| Titel: | Ueber Construction der Formen für Stahlschienen-Ingots; von W. Hackney. |
| Autor: | W. Hackney |
| Fundstelle: | Band 218, Jahrgang 1875, S. 102 |
| Download: | XML |
Ueber Construction der Formen für
Stahlschienen-Ingots; von W.
Hackney.
Mit Abbildungen auf Taf.
III [a/3].
Hackney, über Construction der Formen für Stahlschienen
Ingots.
Die modernen Ingots-Formen, wie solche für Stahlschienen wohl am meisten
angewendet werden, haben einen viereckigen Querschnitt mit abgerundeten Ecken, weil
ein Ingot von solchem Querschnitt beim nachherigen Hämmern viel gleichmäßiger
zusammengepreßt wird, als ein solcher von runder Form; auch ist man von dem im
Anfange wohl hier und da eingeführten runden Querschnitte allgemein zurückgekommen,
da die Ecken einer aus solchen Ingots hergestellten Luppe nur wenig gepreßt waren,
und die Schienen, sofern das Metall nur ein wenig kaltbrüchig war, leicht rissige
und blassige Stellen zeigten.
Ein Uebelstand dieser viereckigen Ingots ist jedoch das leichte Zerspringen
derselben, bewirkt durch die im Metall auftretende Spannung, wenn flüssiger Stahl in
die Form gegossen wird. In diesem Falle nämlich, mögen auch die inneren Wände durch
einen Anstrich von Graphit, Thon oder Kalk gegen eine allzu große Erhitzung etwas
geschützt sein, ist dennoch in wenigen Minuten die innere Seite einer solchen Form
glühend heiß, während die äußere Seite im Vergleiche kalt ist.
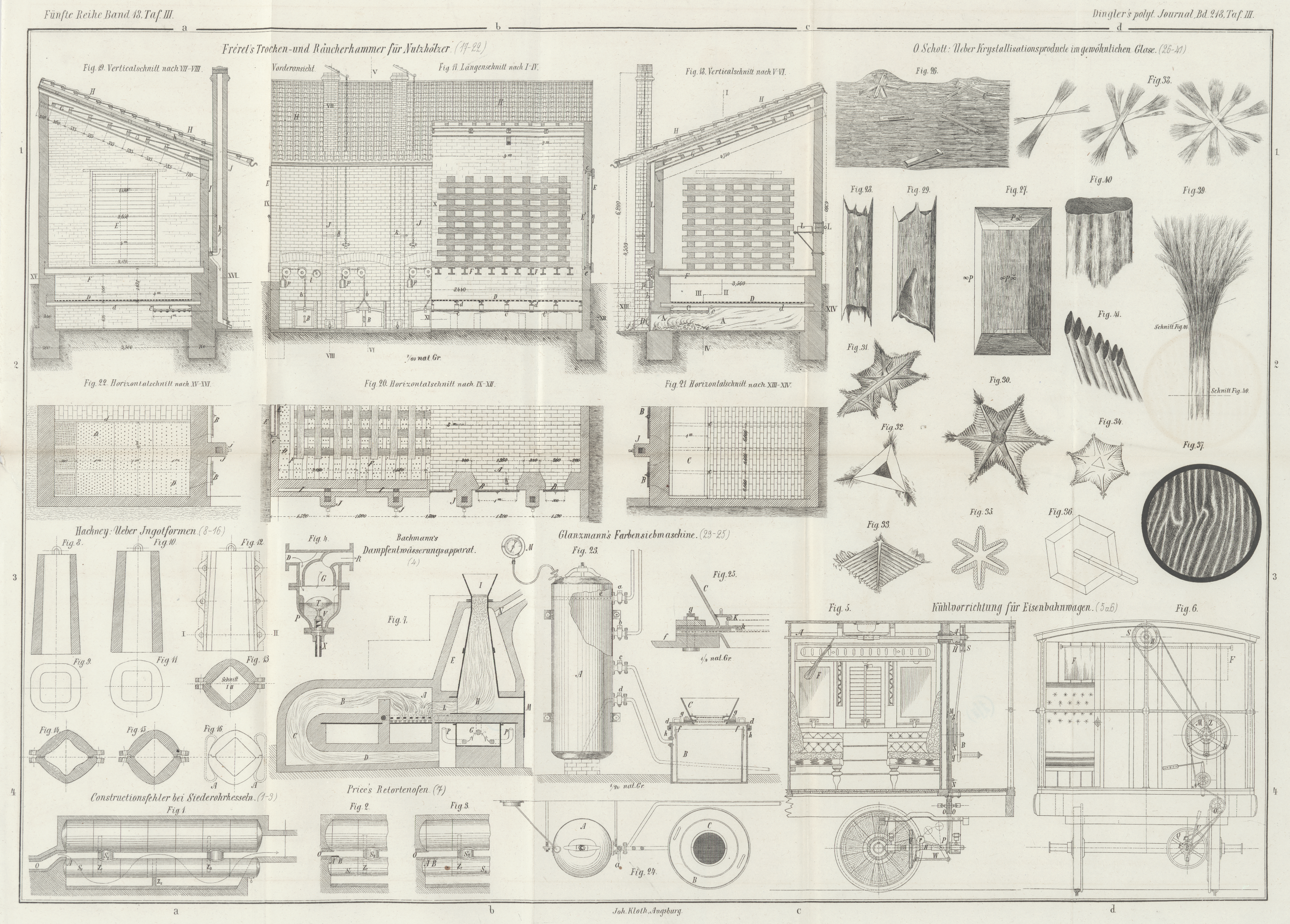
Die gebräuchlichsten Formen sind entweder in einem Stück gegossen in Gestalt einer
hohlen abgestutzten Pyramide, deren Querschnitt von oben nach unten zunimmt (vergl.
Fig. 8 bis
11), oder
sie bestehen aus zwei Theilen, welche mittels Bolzen oder Klammern geschlossen
werden (vergl. Fig.
12 bis 16).
Die Formen der ersten Art zeigen bei eintretendem Zerspringen fast immer einen Riß,
welcher, in der Mitte einer von den flachen Seiten vom Boden ausgehend, sich
vertical aufwärts erstreckt (Fig. 8 und 9). Es hat dies seinen
Grund darin, daß gerade die Mitte einer solchen Seite am meisten erhitzt ist; die
Ecken nämlich, welche weniger geschmolzenes Metall bei einer größeren
Abkühlungsfläche einschließen, sind noch dunkel, während 5 bis 10 Minuten nach dem
Eingießen die Seitenflächen rothglühend sind. Die Ausdehnung des Metalles in der
Mitte der Seiten ist folglich eine viel größere als in den Ecken, welche letztere,
da ihre Spannung nicht so groß ist, nach außen hin gewaltsam gedrückt werden, so daß
ein Zerspringen der Form in der Mitte der durch die Hitze ohnehin schon geschwächten
Seitenflächen kaum zu umgehen ist.
William Hackney schlug deshalb in einem Vortrage im Iron and Steel Institute (Engineering, September 1875 S. 238) vor, die Metalldicke einer solchen
Form in den einzelnen Querschnittspunkten so zu bestimmen, daß die auftretenden
Spannungskräfte in dem ganzen Querschnitte gleich groß sind, was durch eine relative
Metalldicke der Ecken und Seitenflächen erreicht wird (Fig. 10 und 11). Man kann
schon mit bloßem Auge im Dunkeln ziemlich leicht erkennen, daß eine Form dieser
Bedingung entspricht, wenn sie durch einen Ingot in allen Punkten gleichmäßig zum
Glühen gebracht wird. Springt eine solche Form, was bei der ungleichmäßigen
Erhitzung der Innen- und Außenflächen schließlich nicht ganz zu vermeiden
ist, so verbreitet sich der Riß unregelmäßig über die ganze Form. Sollte er dennoch
bei verschiedenen Formen an einer bestimmten Stelle auftreten, so würde dies den
besten Fingerzeig zu einem rationelleren Umconstruiren darbieten. Formen nach diesem
Princip construirt, haben in der Praxis die besten Resultate gegeben.
Zu solchen ungetheilten Formen würde sich, um ein Zerspringen derselben möglichst zu
vermeiden, am besten ein graphitreiches, weiches Roheisen eignen; aber ein solches
Roheisen wird sehr leicht durch geschmolzenen Stahl angefressen und durchlöchert,
und beim Abgießen der Form entstehen leicht Blasen und Hohlräume auf der Innenseite,
hervorgerufen durch den auf dem Metall schwimmenden Graphit; solche Hohlräume aber
verursachen, wenn sie nicht abgehobelt werden können, ein Festklemmen des Ingots in
der Form. Kommt daher die Widerstandsfähigkeit gegen Zerspringen erst in zweiter
Linie in Betracht, so wählt man am besten graues Gießereiroheisen (Nr. 3), welches
nicht nur leichter mit einer sauberen glatten Fläche gegossen werden kann, sondern
auch weniger durch den gegossenen Stahl angefressen wird.
Was nun die zweitheiligen Formen betrifft, so springen dieselben, wenn aus einer
guten Marke grauen Roheisens Nr. 3 hergestellt, fast nie. Sie sind leichter
anzufertigen, behalten eine glatte Oberfläche, gestatten den Guß parallelseitiger
(prismatischer) Ingots und lassen sich bei etwaigem Festklemmen eines Ingots leicht
öffnen. Aber einen Uebelstand, der bis heute noch nicht ganz beseitigt wurde, führen
sie dennoch mit sich. Ist nämlich eine solche Form, deren Theile mittels Flanschen
oder Lappen (letztere sind mehr zu empfehlen) an einander verschraubt sind, mit
flüssigem Stahl angefüllt, so streben die Oberflächen, vermöge der ungleichmäßigen
Ausdehnung der Innen- und Außenseiten, eine gekrümmte Form anzunehmen (Fig. 14). Die
Bolzen verhindern jedoch eine Entfernung der Flanschen von einander; das Metall der
Form, da es sich nicht ausdehnen kann, wie es unter den einwirkenden
Spannungskräften thun würde, wirft sich, – eine Erscheinung, die man bei
Gußeisen häufig beobachten kann, wenn es einer Rothglühhitze ausgesetzt wird; die
Flanschen und Ecken biegen sich nach Innen, so daß, wenn die Form wieder abgekühlt
ist, die Fuge zwischen den Flanschen nach einwärts mehr geöffnet ist, als es vor dem
Gießen der Fall war (Fig. 15), während die
Flanschen selbst dichter schließen und die Bolzen loser geworden sind. Dieses
wiederholt sich, so oft die Form mit flüssigem Stahl gefüllt wird, so daß
schließlich der Stahl in die so immer größer gewordene Fuge eindringt und sich auf
dem Ingot eine starke Gußnath bildet. Diese Nath bewirkt jedoch allmälig eine noch
größere Spannung der Form, und die Dicke derselben nimmt mit dem wiederholten
Gebrauche der Form so zu, daß letztere bald unbrauchbar wird, resp. von Neuem
zugerichtet werden muß.
Untersucht man eine solche Form, so sieht man, daß die inneren Kanten an den Fugen
sowie die inneren Flanschenflächen gar nicht angefressen sind, – ein Beweis, daß
das Bestreben der Flanschenfugen, sich nach Innen zu öffnen, nur durch das Werfen
der Form veranlaßt wird, und nicht durch ein etwaiges Anfressen des flüssigen
Stahles. Man könnte sich nun leicht veranlaßt fühlen, die Flanschen so abzuhobeln,
daß sie sich nur an der Innenfläche berührten (Fig. 13). Obgleich eine
solche Anordnung immerhin vortheilhaft ist, so hilft sie dem erwähnten Uebelstande
dennoch nicht vollständig ab, was man schon daraus ersehen kann, daß die Fuge nicht
gleichmäßig von einem Ende zum anderen geöffnet ist, sondern es tritt dieses Oeffnen
am stärksten an den Stellen auf, wo Bolzen durchgezogen sind, und erstreckt sich nur
auf die Höhe, bis zu welcher die Form gewöhnlich angefüllt ist.
Da, wie aus dem Vorigen hervorgeht, das allmälige Aufklaffen der Fugen nur dadurch
bewirkt wird, daß die starren Bolzen einer Entfernung der Flanschen von einander
sich widersetzen und damit in der erhitzten Form eine gewisse Spannkraft
hervorrufen, so begegnet man dem erwähnten Uebelstand nur dadurch, daß man diese
Spannkraft möglichst zu vermindern sucht. Es wird dies schon dadurch erreicht, daß
man unter den Bolzenköpfen starke Federn oder federnde Unterlagsscheiben anbringt,
welche sich einer kleinen Ausdehnung der Form nicht widersetzen, – ein
Verfahren, welches sich in der Praxis ziemlich gut bewährt hat, aber noch immer
wegen der nothwendig sehr starken Federn den Uebelstand nicht ganz beseitigt hat. Am
besten erreicht man das vorgesteckte Ziel, wenn die beiden Formhälften an den
inneren Flanschenkanten fest an einander gedrückt werden, da gerade um diese Kanten
sich die Formtheile bei ihrer Expansion bewegen. Ein Festklemmen der beiden
Formhälften, entweder durch federnde Klammern, welche über die Form von oben gezogen
werden (Fig.
16), oder durch festgekeilte Ringe, würde diesem Zwecke am besten
entsprechen, wie dies bekanntlich bei den kleinen Formen für Werkzeugstahl allgemein
im Gebrauche ist.
Im Entwerfen von solchen zweitheiligen Formen muß man immerhin die relative
Metalldicke an Ecken und Seitenflächen im Auge behalten, genau wie bei Formen,
welche aus einem Stück gegossen sind; das Anbringen von Rippen läßt sich nicht
empfehlen, weil die Wärme in der erhitzten Form sich nicht gleichmäßig um den
Querschnitt vertheilen würde und, wie die Erfahrung gezeigt, ein Zerspringen einer
solchen Form wohl nicht verhütet werden könnte.
P. M.
Tafeln