| Titel: | M'Kean und M'Grath's Jute-Schnippmaschine; von E. Pfuhl. |
| Fundstelle: | Band 224, Jahrgang 1877, Nr. , S. 389 |
| Download: | XML |
M'Kean und M'Grath's
Jute-Schnippmaschine; von E.
Pfuhl.
Mit Abbildungen auf Taf
VIII [a/2].
Pfuhl, über M'Kean und M'Grath's
Jute-Schnippmaschine.
Wie in unsern Mittheilungen über die Verarbeitung der Jute (vgl. 1876 221 506) erwähnt wurde, wird von den
Corchorus-Pflanzen des südlichen Asien die Jutefaser durch einen ähnlichen
Röstproceß, wie er bei Flachs und Hanf angewendet wird, abgeschieden, von besondern
Händlern angekauft und nach Calcutta gebracht, wo sie in sogen. Bazars sortirt und
zunächst in lose verknüpfte Risten von etwa 340g Gewicht und dann in größere Risten
vereinigt wird, welche — ungefähr in der Mitte zusammengeschlagen —
mittels hydraulischer Pressen zu Ballen vereinigt zur Verschiffung nach Europa
gelangen.
Die Jutefaser zeigt recht bedeutende Länge (2,13 bis 4m,25); aber selbst bei den bessern Sorten
sind die Wurzelenden auf 0,2 bis 0m,5 Länge oft erheblich gröber, härter
und bastiger als die übrigen Theile. Man Pflegte nun bis jetzt, um die Jutesorten in
ihrer Qualität zu bessern — sie werthvoller zu machen — diese bastigen
Wurzelenden stumpf abzuschneiden und letztere dann als sogen.
„Cuttings“ besonders zu verpacken und zu verkaufen. Diese
Cuttings haben einen niedern Werth und werden meist nur in Papierfabriken
verarbeitet, — wohl auch zu dicken Schußgarnen, zu groben Packtüchern, wenn
ihre Qualität etwas besser ist. Häufig unterbleibt dieses Abschneiden, weil es in
Calcutta an sachkundigen Händen fehlt, welche dasselbe richtig ausführen können, und
kommt dann die in Folge dessen minderwerthige Jute mit den harten Wurzelenden nach
Europa und muß daselbst in den Spinnereien auf besondern Maschinen, sogen.
Schnippmaschinen, von denselben erst befreit werden. Aber auch bei den bessern,
bereits von den harten Wurzelenden befreiten Juteristen ist der Uebelstand
vorhanden, daß die Enden stumpf abgeschnitten sind und diese sich (wie bei
Besprechung des Schnippprocesses, 1876 222 204 erwähnt
wurde) bei dem Spinnprocesse nur schwierig mit den andern Fasern vereinigen lassen.
Man ist deshalb in den europäischen Spinnereien bei Erzeugung der bessern Garne doch
wieder genöthigt, selbst die bereits in Calcutta von den harten Wurzelenden durch
Abschneiden befreiten Jutesorten über Schnippmaschinen gehen zu lassen, um die Enden
zuzuspitzen und sie in dieser Weise zum Verspinnen geeigneter zu machen. Es wäre
deshalb sowohl für die europäischen Spinner, wie für die Händler in Calcutta sehr
vortheilhaft, wenn
gleich bei dem Sortiren der Jute, alle Risten auf Maschinen von den Wurzelenden
befreit und zugespitzt würden, wozu also Schnippmaschinen angewendet werden müßten,
welche auch die abgetrennten Wurzelenden nicht in Form von harten Strängen —
wie beim Abschneiden — sondern aufgelöst in Heede abliefern.
Die bis jetzt construirten Schnipper—bekannt sind die von Finlayson und Lawson (*1876
222 426) — eignen sich zwar für
Spinnereizwecke, sind aber für das kolossale, halbjährlich in Calcutta zur
Verschiffung kommende Jutequantum zu wenig leistungsfähig, um für die dortigen
Zwecke angewendet werden zu können. Die oben genannte neue Schnippmaschine, welche
von Fairbairn, Kennedy und Naylor in Leeds gebaut wird, will nun durch außergewöhnliche
Leistungsfähigkeit und Beseitigung einiger den ältern Maschinen anhaftenden
Unvollkommenheiten diesem Bedürfnisse abhelfen, ist also in erster Linie zur
Bewältigung eines großen Jutequantums in kürzester Zeit bestimmt. In kleinerm
Maßstabe ausgeführt, dürfte diese Maschine jedoch auch in europäischen Spinnereien
Eingang finden, so lange daselbst ein Bedürfniß hiernach vorliegt. Dieser neue
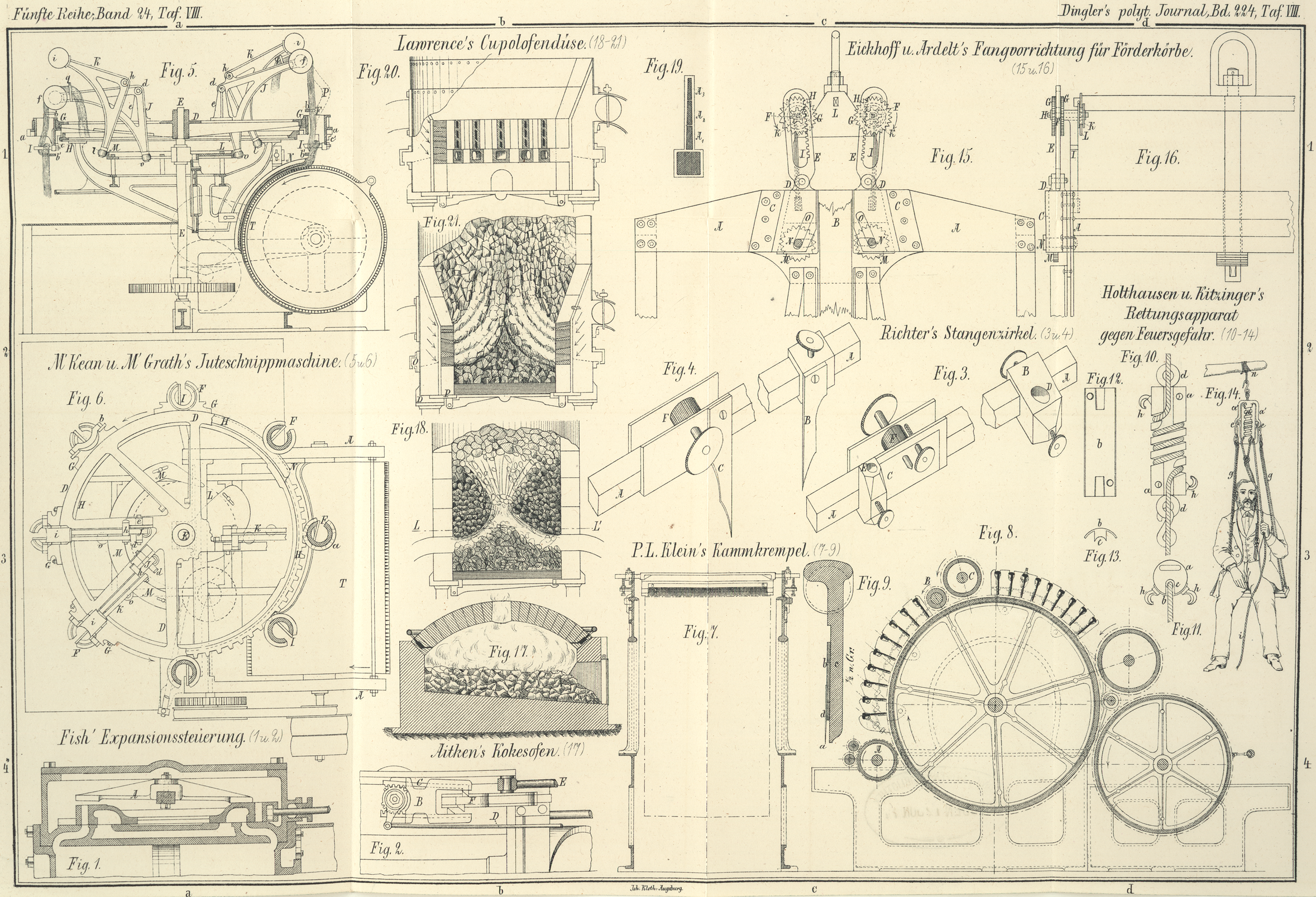
Schnipper ist in Fig. 5 und 6 in Verticalschnitt und
Grundriß dargestellt. Der Schnippproceß wird hierbei ähnlich wie bei der Finlayson'schen Maschine von einer mit Nadelbeschlag versehenen Trommel T
ausgeführt, in welchen die Juteristen durch einen Deckel N eingedrückt werden. Der Nadelbeschlag ist an der Stelle, wo die Jute
zuerst zur Bearbeitung gelangt, am gröbsten und an der Ausgangsseite am feinsten.
Die Finlayson'sche Maschine hat nun den Nachtheil, daß die Risten nur von einer
Seite von den Nadeln bearbeitet werden, und daß in Folge dessen bei einigermaßen
bastiger Jute die Entfernung der Wurzelenden nur ungenügend und meist auch auf zu
geringer Länge erfolgt. Diesem Uebelstande ist bei der vorliegenden Maschine dadurch
abgeholfen, daß die Risten, während sie bei der Trommel vorbeigeführt, mehrmals um
sich selbst gedreht, also von allen Seiten den Trommelnadeln zugänglich werden. In
der eigenthümlichen Befestigung, Zu- und Abführung der Juteristen beruht die
besondere Eigenthümlichkeit dieser Maschine, die wir jetzt näher besprechen
wollen.
Die Trommelachse wird von der Transmissionswelle aus angetrieben, und geht alsdann
mittels zweier Riemenscheiben und mehrerer Räder die Bewegung an die senkrechte
Welle E über; diese trägt im obersten Theile einen
runden Tisch D, der nach der Pfeilrichtung im Grundriß
langsam bewegt wird. Der Umfang dieses Tisches reicht über einen Theil der
Oberfläche der erwähnten Trommel T hinaus und trägt 8
Büchsen G, in welchen ringförmige, an ihrer Außenseite
gezahnte Halter
F drehbar gelagert sind. Die Ringhalter F, sowie die sie umschließenden Büchsen G sind vorn aufgeschnitten, und zwar erstere gerade
zwischen zwei Zähnen a, so daß es möglich ist, die zu
bearbeitende Riste in das Innere der Halter F zu bringen
und alsdann um den im untern Theile derselben angebrachten Stift I herumzuschlingen — derart, daß sie, durch die
Bügel b, b′ in richtiger Lage erhalten, auf einer
gewissen Länge frei herabhängen, während die obern Enden in eigenthümlicher, noch
näher zu beschreibenden Weise geführt und gehalten werden. Dicht unterhalb des
Tisches D ist auf dem Gestelle eine auf etwas mehr als
¼ ihres Umfanges gezahnte Scheibe H befestigt.
Bei der Bewegung des Tisches D kommen die Zähne a der Ringhalter F in
Eingriff mit denen der Scheibe H, und da erstere in
letztern fortrollen, so tritt eine Achsendrehung der Ringhalter ein, bis die Zahnung
der Scheibe H durchlaufen ist und sie an dem glatten
Umfange derselben angekommen sind. Hier verhindern zwei an den Ringhaltern sitzende
Knaggen c, c′, indem sie an dem nicht gezahnten
Umfange der Scheibe entlang gleiten, eine weitere Verdrehung, und stehen alsdann die
Oeffnungen der Halter mit denen der Büchsen in einer Linie, so daß die bearbeitete
Riste entfernt und durch eine andere ersetzt werden kann.
Um die obern Theile der eingelegten Risten zu halten, sind über jedem Ringhalter F zwei Winkelhebel J und K angeordnet. Der erstere J
kann sich um den Zapfen d drehen, welcher in den auf dem
Tische D feststehenden Ständer e eingesetzt ist. Der andere K dreht sich um
den auf dem ersten Winkelhebel befestigten Zapfen h.
Jeder Winkelhebel J ist am obern, äußersten Ende mit
einer Rolle f mit Randflanschen und einem Preßfinger q versehen, und werden die obern Theile der Risten über
diese Rolle hinter den Preßfinger gelegt. Der andere Winkelhebel K trägt an seinem obern, äußersten Ende eine concave,
mit Kautschuk überzogene Rolle i; so lange die Risten
der Wirkung der Trommelnadeln ausgesetzt sind, drückt i
auf die Rolle f und hält dieselben fest. Die Winkelhebel
J und K sind an ihren
untern Armen mit Frictionsrollen v und l versehen, welche sich an passend geformte
Führungsschienen L und M
lehnen, wodurch eine bestimmte Auf- und Abbewegung der Winkelhebel bei
Drehung des Tisches D erzielt wird. Befinden sich die
Ringhalter F auf der glatten Fläche der Scheibe H, so nehmen die oberen Theile der Hebel J mit ihren Rollen f die
tiefste Lage ein; letztere befinden sich also dicht über den erwähnten Ringhaltern,
während gleichzeitig durch Einwirkung der Führungsschienen M die Hebel K so gehalten werden, daß die
Druckrollen i derselben ihre höchste Lage einnehmen und
nicht in Berührung mit den Rollen f sind. Jetzt wird eine Riste umgelegt,
welche sofort nach der Trommel T zugetragen wird. Kurz
vorher, ehe die Achsendrehung eines Ringhalters F durch
den Eingriff seiner Verzahnungen in die der Scheibe H
beginnt, endigt die Leitschiene M; der Hebel K sinkt daher mit seiner i
nieder und drückt auf die über Rolle f gelegte Riste.
Jetzt gelangt bei der Weiterbewegung die Riste zwischen Trommel T und Deckel N, und wird
erst an den äußersten Enden von den gröbsten und am weitesten stehenden Nadeln,
allmälig in immer größerer Länge durch feinere und dichter stehende Nadeln von den
Wurzelenden befreit, welche abgeschnippt als Heede ausgeworfen werden. Die Drehung,
die den Risten auf diesem Wege ertheilt wird, bietet alle Seiten derselben
gleichmäßig der Bearbeitung dar, daher der Schnippproceß recht vollkommen gelingen
muß. Diese den Risten ertheilte Drehung kann sich aber nach oben hin nicht weiter
fortpflanzen, als bis zu der Berührungsstelle zwischen Rolle i und f, indem der von ersterer auf letztere
ausgeübte Druck genügt, eine weiter fortgehende Drehung zu hindern. Mit dem Beginn
der Bearbeitung der Riste kommt ferner der Winkelhebel J
in Berührung mit der Leitschiene L, wodurch Rolle f gemeinsam mit der aufliegenden i des Hebels K emporgehoben und schließlich,
gegen das Ende der Bearbeitung, in ihre höchste Lage gebracht wird. Hierbei muß sich
die Riste immer mehr zwischen den beiden Rollen i und
f hindurchziehen und sich eine immer größere Länge
zwischen Rolle f und Stift I
bilden, welche die Drehung aufnimmt. Sobald endlich die Riste, zwischen Trommel und
Deckel fertig abgeschnippt, am andern Ende wieder herausgelangt, hört die
Leitschiene M auf und die obern Enden der Hebel J und K sinken sofort in
ihre tiefste Lage, wodurch die Riste gebogen wird, wie dies in Figur 5 bei P punktirt angegeben ist. Die von der Riste aufgenommene
Drehung veranlaßt jetzt die Entstehung eines zopfartigen Endes, das die Abnahme
derselben sehr erleichtert und beschleunigt. Dies kann dann erfolgen, wenn bei der
weitern Bewegung des Tisches D die Schiene M den Hebel K so bewegt hat,
daß die Druckrolle i von f
abgehoben wird. An Stelle der abgenommenen Riste wird eine neue eingelegt, die in
derselben beschriebenen Weise den Arbeitsproceß durchmacht.
Bei einer ältern Ausführung dieser Maschine bewegte sich die Trommel nach der
entgegengesetzten Richtung, wie hier angegeben, und war dann eine besondere
Vorrichtung zum Einführen der Fasern zwischen diese und Deckel nöthig. Sobald aber
die Einwirkung der Nadeln erfolgte, geschah dies unter einem Ruck, der viele
Unzukömmlichkeiten mit sich führte. Bei der neuesten, oben beschriebenen Maschine
ist durch die entgegengesetzte Umdrehung der Trommel dieser Uebelstand gänzlich beseitigt. Der Angriff
der Nadeln erfolgt allmälig, ohne daß ein unbequemes Ziehen und Zerren an den Risten
eintritt, woraus eine nachtheilige Einwirkung auf den Zuführungsmechanismus der
Maschine folgen könnte. —
Die Maschine ist verhältnißmäßig einfach construirt und gewährt die ausführende Firma
Garantie für die Solidität der Constructionstheile, so daß wohl Reparaturen selten
nöthig werden dürften. Sie übertrifft die vorhandenen Constructionen in jeder Weise,
und wenn es sich bewahrheitet, was unsere Quelle (Engineer, März 1877 S. 196)
behauptet, daß sie nämlich ein Quantum bis zu 14 000k täglich zu verarbeiten vermag, so ist
diese Leistung — gegen 7500k bei dem Finlayson'schen und 6400k bei dem Lawson'schen Schnipper—eine so erheblich größere, daß zu erwarten
steht, daß sie den außerordentlichen Anforderungen in Calcutta genügen, sich aber
auch in europäischen Spinnereien, wenn auch in kleinerer Ausführung, Eingang
verschaffen wird.
Tafeln