worden, wovon
sich Referent aber wenig Erfolg versprechen kann.
Der Antrieb der Streckwalzen und der Röhrchen erfolgt von der
Hauptwelle mittelst eines rasch regulirbaren Frictionsvorgeleges; daher
Geschwindigkeitsveränderungen je nach Qualität der zur Spinnmaschine kommenden Wolle
ausgeführt werden können.
Das größte Interesse unter den Maschinell sämmtlicher Aussteller
dieser Branche beansprucht unstreitig die Streichgarn-Watermaschine mit neuem Streckwerk, welches Cölestin Martin in Verviers ausgestellt hat.
Dießbezüglich kann auf die erschöpfende Abhandlung im polytechn. Journal, zweites
Juniheft 1873, S. 410 verwiesen werden.
Ebenso findet sich Einrichtung und Wirkungsweise der continuirlichen Spinnmaschine für Streichgarn, welche
John Avery in Worcester (Amerika) ausgestellt hatte, im
polytechn. Journal, erstes Augustheft, S. 165 beschrieben.
Der vom Maschinenbau-Verein,
vormals C. F. Schellenberg in Chemnitz ausgestellte Streichgarnselfactor spinnt nun auch mit drei Geschwindigkeiten. Die
Auszugsschnecke und die Einzugsschnecke für den Wagen sind mit doppelter Spur
versehen, um zwei dünnere Schnüre statt eines dicken, aber weniger dauerhaften
Seiles zur Anwendung zu bringen. Der Wagen-Rücklauf beim Nachzwirnen wird
durch einen sehr einfachen hübschen Mechanismus ausgeführt.
Da die Frictionskuppelung der Einzugswelle wegen der
Gesammtanordnung einen kleinen Durchmesser erhielt, so wurde diese Kuppelung durch
Keilmitnehmer versichert, welche einen Moment vor der Einrückung des
Frictionsmuffes, ebenso kurz vor Ausrückung desselben hervor-,
beziehungsweise zurücktreten. Dadurch wird das Einzugs-Kegelrad sicher
mitgedreht, während die Frictionskuppelung mehr zur sanften Umsetzung der Bewegungen
dient.
Der Selfactor, welchen die Sächsische Maschinenfabrik in Chemnitz ausgestellt hat,
repräsentirt das von Rich. Hartmann zuerst, etwa vor zehn
Jahren, eingeführte System der dreifachen
Spindelgeschwindigkeit für Mulemaschinen.
Nach unausgesetzten Bemühungen erhielt der ursprünglich etwas
complicirte und daher auch angegriffene Triebstock eine einfache, übersichtliche und
leicht zugängliche Construction. Es wurde der Spindelwagen vollkommen entlastet und
die Verstellung der drei Riemen auf den Riemenscheiben für die drei verschiedenen
Geschwindigkeiten nur von dem am Headstock angebrachten Drehungszähler abhängig
gemacht.
Die Geschwindigkeiten der Spindeln sind in Folge dessen sowohl
unter sich als auch von jenen des Wagens vollständig unabhängig und lassen sich in
jeder erforderlichen Weise vertheilen: die 1. oder 1. und 2. Geschwindigkeit zum Vorspinnen; die die
1., 2. und 3. Geschwindigkeit zum Feinspinnen; die 1. und 3. Geschwindigkeit zum
Zwirnen; endlich die 3., 2. und 3. Geschwindigkeit zum Doppelspinnen (surfiler).
Der Antrieb des Quadranten ist durch eine besondere Verbindung mit
dem Wagenauszugs-Mechanismus versichert worden. Die Steuerwelle ist nach Parr-Curtis, jedoch mit stellbaren Excentern, um
bei allfälligen Abnutzungen derselben bequem nachhelfen zu können.
Bemerkenswerth ist der „Moderateur,“ eine
einfache Vorrichtung, um das Einsetzen der Frictionsscheiben zum Abschlagen der
Fäden nicht allzurasch eintreten zu lassen und dadurch bei der vorgehenden großen
Spindelgeschwindigkeit, im entgegengesetzten Sinne, schädliche Stöße
herbeizuführen.
Auf der verticalen Spindel, welche die Hauptwelle mit der
Einzugswelle verbindet, sitzt eine Schraube ohne Ende, in deren Gänge ein
Winkelhebel im Momente der Umsteuerung am Ende der Nachdrahtsperiode einfällt und
dadurch das sofortige Schließen der Abschlagskuppelung aufhält. Ist aber der
Moderateur-Winkelhebel an dem Ende der Schraube angekommen, so hört der
Widerstand gegen die Einrückung der genannten Frictionskuppelung auf und die
Spindeln werden erst jetzt entgegengesetzt gedreht.
Je nachdem der Moderateurhebel mehr oder weniger Schraubengänge zu
durchlaufen hat, je tiefer oder höher also die Moderateurschraube gestellt ist,
tritt der Zeitpunkt des Abschlagens der Fäden, das ist die Retourdrehung der
Spindeln später oder früher ein. Ueberhaupt sind die Mechanismen für Abschlagbremse,
Wageneinzug und Wagenrücklauf recht constructiv ausgeführt.
Um ein festes Aufwinden beim Spinnen von Schuß- oder
Kunst-Wollgarn ohne schwere Kettenbelastung des Gegenwinders zu erzielen, ist
derselbe- nach Köechlin – in kurzen, an der
Aufwinderstange angelenkten Schwingen gelagert, wodurch seine Empfindlichkeit gegen
Differenzen in der Fadenspannung sehr gesteigert wird.
Die längs des Wagens laufende Ausrückstange, sowie die solide
Unterlage für den großen und kleinen Headstock und für das
Verbindungs-Mittelstück ist ähnlich wie beim Platt'schen Selfactor angeordnet.
Deutscherseits sind nur noch die Gebrüder
Franke in Chemnitz mit Zwirnmaschinen und
endlich L. Ph. Hammer in Aachen mit einer interessanten
Garn-Haspelmaschine zu erwähnen, bei welcher
das Unterbinden oder Fitzen der Gebinde selbstthätig bewerkstelligt wird.
Der Vollständigkeit wegen ist noch der Selfactor der Firma G. Josephy's Erben in Bielitz (österr. Schlesien) zu berühren.
Derselbe ist mit Parr-Curtis-Steuerwelle und Schlumberger's Quadantenbewegung ausgestattet. Der Betrieb erfolgt mit
zwei gesonderten Riemen; der eine für drei verschiedene Spindelgeschwindigkeiten und
der andere für Cylinder- und Wagenbewegung.
Der Riemen für Drehung der Spindeln liegt abwechselnd auf den zwei
Scheiben, welche mit dem kleinen, respective dem großen Twistwirtel in Verbindung
stehen. Doch wird die kleinste Spindelgeschwindigkeit nicht durch eine
Frictionskuppelung der Seilrolle im Wagen, sondern in der Weise erzielt, daß der
Treibriemen beim Anspinnen nur zum Theil auf der ersten Riemenscheibe aufliegt,
daher den kleinen Twistwirtel nicht mit der vollen Geschwindigkeit mitnimmt. Erst
wenn der Wagen beim Ausfahren gegen einen Anschlag trifft, rückt der Riemen vollends
auf seine Scheibe.
Garnituren.
Zum Schluß dieser Rundschau sey darauf hingedeutet, daß bei Kardenbeschlägen statt
Runddraht die Anwendung von Flachdraht eine immer größere
Bedeutung erlangt. Diese Beschläge besitzen folgende Vortheile: bessere Schärfen der
Drahtspitzen; längere Erhaltung der Schärfe, geringere Inanspruchnahme und größere
Festigkeit der Beschläge wegen der hochkantigen Stellung der Drähte gegen die
Angriffsrichtung; unter sonst gleichen Verhältnissen breitere Zwischenräume für
Ablagerung der aus der Baumwolle sich abscheidenden Unreinigkeiten etc.Referent hat hierauf bereits in seinen vorjährigen Notizen über die Londoner
internationale Ausstellung 1872 im polytechn. Journal, Bd. CCV S. 395 hingewiesen.
Der flache oder dreikantige Draht für die Beschläge wird entweder direct durch Ziehen
oder neuerdings auch durch Plätten von rundem Stahldraht
(englisches Patent von Ashworth; sächsisches Patent von
Decker) erzeugt.
Flachdrahtkratzen aus geplättetem
Runddraht hat die Mechanische Kratzenfabrik
vorm. A. C. Lossius Nachfolger in Mittweida (Sachsen) zur
Wiener Weltausstellung gebracht.
65. Dampfkessel für 10 Atmosphären
Ueberdruck, von der Dingler'schen Maschinenfabrik in Zweibrücken. (Figur
6–8.)
Im Anschluß an die Beschreibung der Dingler'schen
Doppel-Dampfmaschine wird die Construction des zum Betriebe derselben
dienenden Dampfkessels nicht ohne Interesse seyn. Die Dampfmaschine soll, wie s. Z.
hervorgehoben wurde, mit 10 Atmosphären Ueberdruck in Betrieb gesetzt werden und der
Dampfkessel ist diesem Dampfdruck entsprechend construirt. Auf der Wiener
Weltausstellung war zwar nicht Gelegenheit geboten, den Kessel in diesem Grade in
Anspruch zu nehmen; im Uebrigen hat derselbe aber während seines Betriebes allen
Ansprüchen vollkommen genügt.
Ob die etwas complicirte Anordnung dieses Kessels sich bei längerem Gange nicht
störend erweisen dürfte, wird jedoch erst nach längerer Anwendung desselben in der
Praxis zu entscheiden seyn. Allerdings hat der Constructeur (Ingenieur L. Ehrhardt) jede mögliche Sorgfalt für eine leichte
Reinigung und Zugänglichkeit aller Partien des Kessels beobachtet, wie sich dieß aus
der Beschreibung und Abbildung in Figur 6 bis 8 ergeben wird.
Die Verbrennung des Brennmaterials findet in dem unteren Kessel auf einer Innenfeuerung statt. Die
Heizgase durchstreichen von der Feuerstelle aus eine Anzahl von Siederöhren im
unteren Kessel, gehen hierauf durch Canäle längs des Unterkessels nach vorn, steigen
von da aus in der Richtung der Pfeile zwischen dem unteren und oberen Kessel wieder
nach rückwärts, ziehen alsdann dem oberen Kessel entlang nach vorwärts und gelangen
endlich nach Passirung eines Röhrenvorwärmers zu dem Kamin.
In Figur 6 und
7
(Längsschnitt und Querschnitt) ist der geschilderte Zug der Heizgase leicht zu
verfolgen. Auch ist aus diesen Abbildungen ersichtlich, daß in dem Unterkessel die
Feuerbüchse mittelst Schrauben befestigt ist, um behufs der Reinigung leicht
herausgezogen werden zu können. Dasselbe Ziel der leichten Zugänglichkeit verfolgen
die an der Rückseite der Kesselmauerung angebrachten Thüren T, T.
Die Speisung des Kessels erfolgt entweder direct durch ein Speiseventil V in den oberen Kessel oder für gewöhnlich durch das
Ventil S in den Röhrenvorwärmer, von welchem dann
mittelst der Röhren H das Wasser durch Wirkung der
Speisepumpe in den Oberkessel gepreßt wird.
Zur Regulirung der Speisung dient ein von dem Schwimmer R, (Fig.
6) abhängiges Ventil.
Die Dampfentnahme findet mittelst der Ventile W aus dem
Oberkessel statt.
Nachdem der Dampfraum desselben, wie aus den Abbildungen ersichtlich ist, von den
Heizgasen umspült wird, nachdem dieselben das 20fache der Rostfläche an unter Wasser
stehender Heizfläche passirt haben, so wird daher ohne Gefahr für den Kessel eine
vollkommene Trocknung des entnommenen Dampfes bewerkstelligt.
Zur möglichsten Verhütung der Kesselsteinbildung ist im oberen Kessel ein
Schlammsammler X angebracht und zum gleichen Zweck im
Unterkessel ein Schlammsack Y, welche beide mit eigenen
Ablaßventilen Z in Verbindung stehen.
Die zweckmäßige Anbringung und gefällige Anordnung der Sicherheitsventile R und der Probirhähne und Manometer ist aus der Ansicht
in Figur 8
sofort zu entnehmen.
Als Vortheile, welche der Constructeur für diese Kesselanordnung beansprucht, sind zu
erwähnen:
1) Vollständige Ausnutzung des Brennmaterials, bedingt durch
einen guten Feuerherd im Kesselinneren und durch vollkommene und rationelle
Ausnutzung der erzeugten Wärme. Alle größeren Kesseloberflächen sind von Heizgasen
umhüllt, daher keine Wiederverluste einmal aufgenommener Wärme stattfinden.
2) Einfache Einmauerung und sehr geringes Raumerforderniß.
3) Alle Garniturtheile befinden sich in übersichtlicher Weise
vorn an der Kesselstirn.
4) Uebersichtlichkeit und Zugänglichkeit aller Theile; in Folge
dessen leichte Instandhaltung und Reinigung.
5) Alle Theile des Kessels befinden sich vollständig über der Fußbodensohle.
66. Schraffirapparat von Theodor Bergner
in Philadelphia. (Figur 9 und 10.)
Die Figuren 9
und 10
stellen einen sehr zweckmäßigen Schraffirapparat dar, welchen der Vertreter der
Firma Wm. Sellers, Ingenieur Th. Bergner auf der Wiener Weltausstellung vorzeigte und, nebenbei bemerkt, in
vielen Exemplaren auch absetzte.
Dieser Apparat besteht aus einem festliegenden Lineal A
und einem verstellbaren Winkel oder Dreieck B; beide
Theile stehen durch den Schieber C und dem
Schaltmechanismus in solcher Verbindung, daß bei jedem leichten Niederdrücken des
Knopfes 1 mit einem Finger das Dreieck gleichförmig um eine bestimmte Größe
weiterrückt.
Die Parallelführung des Winkels ist zunächst dadurch hergestellt, daß das Dreieck mit
dem Schieber C durch eine Schlitzschraube d verbunden ist, wobei man dieselbe so einstellt, daß
die in Figur 9
punktirt angedeutete Feder f mit einem schwachen aber
genügenden Druck den Winkel B gegen die Leitkante des
Lineales A anlegt.
Damit das Lineal A bei Verschiebung des Winkels sich
nicht mitbewege, ist dessen untere Seite mit Kautschuk bedeckt. Wenn man nun den
Knopf l niederdrückt und wieder losläßt, so wird durch
die schräg gestellte Klinke g, deren Schneide durch die
Feder n auf die obere Linealfläche gedrückt und dadurch
gewissermaßen festgestellt wird, der Schieber C zum
Ausweichen (nach rechts in Figur 2, nach links in
Figur 1)
genöthigt, an welcher Bewegung das Dreieck theilnimmt.
Die Feder n veranlaßt die sofortige Rückkehr der Klinke
g in ihre frühere Stellung, weßhalb beim nächsten
Niederdrücken des Knopfes l die Fortschiebung die
nämliche seyn muß. Je nachdem man daher die Stellmutter i tiefer oder höher dreht, wird der Ausschlag des Knopfes l bez. der Klinke g kleiner
oder größer und in Folge dessen die Schraffirung enger oder weiter, in jedem Falle
aber bei unveränderter Stellung der Anschlagmutter i ein
Strich gleich weit vom anderen abstehen.
Um die Angriffsschneide der Schiebklinke g und das Lineal
selbst zu schonen, ist es rathsam die Verschiebung des Instrumentes längs des Lineales nur durch
leichte Fingerdrücke auf den Knopf 1, nicht aber durch directe Weiterrückung des
Dreieckes auf der Zeichenfläche oder des Schiebers C auf
dem Lineal zu bewerkstelligen. Beabsichtigt man an einer ganz anderen Stelle der
Zeichnung zu arbeiten, so hebt man den Schieber mit dem Winkel vom Lineal ganz ab
und setzt den Apparat am gewünschten Platze neuerdings nieder.
Noch habe ich zu bemerken, daß man zur beliebigen Verschiebung des Dreieckes nach
links oder nach rechts, den Knopf 1 um die Achse der Stellschraube i um 180 Grad herumdrehen kann, weßhalb der Schieber C mit einem halbkreisförmigen Schlitz versehen und der
Schaltmechanismus um den Zapfen m drehbar angeordnet
ist.
Durch abwechselnd ein- und mehrmaligen Druck auf den Knopf 1 lassen sich die
verschiedensten Schraffirungen zur Bezeichnung verschiedener Materialien
hervorbringen.
Das sehr empfehlenswerthe Instrument kann von dem Mechaniker A. Rampacher in Stuttgart, welcher die europäischen Patente angekauft hat, um
12 Gulden bezogen werden.
67. Maschine zum Aufpressen von
Eisenreifen auf Wagenräder, von J. B. West in Geneseo (Amerika). (Figur 11 und
12.)
Das Eigenthümliche dieser Radreifen-Aufpreßmaschine besteht in dem festen
Umlegen kalter eiserner Reifen um hölzerne Radkränze.
Durch das Kalt-Aufpressen sollen alle Umständlichkeiten und
Unannehmlichkeiten des üblichen Warmaufziehens der Reifen gründlich beseitigt
werden.
Diese Bestrebung ist nicht neu. Referent verweist da nur auf die vor einigen Jahren
im polytechnischen Journal – Jahrgang 1869, Bd. CXCIV S. 24 –
beschriebene Maschine des französischen Constructeurs A. Colas, welche das Kaltaufziehen der Reife in der Weise zu erzielen suchte,
daß das Rad am Umfange mechanisch so stark zusammengepreßt wurde, daß der etwas
enger geschweißte Eisenreifen aufgeschoben werden konnte und hierauf durch die
statthabende Ausdehnung des Holzrades festsaß.
Diese Maschine ist aber zu complicirt und das Verfahren selbst auch nicht ganz ohne
Bedenken, weßhalb von einer weiteren Verwendung derselben nichts bekannt ist.
In rationeller Weise geht dagegen der Amerikaner J. B. West mit seiner Maschine vor, welche in Figur 11 und 12 näher
dargestellt ist. Hier wird der Reif, weit genug geschweißt, um
kalt über den Radkranz zu schlüpfen, und hierauf soweit comprimirt, daß der Eisenreif fest
auf seinem Rade verbleibt. Dieser Vorgang gestattet die Einschiebung einer
elastischen Zwischenlage (Kautschukring) zwischen Radkranz und Reifen und soll dieß
die Räder gut conserviren.
Ohne auf diese nebensächliche Verbesserung weiter einzugehen, möge nur die
Einrichtung der West'schen Aufpreßmaschine, wie diese auf
der Ausstellung wiederholt Beweise ihrer trefflichen Wirksamkeit gegeben hat, kurz
besprochen werden.
Zum Comprimiren oder Stauchen des lose auf dem Radkranz sitzenden Eisenreifens dient
ein kräftiges Stahlband, welches an einem Ende mit einem festen Widerlager
verschraubt und kreisförmig um das Rad umgebogen ist, und mit Hülfe einer starken
Schraubenspindel angezogen werden kann.
a bezeichnet das kreisförmig gebogene und bei c festgeschraubte Stahlband. Zur Erzielung der
genügenden Stärke und Einfachheit der Construction sind eigentlich zwei doppelgelegte Stahlbänder vorhanden, welche am Ende,
wie gesagt bei b, mittelst Schrauben am festen
Gestellstück c befestigt sind, an der Umbiegestelle aber
bei e vermittelst der Schraubenmutter und Spindel d mit hinlänglicher Kraft angezogen werden können.
Geschieht dieß durch Hand- oder Kraftbetrieb, so vermindert sich successive
der Durchmesser des Stahlbandkreises, und die Bänder umschließen immer kräftiger das
Rad mit den: aufgeschobenen Eisenreifen welches innerhalb des Stahlbandes auf drei
Pratzen i aufgelegt wurde.
Um eine und dieselbe Maschine für Räder verschiedener, doch nur innerhalb bestimmter
Grenzen abweichender Größe benutzen zu können, ist bei o
dort, wo die beiden Bandtheile aus dem Kreise zur Schraubenmutter auseinandergehen,
eine durch Schrauben stellbare Zunge eingeschaltet, durch welche das möglichste
Anschmiegen der Stahlbänder an das Rad – ob groß ob klein – erreicht
werden soll.
Um einen Anhaltspunkt für den Fortschritt der Arbeit zu bieten und um Rädern
desselben Satzes mit gleichweiten Reifen stets den gleichen Sturz beziehentlich die
nämliche Größe zu geben, steckt man in das feste Widerlagsstück c einen bis zur Nabe des Rades herüberreichenden Taster
n und unterbricht das Aufpressen, wenn die Radnabe
mit dem entsprechenden eingestellten Taster in Berührung kommt.
Wenn die Arbeit und die Leistung dieser Maschine in der Praxis sich bewähren, so wird
dieselbe durch den Zeitgewinn und die Kostenersparniß beim Aufpressen frischer und
alter Radreisen bald eine allgemeinere Anwendung auch in unseren Ländern
erfahren.
Referent fügt deßhalb noch die Preisliste der West'schen
Maschine hier an, welche
von dem Vertreter für Deutschland Hrn. M. Selig
jun. in Berlin ausgegeben wurde.
Radreifen-Aufpreßmaschine Nr. 1.Die Dimensionen sind in englischen Einheiten ausgedrückt.
Für
Eisenreifen
von
3/8
Zoll
Dicke
und
1 1/8
Zoll
Breite
„
Stahlreifen
„
1/4
„
„
„
1
„
„
und darunter
Raddurchmesser 3 Fuß bis 4 Fuß 2 Zoll.
Für Handbetrieb
eingerichtet
30 Pfund Sterl.
Radreifen-Aufpreßmaschine Nr. 2.
Für
Eisenreifen
von
5/8
Zoll
Dicke
und
1 1/2
Zoll
Breite
„
Stahlreifen
„
3/8
„
„
„
1 1/4
„
„
und darunter
Raddurchmesser 3 Fuß 5 Zoll bis 4 Fuß 7 Zoll.
a.
Für
Handbetrieb eingerichtet
42
Pfd.
Sterl.
b.
„
Kraftbetrieb incl. Vorgelege
60
„
„
Radreifen-Aufpreßmaschine Nr. 3.
Für Eisenreifen von 3/4 Zoll Dicke und 2 1/2 Zoll Breite und
darunter
a.
Für
Handbetrieb eingerichtet
70
Pfd.
Sterl.
b.
„
Kraftbetrieb incl. Vorgelege
90
„
„
Radreifen-Aufpreßmaschine Nr. 4.
Für Eisenreifen
von
3/4
Zoll
Dicke
und
3
Zoll
Breite
oder
„
1
„
„
„
2 1/2
„
„
und darunter
a.
Für
Handbetrieb eingerichtet
100
Pfd.
Sterl.
b.
„
Kraftbetrieb incl. Vorgelege (Gewicht3,500 Pfund)
130
„
„
Auf Wunsch werden Maschinen für beliebige Radsätze hergestellt, welche im
Raddurchmesser höchstens 14 Zoll von einander abweichen.
68. Verbesserte Spindel für Webschützen
der Sächsischen Webstuhl-Fabrik (Louis Schönherr) in Chemnitz. (Figur 13 bis
16.)
Ohne mich in eine nähere Beschreibung der ohnehin bekannten Schönherr'schen Schütze für TuchstühleVergleiche die schätzenswerthe Abhandlung von Professor Friedr. Kohl über Schönherr's
mechanischen Webstuhl in den Mittheilungen des hannover. Gewerbevereines,
Jahrg. 1871 Heft 5. und dergl. einzulassen, beabsichtige ich hier nur die hübsche Anordnung der
Schützenspindel zum Festhalten der aufgeschobenen Spule auseinanderzusetzen.
Zum Befestigen der Spule in der Schütze dient nicht, wie sonst üblich, ein federndes
Scharnierstück, sondern ein verschiebbarer Keil a,
welcher in einer Nuth
des drehbaren conischen Spulenhalters (Spindel) b
eingelassen ist.
Dieser Keil a ist an einem Scharnierband c angelenkt und deßhalb, wenn die Spindel aufgeschlagen
ist, in der Spindel b versenkt (Fig. 14). In dieser
Stellung – punktirt in Figur 13 – kann
die Spule ganz bequem auf die Schützenspindel aufgeschoben werden.
Schlägt man nun die Spindel mit der Spule nieder in die Schütze, so treibt das
Scharnierband c den Keil a
vorwärts, derselbe tritt über die Spindel b heraus (Figur 15) und
die Spule wird mit großer Sicherheit festgehalten.
Dieß und die Leichtigkeit in der Manipulation empfehlen die beschriebene Einrichtung
auf das Beste.
69. Warth's patentirte
Zuschneidemaschine für alle Sorten Kleiderzeuge. (Holzschnitt und Figur
17–20.)
Von Neuem, das uns die Amerikaner zur Wiener Weltausstellung gebracht haben, gehört
ohne Zweifel zu dem Interessantesten die von Albin Warth
in New-York erfundene und ausgeführte Zuschneidemaschine, welche Muster aus
Kleiderstoffen aller Art mit einer Raschheit und Sicherheit ausschneidet, wie sie
mit Schere oder Messer nicht erreicht wird.
Die Zuschneidemaschine, von welcher der Holzschnitt S. 338 die Gesammtansicht
darstellt und zu welcher man den Arbeitstisch nach Bedarf auf beiden Seiten
erweitern kann, läßt sich mit der gleichen Leichtigkeit wie eine Nähmaschine durch
Fußtritt oder zweckmäßiger durch Riementrieb in Gang setzen.
Eine mechanische Zuführvorrichtung – bestehend aus 2 rändrirten Scheiben
– die eine unterhalb der Schneidplatte und nur ein wenig durch einen Schlitz
in derselben hervorragend, die andere am Obertheil des Gestelles schicklich
angebracht – erfaßt den zuzuschneidenden Stoff oder die mittelst Nadeln (Fig. 20)
zusammengehefteten Stofflagen von oben und von unten, und führt dieselben zum
Schneidapparat. Dieser besteht aus einer in einer rasch auf- und abbewegten
verticalen Halteschiene (Fig. 19) eingesetzten
dünnen Stahlklinge, welche an der unteren abgeschrägten Schmalkante zugeschärft ist
und bei ihrem Niedergang Wischen zwei dicht anschließenden Plättchen oder Schneiden
gleich einer Schere den Schnitt durch den ruckweise zugeführten Stoff ausführt.
Textabbildung Bd. 210, S. 338
Der ganze Zuführ- und Schneidemechanismus ist auf und unter einer runden
Platte angebracht, welche mittelst eines Handgriffes mit der größten
Leichtigkeit um eine verticale Achse, welche durch die Berührungspunkte der
Zuführrollen mit den beiden Stoffseiten hindurchgeht, gedreht werden kann, ohne
hierbei die Wirksamkeit der Maschine auch nur einen Augenblick zu
unterbrechen.
In Folge dessen kann man durch geeignetes Drehen der Maschine jeder
vorgezeichneten Linie entsprechend den Stoff heranziehen und dergestalt jedes Muster herausschneiden, eine kaum zu
verrichtende Aufgabe wenn die Maschine nicht drehbar angeordnet wäre und der
Stoff alsdann auf dem Werktisch hin- und hergeschoben werden müßte.
Praktische Rücksichten erfordern es weiter, daß man, um ein Verschneiden des Stoffes
hintanzuhalten, das Schneidwerk in jedem Moment außer Wirksamkeit zu bringen im
Stande ist. Oberhalb des Drehgriffes ist daher in geringem Abstand ein Arm
befindlich, welchen man mit dem Daumen der den Griff leitenden Hand erreichen und
niederdrücken kann. Hierdurch wird die obere Zuführrolle gehoben und außer Berührung
mit dem Stoff gesetzt, welcher sofort unbeweglich liegen bleibt. Das Messer bewegt
sich ununterbrochen weiter ohne zu schneiden, bis die obere Zuführrolle wieder
herabfällt, worauf die Arbeit der Maschine augenblicklich sich fortsetzt. Dieß
geschieht, wenn man den eben niedergedrückten Arm wieder freiläßt, eventuell einen
eingefallenen Sperrstift am Gleitstück der Zuführrolle lüftet.
Alle Bewegungen der Zuschneidemaschine – abgesehen von der durch Hand
erzielten Drehung in horizontaler Ebene – gehen von einer unterhalb des
Arbeittisches nahe dem Boden gelagerten Welle aus und zwar: 1) die Drehung des
unteren Stoffschiebers durch einen Sperrrad-Schaltmechanismus, von hier durch
zwei Zahnrädchen und endlosen Schnurlauf nach aufwärts zur oberen Zuführrolle,
welche also correspondirend mit der unteren den Stoff einzuziehen sucht; ferner
zweitens die Schnittbewegung des Messers, an dessen verticaler Hin- und
Herschiebung ein unterhalb der Messerklinge eingesetztes Blechstück zum Ausräumen
von etwa sich ablösenden Fadenstücken aus der Schneidspalte Theil nimmt.
Alle diese Bewegungen finden ungestört statt, gleichviel ob die Maschine in einer bestimmten
Verticalebene schneidet oder durch den Handgriff im Kreise herumgedreht wird. Und
hebt man im besten Laufe der Arbeit plötzlich die obere Zuführrolle, so setzen zwar
sämmtliche Maschinentheile ihre Bewegung weiter; allein der Stoff bleibt unbeweglich
ruhen, daher ein Schneiden während dieser Zeit nicht statthat. Diese schnelle
Einstellung des Schneidens hat in der Praxis viel Werth, da hierdurch öfters noch
rechtzeitig ein sonst unliebsamer Einschnitt in das Muster verhütet wird.
Ein eigener Fußhebel ist vorhanden, um den Riemen auf der Voll- und
Leerscheibe der Antriebswelle zu verschieben.
Aus der bisherigen Darstellung dürfte schon zu entnehmen seyn, daß die Construction
der Zuschneidmaschine keine ganz leichte Aufgabe gewesen und daß deren vollkommene
Lösung unter Berücksichtigung aller Bedürfnisse glücklich gelungen ist. Ein Urtheil
hierüber wird wesentlich durch eine mit Hülfe der Abbildungen in Fig. 17 bis 20 zu gebende
Beschreibung der Zuschneidmaschine erleichtert werden.
Vorher sey aber noch darauf hingewiesen, daß die eigentlichen Maschinentheile
oberhalb und unterhalb der Drehplatte, deren Durchmesser ca. 180 Millimeter mißt, nur etwa 210 Millimeter Höhe besitzen, wobei die
nach der Hauptwelle unter der Tischplatte sich weiter fortsetzenden
Verbindungsstangen etc. nicht inbegriffen sind. Trotz der compacten Anordnung der
Maschine sind alle Theile leicht beweglich und zugänglich.
Fig. 17 gibt
die Ansicht der Zuschneidmaschine von der einen Seite angesehen (die Drehplatte A durchschnitten gedacht), wo die Stoffschiebrädchen a und b zunächst ersichtlich
sind. Fig. 18
zeigt die Ansicht von der entgegengesetzten Seite, auf welcher man beim Aufdrehen
der Deckplatte d das Messer c an der Führungsschiene f erblickt. Die
Skizzen sind annähernd in 1/6 der wahren Größe ausgeführt; doch war es größerer
Deutlichkeit wegen nicht zu vermeiden, einzelne Theile etwas zu verzerren. Zum
Zusammenheften mehrerer Lagen oder Dicken von Stoff zum gleichzeitigen Zuschneiden,
dienen Klammern oder Nadeln, welche ähnlich wie die in Fig. 20 skizzirte
aussehen.
Nach Obigem ist zunächst die Einrichtung des Stoffschiebers und dessen Antrieb, dann
die Anordnung und Bewegung des Schneidapparates näher darzustellen.
Den Stoffschieber betreffend, so besteht derselbe aus dem
Scheibchen a oberhalb und dem Circularschieber b unterhalb der drehbar in den Tisch eingelassenen
Eisenscheibe A, auf und unter welcher der ganze
Mechanismus befestigt ist.
Das Zuführrad b, welches durch einen Schlitz der
Drehscheibe A ein wenig hervortritt, ist in dem an A angegossenen Lagerbügel B
eingesetzt und mit einem Sperrrad und einem Zahnrad aus einem Stück hergestellt. Es
wird ruckweise im Sinne des Pfeiles umgedreht durch ein auf der Hauptwelle
befindliches Excenter,Vergleiche den Holzschnitt auf S. 338. welches durch einen Winkelhebel die in einer am Lagerbügel B angeschraubten Röhre F
vertical geführte Stange g bei jeder Umdrehung einmal
herabzieht. Hierdurch wird vermittelst der Winkelhebel k
und i, ferner des Armes und der Sperrklinke e der Vorschub des Schiebrades b bewerkstelligt.
Die Spiralfeder h am unteren Ende der Stange g und die Spiralfeder m am
Klinkarm e bringen nach jedem Vorgang den
Schaltmechanismus in seine frühere Lage zurück.
Von dem Schiebrad b wird die Drehung auf das obere
Zuführrädchen a folgendermaßen übertragen.
Mit dem Zahnrad an dem unteren Circularschieber b greift
ein anderes Zahnrad ein, welches auf einem verstellbaren und mittelst einer Schraube
festzuklemmenden Bolzen n sich drehen kann. Mit diesem
Zahnrad ist eine Schnurrolle aus einem Stück gegossen. Um diese Schnurrolle liegt
zweimal herumgelegt eine endlose Lederschnur, welche in der angedeuteten Weise durch
eine Bohrung der Drehscheibe A und des auf derselben
angegossenen Gestellstückes C nach aufwärts gezogen und
um die Leitrollen l und p,
endlich von diesen aus um den Schnurlauf an der oberen Zuführrolle a geschlungen ist. Die Leitrolle l sitzt an dem Ende eines doppelarmigen Hebels, dessen anderes Ende durch
eine Spiralfeder gegen den festen Gestelltheil C
hingezogen wird, um die Lederschnur stets im gespannten, treibfähigen Zustande zu
erhalten, wenn auch bei verschiedener Stoffdicke die Zuführrolle a verschieden hoch steht. Diese Spiralfeder dient
zugleich dazu, die Zuführrolle mit dem erforderlichen Druck auf den zuzuschneidenden
Stoff niederzudrücken, indem derselbe durch den unteren Circularschieber b allein nicht zum Messer
zugebracht wird.
Die obere Zuführrolle a ist am unteren Ende einer
vertical verschiebbaren Platte D angebracht, welche
durch Schlitzschrauben an dem Gestellstück C gehalten
wird und durch den Arm E durch Fingerdruck in die Höhe
gezogen werden kann. Die Leitrolle p und der Lagerarm
der Leitrolle 1 sitzen am oberen Ende dieses Schiebers D. Derselbe kann also innerhalb der Schlitzführung beliebig gelüftet werden,
ohne daß hierdurch die
Bewegungsübertragung durch die endlose Lederschnur auf die obere Zuführrolle a irgendwie beeinträchtigt werden könnte.
Da aber der untere Circularschieber b allein die
Zuführung des Stoffes zum Messer nicht zu bewerkstelligen
vermag, so liegt in dem einfachen Heben der von oben angedrückten Zuführrolle a (durch Niederdrücken des Armes E bezieh. Aufwärtsschieben der Gleitplatte D)
das verläßlichste und rascheste Mittel, ein Verschneiden des Stoffes noch
rechtzeitig zu vermeiden, indem trotz ungestörter Fortbewegung der Schiebräder und
des Messers der Stoff an der betreffenden Stelle ruhig liegen bleiben wird. Es ist
dadurch namentlich den Anfängern auf dieser Maschine eine nicht gering
anzuschlagende Erleichterung in der Benutzung derselben geboten.
Wird die Gleitplatte D durch den Arm E in die höchste Stellung gerückt, so fällt in den Arm
ein Sperrstift q (Fig. 18) ein, welcher
erst ausgelöst werden muß, wenn die Zuführrolle a wieder
herabfallen soll, was nach geschehener Auslösung des Sperrstiftes q durch die obere Spiralfeder befördert wird. Der
Ausschlag des Schieberarmes E wird durch die
Stellschraube o nach der anderen Richtung hin
begrenzt.
Was nun den Schneidapparat betrifft, welcher sich
unmittelbar neben den Zuführrädchen befindet, daher in Fig. 17 durch dieselben
fast ganz gedeckt, dagegen in Fig. 18 vor denselben
ersichtlich ist, so läßt sich dieser in seiner Wirkung mit jener einer Schere
vergleichen, wenn man das unten zugeschärfte und vertical rasch hin- und
hergeführte Messer c als bewegliches, dagegen die Kante
des Schlitzes in der Drehscheibe A, durch welche das
Messer durchgeht, als festes Scherblatt ansehen will.
Der Schlitz in der Scheibe A ist nun etwas breiter und
dafür sind links und rechts neben dem Messer kleine Stahlschneiden s angebracht, welche in beiden Figuren erscheinen und
durch verticale Striche hervorgehoben wurden.
Die Schneidklinge c steckt in einer Nuth des stabförmigen
Messerhalters f, welcher in dem Gestellstück C und Lagerbügel B seine
Verticalführung findet und unterhalb des mit einem Schräubchen festgestellten
Messers c noch ein treppenförmig ausgeschnittenes Blech
r trägt, mit welchem aus dem Messerschlitz in der
Platte A jedesmal etwa abgelöste Fadenstücke ausgeräumt
werden.
Die rasche Hin- und Herschiebung der Messerstange f erfolgt von der am linken Ende der Hauptwelle sitzenden Kurbelscheibe
(vergl. Holzschnitt S. 338) und Kurbelstange t (Figur 17 und
18),
welche an die längs der Röhre F verschiebbare Hülse u angelenkt ist. Indem nun das untere Ende des Messerhalters
f den Bundring oben an der Gleithülse u erfaßt, muß das Messer die Bewegung derselben
mitmachen.
Solange der Treibriemen der Maschine auf der Vollscheibe liegt, bewegen sich von der
Hauptwelle aus die Stoffschieber a, b und das Messer c, welches den in raschen Absätzen zukommenden Stoff
durchschneidet. Ohne den Treibriemen zu rücken, also ohne die Maschine factisch
einzustellen, hört die Stoffrückung und daher auch das Schneiden im Momente des
Aufhebens der oberen Zuführrolle a durch den Arm E auf.
Um den Arbeiter, welcher mit der linken Hand vor den Zuführrädchen und dem
Schneidapparat manipulirt oder die Abschnitte des Stoffes seitlich wegnimmt, vor
jeder Verletzung durch die scharfe und rasch bewegte Messerschneide zu schützen, ist
an der durch die Figur 18 dargestellten Seite, von welcher das Messer c leicht zugänglich ist, eine Deckplatte d an dem Schieber D
angeschraubt.
Behufs Auswechselung des Messers oder dergleichen dreht man nach Verschiebung eines
kleinen Riegels die Schutzplatte d aus der gewöhnlichen
Stellung, wobei dieselbe vollkommen mit dem Fuß des Schiebers D übereinstimmt, in die durch Figur 18 angedeutete
Lage. Hierbei kann man zur Messerschiene f gelangen, um
zunächst ein Schräubchen zu lüften, worauf die Klinke c
abgenommen und durch eine andere ersetzt werden kann.
Es ist oben schon deutlich darauf hingewiesen worden, daß die Circularschieber und
der Schneidapparat, um die leichteste Verschiebbarkeit des Stoffes zu erzielen und
dadurch das beliebige Zuschneiden desselben überhaupt zu ermöglichen, daß die
Arbeitstheile der Maschine um eine verticale Achse drehbar angeordnet seyn müssen.
Diese Drehachse x, x muß aus naheliegenden Gründen durch
die vertical übereinander liegenden Drehzapfen der Zuführräder a und b hindurchgehen.
Aus den Abbildungen und der gegebenen Beschreibung derselben geht nun zur Genüge
hervor, daß der Drehung der Drehscheibe A (mittelst des
Griffes G) gar kein Hinderniß im Wege steht und daß
selbst während dieser Drehung alle Bewegungsübertragungen anstandslos vor sich
gehen.
Die Stange g zum Antrieb des Zuführmechanismus liegt in
der verticalen Drehachse x, x und steckt lose im Auge
des Winkelhebels k; es kann also hier durch Drehen der
Maschine die relative Lage der Betriebstheile nicht verändert werden.
Gleiches sehen wir bei dem Messerapparat. Der Messerhalter f gleitet mit dem am unteren Ende angeschraubten Kopf frei auf dem Bundring der auf-
und abbewegten Hülse u, wenn die Drehscheibe A herumgedreht wird. Um hierbei ein Mitnehmen der Hülse
u zu vermeiden, gleitet der an derselben angegossene
Zapfen v in einem verticalen Schlitz des Mittelstückes
zwischen den Tischfüßen, wie dieß aus dem Holzschnitt auf S. 338 zu ersehen ist.
Bei der sinnreichen Disposition der Warth'schen
Zuschneidmaschine erlaubte sich Referent eine etwas eingehendere Beschreibung
derselben. Nach Mittheilung der diese Maschine vertretenden Firma Albert H. Curjel in Wien, sind zwei Exemplare der Zuschneidmaschine
während der Wiener Weltausstellung verkauft worden: die eine an die
Kleiderfabrikanten Marx in Mainz, die andere an die Preßburger
Tuchfabrik (Unternehmer der ungarischen Landwehr-Montirung), und
zwar zum Preis von je 100 Pfund Sterling.
Dem Vernehmen nach arbeitet zur Zeit Hr. Warth an einer
Umgestaltung der beschriebenen Zuschneidmaschine dahin, dieselbe zum Zuschneiden von
Leinwand, Perkai etc. für Weißwäsche vollkommen geeignet zu machen. In wie weit die
jetzige Maschine hier nicht entspricht, fand der Referent keine Gelegenheit durch
Versuche festzustellen.
––––––––––
Der Berichterstatter sieht sich durch Berufspflichten
genöthigt seine Ausstellungsnotizen im polytechn. Journal hiermit vorläufig
abzuschließen.
Er gibt sich wohl der Hoffnung hin, in dieser anspruchslosen Sammlung seiner Studien
und Erfahrungen auf der „Wiener Weltausstellung 1873“ einen
nicht ganz unnützen Beitrag zur Beurtheilung dieser Ausstellung und zugleich den
augenscheinlichen Beweis dafür geliefert zu haben, daß dieses soviel verlästerte und
oberflächlich abgeurtheilte Unternehmen dem ernsten Beobachter Stoff und Anregung in
reichem Maaße zu liefern im Stande war.
So erkannte auch im Verlaufe seiner Berichterstattung Referent sehr bald, daß es ihm
unmöglich seyn werde in den ursprünglich projectirten zwölf Berichten das Wesentlichste der mechanisch-technologischen
Novitäten zusammenzufassen und dieß um so mehr, als derselbe auf nachträglichen
Wunsch des Herausgebers dieses Journals auch die Dampfmaschinen hier einzubegreifen
hatte.
Vieles Interessante liegt dem Berichterstatter noch zur Bearbeitung vor,
darunter:
Maschinen zur Bearbeitung von Metall
und Holz von nachstehenden Firmen: Ferd. Arbey in Paris; Ch. de Bergue
und Comp. in London; Chemnitzer
Werkzeug-Maschinenfabrik vorm. Joh. Zimmermann in Chemnitz; Collet und Engelhard in Offenbach a. M.; Ganz u. Comp. in Ofen; Gschwindt u. Comp. in Carlsruhe; Heilmann-Ducommun und Steinten in Mülhausen (Elsaß); B. und S. Massey
in Manchester; Pfaff, Fernau u. Comp. in Wien; A. Ramsome u. Comp. in London; William Sellers u. Comp. in Philadelphia (Amerika); Wagner u. Comp. in
Dortmund.
Maschinen zur Bearbeitung der Faserstoffe von folgenden Firmen: Actiengesellschaft für Stückfärberei, Appretur und Maschinenfabrication, früher Fr. Gebauer in
Charlottenburg; Aemmer u. Comp. in Basel; Gottfried Bernhardt in Wien; W. Birch in Manchester; Erste Brünner
Maschinenfabriks-Gesellschaft in Brünn; Ganz u. Comp. in Ofen; W. Gmünder in Reutlingen; Ernst Geßner in Aue; G.
Hodgson in Bradford; Caspar Honegger in Rüti; Fritz Kußmaul Sohn in Basel;
Cölestin Martin in Verviers; Neubarth und Longtain in Verviers; A. Pierron und F. Dehaitre in
Paris; J. J. Rieter u. Comp.
in Winterthur, Sächsische Maschinenfabrik (vorm. Richard
Hartmann) in Chemnitz; Sächsische Stickmaschinenfabrik (vormals Albert Voigt) in Chemnitz; Scheller und Berchtold in Thalweil bei Zürich; A. Snoek in Ensival bei Verviers; Max Strakosch in Brünn; Felix Tonnar in Dülken; Tulpin
frères in Rouen; Zittauer
Maschinenfabrik und Eisengießerei, früher Albert
Kießler in Zittau; ferner Lespermont's methodischer Waschapparat und Debié, Granger und Pasquier's
Ganzzeug-Holländer (Carolinenthaler Maschinenbau-Actiengesellschaft in
Prag); Hadernschneidmaschine von Gebrüder Sachsenberg in
Roßlan a. E.; Maschinen für Holzstofffabrication von Theod. und Friedr. Bell in Kriens; Maschinen für Buntpapier- und
Hutfabrication von Ferd. Flinsch in Offenbach a. M.
u.s.w.
Dampfmaschinen folgender Maschinenfabriken: Carolinenthaler
Maschinenbau-Actiengesellschaft vorm. Lüsse, Märky
und Bernard in Prag (Märky und
Schultze's Steuerung); Schultze's verbesserte Corlißsteuerung); John
J. Derham in Blackburn; L. Guinotte's Coulissen-Steuerung für Fördermaschinen etc.;
Maschinen- und Wagenbau-Actiengesellschaft vormals H. D. Schmid in Simmering bei Wien (Radinger's Patent-Steuerung); Prager
Maschinenbau-Actiengesellschaft vorm. Ruston u.
Comp. in Prag (Dautzenberg's verbesserte Corliß-Steuerung);
Sächsische Maschinenfabrik (vorm. Rich. Hartmann) in
Chemnitz; Scheller und Berchtold in Thalweil (Berchtold's
Patent-Steuerung); G. Sigl in Wien (verbesserte
Rider-Steuerung); Berliner Union, Actiengesellschaft für Eisengießerei und
Maschinenfabrication vorm. M. Webers in Berlin.
Tilghman's Sandblas-Apparat; Korkschneidmaschinen
von E. Boethius in Stockholm:
Stein-Auslesemaschine für Getreide von Jul. Hignette in Paris; Getreide-Schälmaschine von Howes, Babeock u. Comp. in New-York; Whitwell's Winderhitzungsapparat; Lederwalzwerk von Ebeling u. Comp. in Goldberg
(pr. Schlesien); Holmes' Steinzurichtmaschine;
Kohlenförderung mit schwebender Kette ohne Ende von J. d'Andrimont und Ch. Beer in Lüttich; stehender
Röhrenguß u.s.w. u.s.w.
Bei dieser Reichhaltigkeit des noch zu verarbeitenden Stoffes wird es sich daher
rechtfertigen, die heute in Folge zeitweiliger Verhinderung des Referenten
abgeschlossenen „Notizen aus der Wiener Weltausstellung 1873“
durch eine zweite Serie derselben im nächsten Jahrgange des polytechn. Journals zu ergänzen und dadurch die in der
Einleitung dieser Mittheilungen ausgesprochene Absicht soviel als möglich zu
verwirklichen.
Wien, Mitte November 1873.
Johann
Zeman. Docent
an der Handels-Hochschule in Wien.
Tafeln