| Titel: | Ueber das Durchbrennen der Hohofengestellwandungen in der Umgebung der Formen und die Mittel, dies zu verhüten. |
| Fundstelle: | Band 225, Jahrgang 1877, S. 152 |
| Download: | XML |
Ueber das Durchbrennen der
Hohofengestellwandungen in der Umgebung der Formen und die Mittel, dies zu
verhüten.
Mit Abbildungen auf Taf.
II [d/1].
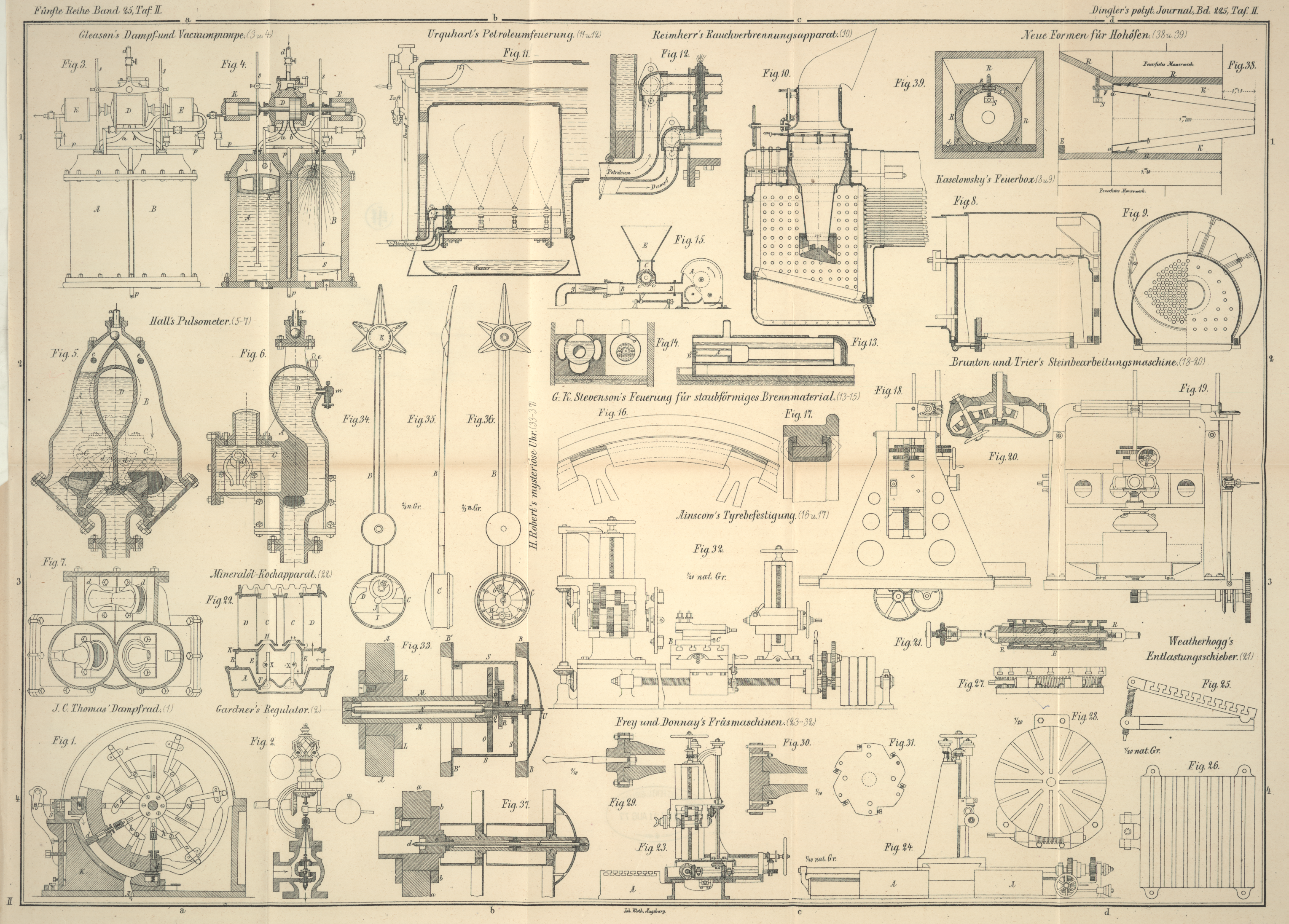
Neue Formen für Hohöfen.
Bekanntlich leidet bei allen Schmelzöfen das Mauerwerk bezieh. Futter theils durch
die hohe Temperatur an und für sich, theils durch die chemische Action der
geschmolzenen Massen; die mechanische Einwirkung durch Reibung ist dagegen
verschwindend. Als wirksamstes Mittel gegen diese verderblichen Einflüsse kennen wir
das Wasser. Man bedient sich desselben, weil seine Anwendung in der Regel wenig
kostspielig ist, in der mannigfachsten und ausgiebigsten Weise zu dem gedachten
Zweck. Mit den heißen Wandungen in Berührung gebracht, wirkt es durch seine
Verdampfung auf eine gewisse Entfernung Wärme entziehend. Die gewöhnliche Folge
hiervon ist, daß sich an den Innenwänden des Ofens, nachdem das Wegfressen des
feuerfesten Materials bis zum Wirkungskreis des Wassers stattgefunden hat, eine
festhaftende Kruste von erstarrter Schmelzmasse bildet, welche weitere zerstörende
Wirkungen verhindert. Die einmal gebildete Kruste bleibt jedoch nur so lange
unverändert an der eingenommenen Stelle, als Temperatur und Quantum des Kühlwassers
einerseits und Temperatur, chemisches und mechanisches Verhalten der Schmelzmassen
anderseits dieselben bleiben. Da nun aber die genannten Factoren sich theilweise
unserer Macht entziehen, so begreift es sich, daß auch bei der größten Vorsicht in
Anwendung der Wasserkühlung stellenweise abwechselnde Abfressungen und Ansätze
erstarrter Schmelzmasse an den innern Wandungen der Schmelzgefäße stattfinden, und
daß die vorkommenden Formveränderungen sowohl allmälig sich vollziehende als
plötzliche sein können. Wenn demnach die Wasserkühlung auch in hinreichendem Maße
wirksam ist, so läßt sich ihr doch ein gewisser Grad von Unzuverlässigkeit nicht
absprechen.
Bei Hohöfen ist es die Rast und das Gestell, welche der größten Abnutzung unterworfen
sind, während grade von der Erhaltung dieser Ofentheile der gute Erfolg des
Betriebes zum großen Theil abhängt. In der Rast haben wir es mit nur glühenden
festen Massen zu thun, während im Gestell die Schmelzung vor sich geht; allein auf
ersterer ruht wegen der Schräge der Wandungen die große Last des Schmelzgutes und
verursacht eine bedeutende Reibung, während die Abnutzung der Gestellwandungen mehr
Folge der hohen Temperatur und chemischen Einflüsse ist. Hier sind es vornehmlich
die nächsten Umgebungen der Formen, welche am meisten leiden. Wenn in einer frühern
Abhandlung „das Lecken der Hohofenformen“ (1877 224 597) auf die hierdurch dem Hohofen-Ingenieur
so häufig erwachsenen Unannehmlichkeiten hingewiesen worden ist, so kann man mit
demselben Recht das sogen. „Durchbrennen der Formen“ hierher
zählen.
Zum Schutz der Rast- und Gestellwandungen hat sich im Laufe der Zeit die
Methode des Einsetzens gußeiserner Kühlkasten in das Seitenmauerwerk des Ofens immer
mehr Eingang verschafft, Kühlkasten, die entweder hohl gegossen sind und mit
continuirlich durchströmendem Wasser gefüllt erhalten werden, oder mit
eingegossenem, schlangenförmig gewundenem Gasrohr, durch welches ein Wasserstrahl
circulirt. Da das Eisen ein guter Wärmeleiter ist, so kühlen diese Kasten, welche
gewöhnlich, in das Mauerwerk eingeschoben, noch durch eine dünne Steinschicht von
dem Ofeninneren getrennt sind, ziemlich weit in den Ofen hinein ab und conserviren
das Mauerwerk außerordentlich gut. In der Rast, wo wir es, wie schon erwähnt, nur
mit festen Massen zu thun haben, ist diese Kühlmethode wenig bedenklich; nicht ganz
so verhält es sich im Gestell, hier ist eine doppelte Gefahr vorhanden, veranlaßt
durch die sehr hohe Temperatur. Befindet sich der Hohofen in normalem, warmem
Betrieb, so sind die Kühlkasten des Gestelles analogen Einflüssen unterworfen wie
die Formen, häufig sogar in noch größerm Maße. Es kommt nicht selten vor, daß ein
Kühlkasten in Folge von stellenweisen Abfressungen an der innern Gestellwand
plötzlich einer zu hohen Temperatur ausgesetzt wird und in Folge dessen springt;
oder er kommt sogar in Berührung mit flüssigem Eisen und schmilzt dann ab. In beiden
Fällen entleert sich Wasser in den Ofen und verursacht Betriebsstörungen. Tritt
dagegen durch eine oder die andere Ursache kalter Ofengang ein, so wirken die
Kühlkasten, wenn der Wasserzufluß nicht gleich abgestellt wird, in solchem Grade
abkühlend, daß sich oft Ansätze von unliebsamer Dicke bilden, welche die Gefahr noch
verschlimmern und mit völligem Zugehen einer oder mehrerer Formen endigen können.
Aus dem Mitgetheilten leuchtet ein, daß es vorzuziehen ist, wenn die Wasserkühlung
so eingerichtet werden kann, daß man keiner Kühlkasten bedarf.
Wie oben schon erwähnt, sind die nächsten Umgebungen der Formen die dem Durchbrennen
am meisten ausgesetzten Theile des Gestelles, und je nach der Zusammensetzung der
Schlacke und der Gestelltemperatur bedürfen dieselben einer vorzugsweise starken
Kühlung.
Referent hat schon vor mehreren Jahren, bewogen durch viele schlechte Erfahrungen,
welche er mit Kühlkasten gemacht, dieselben ganz verworfen und sich zur Erhaltung
des Mauerwerkes in der Umgebung der Formen einer sehr einfachen Vorrichtung bedient,
welche seit 6 Jahren in Thätigkeit ist und bis heute nie den Dienst versagt hat.
Dieselbe beruht hauptsächlich in den Größenverhältnissen und der Construction der
Formen; Fig.
38 und 39 zeigen sie in Längenschnitt und Ansicht. Die Gestellwandungen sind
1m,20 dick. Die Formöffnung wird
gebildet durch einen gußeisernen Rahmen R von 5cm Wandstärke an den Seiten und am Boden;
die Kopfseite ist 7cm,5 dick. Der Theil des
Rahmens, welcher zur Aufnahme der Form bestimmt ist, hat im Lichten 50cm Höhe und ebenso viel Breite.
Die Form besteht, mit Ausnahme des schmiedeisernen Ringes ab, aus Kupferblech von 5mm Dicke, welches bei a und b mit dem Schmiedeisen
verschraubt ist; sie ist 1m laug, am Maul
außen 22cm und bei a außen 47cm weit und wiegt etwa
90k. Nachdem dieselbe so weit in den
Rahmen R hineingeschoben worden ist, daß sie 25cm frei in das Gestell vorsteht, wird der
ganze Raum K, rings um die Form herum bis nach cc hin, mit fettem Formsand fest ausgestampft und
dann der Raum f mit vier zu diesem Zweck zugehauenen,
feuerfesten Steinen von 15cm Dicke
ausgemauert. Denjenigen Theil des Raumes f, welcher in
Folge der Conicität der Form nicht von den Steinen ausgefüllt wird, stampft man von
außen mit plastischem feuerfestem Thon aus. Bei F ist
ein starkes Stück Flacheisen an dem schmiedeisernen Ring ab befestigt, welches die Schraube S aufnimmt, deren Kopf in doppelter Richtung durchlocht
ist. Beim Anziehen der Schraube drückt sich deren Spitze gegen das Innere einer in
den Rahmen R eingebohrten Höhlung, wodurch die Form in
horizontaler Lage fixirt wird. Jetzt bekleidet man die ganze nach außen gekehrte
Fläche der Steine f mit einer dicken Schicht
Portlandcement und berieselt dieselbe continuirlich mittels zweier Flankirröhrchen
mit flachem Schlitz auf der ganzen Breite mit Wasser. E
ist ein Stab Vierkanteisen, welcher genau in den Rahmen paßt und an der
verzeichneten Stelle in Cement eingelegt werden kann, um das von f herabfließende Wasser zwischen E und a zu stauen und schließlich durch den
Ausschnitt d (Fig. 39) nach einem
beliebigen Orte zum Abfluß zu bringen.
Das Wasser, welches zum Speisen der Formen benutzt wird, kommt durch eine Röhre von
37mm lichter Weite mit 1at,5 Ueberdruck bei der Form und läuft durch ein ebenso
weites Rohr wieder ab. Die verbrauchte Wassermenge beträgt für die Minute und Form
120 bis 130l und ist, da es frisch aus
einem Brunnen gepumpt wird, in welchem kein Tagewasser zurückfließt, stets kalt.
Man sieht, daß die intensive Kühlung bei dieser Vorrichtung sowohl durch die große,
dünnwandige Form als durch die bedeutende Menge kalten Wassers erfolgt, welches
dieselbe in der Zeiteinheit durchfließt. Hierdurch werden gleichzeitig die Formen
conservirt, und es ist keine Seltenheit, daß dieselben 18 Monate und darüber im Ofen
liegen. Bei allen Wechselfällen des Betriebes kommt ein Durchbrennen der Formsteine
nicht vor. Man ist auf diese Weise versichert, daß nie Wasser in den Ofen läuft, es
sei denn, daß eine Form leckt, und alle Uebel und Umstände, welche die Kühlkasten
bereiten, sind vermieden.
In Betreff der weitern Behandlung der erwähnten Formen sei auf meine frühere
Mittheilung betreffend das Lesen der Hohofenformen verwiesen. Hohofenformen der
beschriebenen Construction werden in der Werkstätte von Helson-Wilmet in Châtelet bei Châtelineau (Belgien)
angefertigt.
–r.
Tafeln