| Titel: | Neuere Fortschritte im mechanischen Puddeln; von Dr. E. F. Dürre in Aachen. |
| Autor: | Ernst Friedrich Dürre |
| Fundstelle: | Band 228, Jahrgang 1878, S. 131 |
| Download: | XML |
Neuere Fortschritte im mechanischen Puddeln; von
Dr. E. F. Dürre in
Aachen.
Mit Abbildungen auf Tafel
9 und 10.
Dürre, über neuere Fortschritte im mechanischen
Puddeln.
Unsere Zeit drängt nach Abkürzung der Handarbeit und möglichster Unabhängigkeit von
lebenden Motoren. Dieses durch die socialen Verhältnisse der letzten Jahrzehnte
gerechtfertigte Bestreben der Groſsindustrie gilt besonders da, wo die Schwere der
durch Menschenhand bis jetzt geleisteten Arbeit die Organisation des Betriebes in
groſsem Maſsstab schwierig machte. Eine solche schwere Arbeit ist der Puddelproceſs
auf schmiedbares Eisen; in einem mit Steinkohlen oder sonst einem langflammigen
Brennstoff geheizten Flammofen werden 200 bis 300k
Roheisen eingeschmolzen und durch 1 bis 1 ½stündige, z. Th. sehr harte Handarbeit in
3 bis 4 schmiedbare Ballen verwandelt. Dazu sind durchschnittlich 3 Arbeiter
erforderlich, welche 12stündige Arbeitsschichten verfahren und je nach der
Beschaffenheit des Materials in dieser Zeit 6 bis 12 solcher Roheisenportionen
verarbeiten. Um einen Ofen continuirlich zu betreiben, sind mithin 3 × 2 Arbeiter
nothwendig, die in 24 Stunden 10 bis 24 Chargen von 250k, also 1800 bis 3600k in 1500 bis
3000k schmiedbare Producte verwandeln.
Wenn nun schon dieses Resultat das 4fache von der Productionsfähigkeit der alten
Schmiedeherde ist, so steht es im Vergleich zu der Leistung der Hohöfen, der
Bessemerwerke u.a. besonders im Punkt der Arbeiterzahl sehr ungünstig da. Ein
Puddelwerk, wie die Britannia-Hütte bei Middlesbrough
im Clevelandbezirke oder wie die groſsen Walzwerke bei Darlington in derselben
Gegend, mit über 100 Puddelöfen ausgestattet, verlangt eine Vollzahl von über 600
Arbeitern, um den ganzen Betrieb im Gang zu erhalten. Grade in den Zeiten aber, wo
die Arbeit sich häuft, pflegen die Arbeiter Ansprüche, begründete wie nicht
begründete, zu erheben, und es ist dann sehr schwer, über einen Sonntag oder eine sonstige
Unterbrechung des Betriebes ohne Ausbleiben von mehreren Ofenmannschaften
wegzukommen. Besonders sind es die untergeordneteren Arbeitskräfte, welche leicht
mangeln, da sie u.a. in der Erntezeit lieber auf dem Felde sich beschäftigen, als
zwischen den Puddelöfen der Eisenwerke Temperaturen von 50 bis 60° zeitweise
aushalten.
Es ist deshalb das Bestreben der Ingenieure, einen Theil der Mannschaft durch
maschinelle Vorrichtungen zu ersetzen, begreiflich und darf weiter nicht Wunder
nehmen, daſs aller Orten eine groſse Zahl von Patenten genommen worden sind, die
diesen Gegenstand betreffen. Auſser beweglichen Geräthen – mechanischen Puddlern,
Puddelmaschinen – hat man auch die Oefen selbst beweglich gemacht und schon früh
angefangen, in dieser Richtung vorzugehen. Man unterscheidet hierbei Telleröfen und Cylinderöfen, insofern als im ersten Fall der tellerartig construirte Herd
um eine verticale oder geneigte Welle rotirt und als im zweiten Fall der ganze den
Herd enthaltende Ofen-Teil in cylindrischer oder auch prismatischer Armatur in
Drehung versetzt oder auch geschaukelt wird. Unter den Telleröfen hat bis jetzt der Pernot-Ofen am
meisten Aufsehen erregt, unter den Cylinder-öfen der
Danks-Ofen (1877 226 63). Während der Pernot-Ofen
in seinen Resultaten sich mehr an die vorhandenen Constructionen anschlieſst, gibt
der Danks-Ofen und mit ihm die meisten seiner Concurrenten sehr groſse und schwere
Luppen, die besonderer Vorkehrungen bedürfen, um gewalzt zu 'werden. Auſserdem
bietet bei dem Danks-Ofen die Futterfrage, d.h. die Frage nach der Haltbarkeit des
Futters, noch besondere Schwierigkeiten, weichender Pernot-Ofen bekanntlich nicht
mit sich führt.
Von dem Hin- und Hergehen der Ansichten gewähren neuere Berichte einen klaren und
übersichtlichen Begriff. Dieselben zeigen aber auch, daſs zu den bereits vorhandenen
Constructionen sich noch neuere gesellt haben und Anspruch auf Beachtung machen.
Eine dieser Constructionen, die bereits dem Danks-Ofen Concurrenz gemacht hatte,
combinirt mit dem Princip des rotirenden Herdcylinders noch eine ganz specielle
Feuerung mit staub- oder pulverförmigen Brennstoffen. Crampton, der Constructeur dieser Combination (1877 226 63), hat den
Erfolg erzielt, daſs Versuche mit seinem Ofen in Woolwich ausgeführt wurden, die
bedeutungsvolle Resultate ergeben haben.
Schon bei den ersten Versuchen mit beweglichen Herden, gleichgiltig welcher Form,
erschien es praktisch, eine etwas gröſsere Spannung im Ofeninneren herzustellen, um
das durch die weiteren Fugen verstärkte Einschlucken kalter Luft möglichst zu
hindern. Danks versah die Planrostfeuerung seines Ofens
mit Unterwind; Andere adoptirten Gasfeuerungen verschiedener Systeme, und Crampton's Ofen zeichnet sich durch die erweiterte
Benutzung einer schon vor mehreren Jahren durch Whelpley und Storer für ganz andere metallurgische Zwecke fruchtbar
gemachten Idee aus.
Daſs diese zahlreichen Neuerungen in den Dispositionen von Feuerungsanlagen noch
nicht abgeschlossen sind, beweisen neuere Generatorconstructionen aller Art und
anderweitige Combinationen. Wir citiren nur das Patent von Osann betreffend die Heizgasdarstellung durch Retorten und das Patent von
Grobe und Lürmann (D.
R. P. Nr. 549 vom 7. September 1877) betreffend eine Combination von Entgasung und
Verbrennung.
Speciell im Anschluſs an den Puddelproceſs im mechanischen Ofen ist eine Gasfeuerung
versucht worden, welche der Gegenstand ausführlicher Verhandlungen im Iron and Steel Institute geworden ist und deshalb wohl
eine Besprechung verdient. R. Howson in Middlesbrough,
ein in der dortigen Stabeisenbranche wohlbekannter Ingenieur (vgl. 1877 224 292.
452), hat schon 1875 die Versuche mit jenem Ofen begonnen und hat dieselben bis
jetzt mit Erfolg fortgeführt. Seiner eigenen Aussage nach sind Reihen von Versuchen
mit dem Ofen ausgeführt worden nur zu dem Zwecke, die aus früheren Versuchen mit
anderen Constructionen hinlänglich bekannten Schwierigkeiten des rotirenden
Puddelns, besonders die Einflüsse der zerstörenden Wirkung sehr hoher Hitzgrade und
die Beseitigung der noch immer zu bedeutenden Kosten der Arbeit und Unterhaltung zu
studiren. Es ist ja die Zerstörbarbeit der Apparate neben der wohl erwarteten, doch
nicht eingetroffenen Verminderung der Selbstkosten des Productes die Hauptklippe
gewesen, an der bis jetzt die allgemeinere Einführung der maschinellen Verrichtungen
zum Puddeln gescheitert ist, und es war mithin vor Allem nothwendig, ehe weitere
Anlagen gemacht wurden, die genannten Hindernisse genauer zu studiren. Dies ist
nunmehr von Seiten Howson's mit einem gewissen Erfolg
geschehen und nur die wissenschaftliche Erklärung hat noch zu folgen.
Der Apparat von Howson und Godfrey (Fig. 8 und 9 Taf. 9) ist ein
trogartiges Gefäſs, welches auf einer Achse steckt und mittels dieser Achse in
drehende Bewegung versetzt wird. Die Achse bewegt sich in einem oscillirenden
Lagerbock, dessen Zapfen durch eine Schneckenradübersetzung verstellt werden können,
wodurch man der Achse des Gefäſses einen beliebigen Neigungswinkel geben und die
Oeffnung des Gefäſses bald nach der Wärmequelle, bald nach der entgegengesetzten
Seite drehen kann, um die gebildeten Luppen herauszunehmen. Anstatt des
Schneckenrades läſst sich natürlich auch jeder andere Mechanismus, z.B. die
hydraulische Wendevorrichtung der Bessemerbirnen, mit Vortheil anwenden, besonders
sobald die Dimensionen des Apparates bedeutender werden. Für das Stadium der
Entwicklung, in welchem sich der Howson-Godfrey'sche
Ofen zur Zeit noch befindet, erschien die Verwendung einer leichteren
Stellvorrichtung angemessen.
Neu und eigenthümlich (in dieser Gröſse) ist die Construction der Heizvorrichtung,
welche dem Löthrohr- oder Knallgasgebläse nachgebildet ist, aus einem weiten
Gasbrenner und einem darin eingeschlossenen engeren und kürzeren Luftzuführungsrohr
besteht. Der Brenner ist steiler geneigt als die Achse des Drehtopfes, und die
Flamme trifft in Folge dessen den unteren Theil des Bodens oder Randes von dem
Converter, während die überschüssig entweichenden Feuergase die andere aufgerichtete
Seite des Apparates bestreichen. Um die Verbrennung zu einer möglichst vollständigen
zu machen, ist das Gebläserohr mit einer centralen und 12 Rand-Mündungen versehen.
Auſserdem hat es sich als praktisch erwiesen, den angewendeten Wind vorher zu
erhitzen, und ist zu dem Behufe eine Art westphälischer Apparate mit 12 Schlangen
von elliptischem Querschnitt erbaut und über dem Drehtopf aufgestellt worden. Das
Maul des Brenners ist verstärkt und mit eingegossenen spiralförmigen Dampfkanälen
zur Kühlung und zum Schütze versehen worden, da sich dasselbe in noch bedenklicherer
Lage befindet als die Formen eines Hohofens. Da der Zufluſs von Gas sowohl als von
Luft durch Abschlüsse regulirt werden kann, ist es möglich, mit verschiedenen
Mischungen beider zu arbeiten, soweit Einem dies die
einzuhaltende Temperatur überhaupt gestattet.
Bemerkenswerth ist, daſs schon 1867 auf den Newport Eisenwerken bei Middlesbrough Versuche mit der
löthrohrartigen Gasflammenfeuerung an einem feststellenden Ofen gemacht worden sind,
welche zeigten, daſs Generatorgase mit Luft von etwa 200° die Temperatur, welche der
Puddelproceſs erfordert, hervorbringen können, während Hohofengase dies nicht im
Stande waren (vgl. Journal of the Iron and Steel
Institute, 1872 Bd. 1 S. 102). Noch wird constatirt, daſs die
Gesammtresultate erfolgreich schienen, daſs aber die Handarbeit sehr anstrengend
war, da die innere Pressung das Gasfeuer zu allen Fugen aus dem Ofen trieb. Schon
damals erschien der Weg des mechanischen Puddelns als die einzige Abhilfe.
Die neueren Versuche, bei denen neben der Gasfeuerung auch der
Drehofen in Betrieb kam, begannen 1875 auf den Werken von Bolchow und Vaughan unter der Leitung der Erfinder und unter Beihilfe von
E. Williams. Als Wärmequelle wurde Leuchtgas aus
dem Gasometer des Werkes anfänglich verwendet und zunächst eine Reihe von Versuchen
in einem feststehenden Ofen ausgeführt, um die beste Form des Brenners, die
günstigste Entfernung seiner Mündung vor dem zu erhitzenden Herd und den Einfluſs
der Pressung auf das Ofeninnere zu ermitteln. Die Resultate dieser Vorversuche waren
günstige, insofern als nachgewiesen wurde, daſs erhitzte Verbrennungsluft eine sehr
hohe Temperatur und daſs selbst Luft von gewöhnlicher Temperatur eine für die
vorliegenden praktischen Ziele vollkommen zureichende Wärmeentwicklung zulieſs. Die
nächste Frage war das Verhältniſs der Kosten zwischen der Anwendung des Gases und
der des gewöhnlichen, auf Plan- oder Treppenrosten verbrannten Brennstoffes. Zu
diesem Behuf schaltete man in der Gasleitung des Apparates einen hinreichend groſsen
Gasmesser ein und stellte den Verbrauch auf das Vollkommenste fest. Ohne Details
anzuführen, genügt die Mittheilung, daſs man schlieſslich einen Verbrauch von 2500
Kubikfuſs engl. (70cbm,8) für 1t gepuddeltes Eisen ermittelte, unter der
Voraussetzung, daſs das Rohheisen in einem Cupolofen geschmolzen worden war. Es
entsprechen der obigen Gasmenge etwa 254k gute
Gaskohlen, wobei die übrigbleibenden Kokes nicht auſser Acht zu lassen sind, die zu
Schmelzarbeiten, z.B. dem zugehörigen Cupolofenbetrieb, gebraucht werden können.Wenn man annimmt, daſs zur Darstellung von 1t Rohschienen 1t,25 Roheisen
nothwendig sind und diese mit 10 Proc. Kokes umgeschmolzen werden können, so
stehen den obigen 254k Kohlen 127k Kokesbedarf gegenüber, die einer
Ausbeute von 50 Proc. entsprechen.D. Bezüglich
der Gröſse einer besonderen Gasanlage wurde berechnet, daſs eine Gruppe von 5
Gasretorten einer wöchentlichen Eisenproduction in Rohschienen von 100t entspricht.
Nachdem man in der vorstehend angedeuteten Weise den angewendeten
Löthrohrbrenner, seinen Gasverbrauch und noch manche andere Verhältnisse
festgestellt, wurden zwei Drehpuddelöfen von kleineren Dimensionen als gewöhnlich
aufgestellt, doch immerhin in einem Maſsstab, welcher brauchbare Resultate für den
groſsen Betrieb in Aussicht stellte. Der eine dieser Oefen erhielt eine horizontale
Achse, mit Oeffnungen an jedem Ende, durch welche beide je eine Löthrohrflamme
eingeblasen wurde, so daſs die Spitzen beider Flammen sich im Apparat mit einem
stumpfen Winkel kreuzten und die Verbrennungsproducte an den Brennern vorbei durch
beide Oeffnungen ihren Ausweg suchten.
Der zweite Ofen war der weiter oben bereits beschriebene Drehtopf
mit verstellbarer Achse. Es ist aus der schon gegebenen Beschreibung noch besonders
hervorzuheben, daſs das Brennerende in keiner Weise den Rand der Ofenmündung berührt
und jeder reibende Anschluſs fortfällt. Dies ist ein bedeutender Vortheil gegenüber
der Construction der rotirenden Oefen mit gewöhnlicher und mit Gas-Feuerung, die
gewöhnlich zwei, selten nur einen ringförmigen Anschluſs an Feuerung und Fuchs
haben, welcher Anschluſs trotz aller kühlenden Vorrichtungen sich doch sehr schnell
verbraucht und Verluste an Dampf, Wind oder Gas hervorruft. Deshalb hatte man von
vornherein bei beiden Oefen jeden derartigen scharfen Anschluſs vermieden.
Noch ist zu bemerken, daſs man bei der Construction der Oefen sein
Augenmerk auf die locale Tradition und Arbeitserfahrung im Puddelproceſs richten
muſste, welche ein möglichst heiſses Kochen als sicherste Gewähr für eine gute
Eisenqualität übereinstimmend bezeichnen. Es muſsten, um das Ueberkochen zu
vermeiden, die Herdränder in den beiden beweglichen Versuchsapparaten möglichst hoch
und in Folge deren bei dem Apparat mit Horizontalachse die seitlichen Oeffnungen
etwas klein im Verhältniſs zum Durchmesser des Ofeninnern gewählt werden. Auch
stellte man bei den Arbeiten im Drehtopf die Achse desselben möglichst aufrecht,
während sie auſser der Periode des Kochens etwas mehr niedergelegt werden konnte.
Dadurch wurde das Uebertreten der Schlacke möglichst vermieden, was bei dem
Danks'schen und dem Pernot-Ofen stets eintrat.
Abgesehen von einigen zufälligen Störungen ergaben die beiden
Versuchsöfen hinreichend genügende Resultate, um den Bau gröſserer Oefen in mehr
geschäftlich benutzbarer Dimension zu rechtfertigen. Die gänzliche Abwesenheit von
Rauch und Staub während der Versuchsarbeiten bildete einen packenden Contrast zu dem
schmutzigen Aeuſseren eines gewöhnlichen Puddelprocesses, während andererseits die
Arbeit vergleichsweise bequem und ökonomisch vortheilhaft war. Die Aussichten
schienen hiernach ermuthigende zu sein, besonders, wenn man die Heizkraft und
Reinheit des Retortengases mit seiner Billigkeit verglich, sobald es für sich allein
fabricirt und nicht mit den enormen Herstellungskosten, die eine städtische
Verwaltung mit sich bringt, belastet wurde.
Trotz dieser Erwägung macht jede erste Anwendung einer
Fabrikationsmethode auf einen etwas anderen Zweck nothwendig bedeutendere Unkosten,
als wenn es sich um eine schon erprobte Disposition handelt, und hält davon ab,
gleich bei dem ersten Beschreiten des Versuches im Groſsen alle Theile nach neuen Grundsätzen zu bauen. Man entschloſs sich deshalb,
auch im vorliegenden Fall, das Gas auf billigere Weise darzustellen, wenn auch von
geringerer Reinheit.
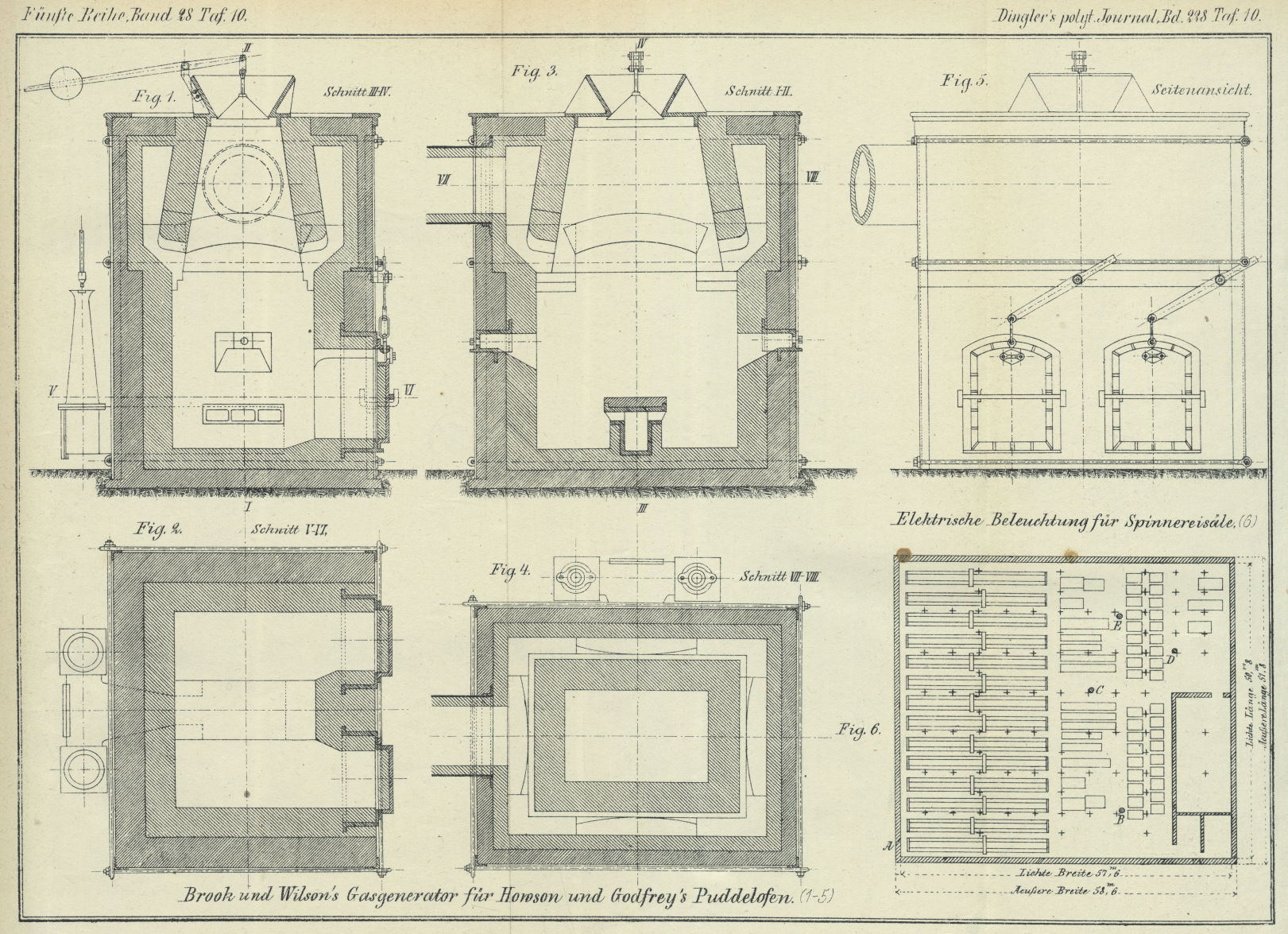
Der neue Apparat, groſs genug, um 150 bis 200k zu puddeln, wurde auf den Britannia Works errichtet und mittels Generatoren nach einer Construction
Brook und Wilson's (Fig. 1 bis 5 Taf. 10)
betrieben. Diese einfachen und billigen Generatoren bestehen aus rechteckigen, mit
seitlichen Thüren versehenen Schächten, ohne Rost, doch mit Dampfstrahlgebläse. Die
Gase ziehen in etwas über halber Höhe auf allen vier Seiten in einen den innern
Schacht (der von oben gefüllt wird) umgebenden Kanal und von da nach einem mit
feuerfestem Futter ausgesetzten Gasleitungsrohr. Das Dampfstrahlgebläse hat für den
Betrieb der vorstehenden Generatoren eine Reihe nicht unbeträchtlicher Vorzüge. Vor
Allem ist hervorgehoben, daſs zur vollen Wirkung des Löthrohrbrenners auch das Gas
einen gewissen Druck haben muſs, den man mit Gebläsegeneratoren ohne Rost direct
bewirken kann, wenn auch, wie hier, die eigentliche Verbrennung neben der trockenen
Destillation nur in geringerem Maſse Platz greifen darf. Auch dient der Dampf strahl
dazu, den Gang des Generators zu reguliren und nach Willkür das Verhältniſs zwischen
Destillation und Verbrennung zu ändern. Auch in anderer Hinsicht arbeitet der
Generator gut und billig, so daſs er den gehegten Erwartungen vollkommen
entsprach.
Was nun speciell die Ausrüstung des Puddelapparates anlangt, so ist das Rohr, welches
das Gas von der Hauptleitung (einem mit feuerfesten Steinen ausgekleideten Rohr)
nach dem Brenner führt, mittels eines Schiebers abschlieſsbar, und es gilt dasselbe
auch von der Windleitung. Bei den Versuchsarbeiten betrieb man die Windführung
mittels eines Roots-Gebläses; für gröſseren Betrieb würde sich nach Howson ein kleines Cylindergebläse besser
empfehlen.Dieser Ansicht vermögen wir nicht beizustimmen, da die Concurrenz kleiner Cylindergebläse und aller Arten
Windräder überall, wo es nicht auf hohen Druck ankam, zu Gunsten der
letzteren stets entschieden hat. Auch im vorliegenden Fall, wo eine Spannung
im Apparat, welcher den Wind zugeführt erhält, kaum vorhanden ist, dürfte
die Benutzung von hinreichend groſsen Ventilatoren oder Kapselrädern
vortheilhafter sein als die eines knappen Cylindergeblases.D. Der
Winddruck, der am zweckdienlichsten schien, ist auf etwa 300mm Wasser bestimmt worden, obwohl dies nach Howson vielleicht noch eine offene Frage ist. Die
Hauptsache ist hierbei, daſs die eingeblasene Luft in einzelne Ströme getheilt wird,
um die Mischung mit den Gasen so rasch als möglich herbeizuführen. Es hat sich
gezeigt, daſs dies ganz gut möglich ist und daſs man es in der Hand hat, einen jeden
Luftüberschuſs zu vermeiden und selbst mit einer reducirenden Flamme zu blasen, wenn
es erforderlich sein sollte. Man wird natürlich stets mit Luftüberschuſs arbeiten
und nur dann, wenn die Arbeit fast beendet ist, jeden unnützen Sauerstoffüberschuſs
vermeiden.
Man mag nun die Verbrennung leiten, wie man will, so ist es doch vortheilhaft, die
Zuströmung der beiden Elemente der Wärmeerzeugung so zu reguliren, daſs aus dem Ofen
heraus nur ein ganz schwacher Flammenring tritt und das Dusenende umspült. Trotzdem
haben die entweichenden Verbrennungsproducte eine sehr hohe Temperatur und,
leuchtend oder nicht, führen sie eine gewisse, nicht unbeträchtliche Wärmemenge als
Verlust mit fort. Man kann aber diese überschüssige Wärme sehr gut zur Vorbereitung
der Verbrennungsluft benutzen, indem man sie durch einen kleinen
Winderwärmungsapparat streichen läſst, den der Wind passiren muſs. Obwohl, streng
genommen, eine Anwendung
des warmen Windes unnöthig ist, so kann damit doch Wärme erspart werden, da man bis
400° gehen kann. Dieser hohen Temperatur entspricht auch die beobachtete
Erscheinung, daſs der ganze Proceſs rauchfrei verläuft, selbst in den Stadien, wo
die Gase im Ueberschuſs vorhanden sind und erst im Winderwärmungsapparat vollständig
verbrennen.
Mehr noch als für die Frage der Wärmeproduction haben die Versuche Howson's Bedeutung gehabt für die Führung und Theorie
des Puddelprocesses selbst, der bis zum Auftreten der mechanischen Oefen in England
nur selten einer genaueren Untersuchung gewürdigt worden ist.
Abgesehen von den Vortheilen, die das Löthrohrbrennersystem bezüglich der Haltbarkeit
des rotirenden Ofens darbietet – welche von Jedem leicht erkannt werden, der
Gelegenheit hatte, die gewöhnliche directe Kohlenfeuerung auf die mechanischen
Puddelöfen anzuwenden – so haben die Versuche von Howson und Godfrey noch andere wichtige
Folgen gehabt. Man war bisher gewöhnt, sehr heiſs zu puddeln, um ein lebhaftes
Kochen und eine gröſsere Leichtigkeit im Luppenmachen zu erzielen, veranlaſste aber
gerade hierdurch einen starken Verbrauch an Fettling, sowie eine die Haltbarkeit
gefährdende Verziehung und Werfen der ganzen Ofenconstruction. Hiegegen half
einigermaſsen nur immerwährender Gebrauch von Kühlwasser, der andererseits nicht
besonders förderlich ist. Howson hatte schon früher
sich dahin geäuſsert, daſs wohl der ganze Proceſs bei einer viel niedrigeren
Temperatur geführt werden könnte, um die angedeuteten Schwierigkeiten zu überwinden.
Im Anschluſs an diese Behauptung suchte man bei den Versuchen selbst diesem Ziel
nach und nach näher zu kommen, welches denn auch mit einigem Erfolge gelang.
Zunächst mag bemerkt werden, daſs das Roheisen entweder direct vom Hohofen, oder aus
einem besonderen Umschmelzapparat entnommen werden kann, daſs es aber auch zulässig
sein dürfte, das Roheisen im rotirenden Puddelofen selbst zu schmelzen. Bei den
Versuchen ist das letztere nicht geschehen, angeblich, weil die Einrichtungen nicht
zureichten.Es ist keinem Erfinder übel zu nehmen, wenn er nur die guten Seiten seines
Gegenstandes in das rechte Licht setzt; die Kritik muſs aber anders
verfahren. Im Punkt des Roheiseneinschmelzens scheint es uns für die ganze
Eigenthümlichkeit des Howson'schen Verfahrens
unmöglich zu sein, das Roheisen im Rotator selbst einzuschmelzen, da alsdann
der ganze Proceſs schon viel zu heiſs anfängt.D. Ist das
Eisen geschmolzen und in den Drehtopf gebracht, so wird letzterer mit mäſsiger
Geschwindigkeit gedreht, wobei 10 Touren in der Secunde als hinlänglich sich
erwiesen haben. Dabei ist nicht nöthig, Gas zu geben, wenn nur das Gefäſs vor dem
Einlassen des Eisens gehörig rothwarm gewesen ist; das Eisen bleibt bis zum
Eintreten der Oxydation flüssig genug, und es ist ein jedes Temperaturmaximum besser zu vermeiden.
Sobald die Charge in Bewegung sich befindet, wird das Fettling in der Form
gepulverter Oxyde in kaltem oder leicht vorgewärmtem Zustand zugesetzt;
geschmolzenes Fettling wird dagegen nie angewendet. Diese Oxyde werden einfach auf
die Metalloberfläche gestreut, durch die Drehung und Stellung des Bades in letzteres
eingerollt und verwandeln dasselbe in eine teigige Masse, aus der fortwährend
Kohlenoxydflammen entweichen. Damit beginnt ein allmäliges Steigen der Temperatur
und die Ladung des Apparates wird aufs Neue dünnflüssig, doch nicht in der gewöhnlichen Weise. Das ganze Metall hat einen
granulirten Zustand angenommen, den Howson mit
Reiskörnern vergleicht, und schwimmt in einem Schlackenbade herum. Der Kohlenstoff
fährt fort, sich als Kohlenoxyd zu verflüchtigen, bis die Körner klebrig werden und
leicht an einander hängen. Jetzt ist es Zeit, die Schnelligkeit der Maschine zu
mäſsigen, und es finden von jetzt an bis an das Ende des Processes nur 2 Touren in
der Minute statt, wobei noch immer kein Gas oder doch nur geringe Mengen gebraucht
werden. Es ist nach Howson's Ansicht und Erfahrung nur so
viel Wärme nothwendig, daſs das Schlackenbad flüssig bleibt.
Nach wenigen Minuten beginnen die Flammen kleiner zu werden, die Tendenz der Körner,
an einander zu hängen, nimmt zu und schlieſslich bilden sie auch kleinere zerrissene
Massen. In diesem Zustand erfordert das Bad die höchste Aufmerksamkeit, weil die
Bildung gröſserer Klumpen verhütet werden muſs, so lange das Metall nicht
vollständig gar ist.Am besten bewirkt man dieses Verzögern durch langsames Drehen oder durch
zeitweiliges Unterbrechen. Je länger das Eisen im losen
schwammigen Zustand erhalten werden kann, um so besser ist es; dagegen verzögerte
jede vorzeitige Schweiſsung die Operation auſserordentlich. Sind die
Kohlenoxydflämmchen verschwunden, so vollendet ein gehöriger Feuerstrahl die
Operation und das Eisen kann in Luppen getheilt oder einfach zusammengeballt werden.
Wie schon hervorgehoben, vollzieht sich der Puddelproceſs in diesem Ofen ohne
Aufkochen; anfänglich steigt die Charge etwas, doch dies ist Alles. Die
erforderliche Hitze ist, mit der Temperaturentwicklung anderer Puddelöfen
verglichen, niedrig und der Gasverbrauch gering. Der Aufwand an trocknen Oxyden
übersteigt nicht 150k für 1t Rohschienen besserer Qualität und eine andere
Ausgabe für Fettling findet nicht statt. Die Armatur des Ofens wird nicht leicht in
Mitleidenschaft gezogen, weil eben der Ofen nicht mit Oxyden gefüttert ist, und
Kühlungen sind am Drehtopf selbst noch nicht nöthig geworden.
Bei einem so geringen Verbrauch an Oxyden wirft man natürlich die Frage auf, was aus
dem Phosphor wird. Die Versuche mit dem geschilderten Ofen haben ergeben, daſs der
Phosphor bei niedriger Temperatur dem Eisen die Schlacken vorzieht, wie Howson sich ausdrückt, daſs also die Bildung oder
Aufnahme der Phosphorsäure durch die Schlacken bei niedriger Temperatur besser von
Statten geht als bei höherer. In der Luppenschlacke sind angeblich 7 bis 8 Proc.
Phosphor, in den Rohschienen nur 0,15 Proc. nachgewiesen worden, während das
Material 1,0 bis 1,25 Proc. neben 1,25 Proc. Silicium enthielt. Der Phosphorgehalt
in dem Eisen wächst aber, sobald die fertigen Luppen zu lange Zeit in höherer
Temperatur bleiben; man muſs also im letzten Stadium auch in dieser Hinsicht sich in
Acht nehmen.
Die ökonomischen Seiten des Processes, d.h. der Abbrand, lassen sich aus dem
geschilderten Versuch nicht sicher bestimmen oder vorhersagen; doch glaubt Howson, daſs der Abbrand geringer sei als bei dem
gewöhnlichen Verfahren.
Einen Ueberschlag der Einrichtung hat Howson nicht
gegeben, weil wahrscheinlich der Handbetrieb seiner Versuchsapparate oder die
Gasfrage dies nicht gestatteten.
Erwähnenswerth sind die Bemerkungen in der nach Howson's Mittheilung stattgefundenen Besprechung, weil
sie einestheils die Sache selbst, dann aber auch die allgemeine Stimmung der
englischen Industrie gegenüber dem Puddeln charakterisiren. Man kommt bei der
Durchlesung dieser Bemerkungen auf den Gedanken, daſs die Tage des Puddelprocesses
gezählt seien, und daſs derselbe aus einem Fabrikationsproceſs zu einem
Vorbereitungs- oder Zwischenproceſs bei der Verarbeitung bestimmter
Roheisenqualitäten sich auf dem Uebergange befindet.
Williams und Head stellen zunächst fest, daſs der Ofen, den sie im Gang gesehen haben,
eine einfache und bequeme Handhabung gestattet, daſs der Apparat sich nicht allein
als eigentlicher Puddelofen, sondern als Entphosphorungsofen (im Bell'schen Sinne) gebrauchen lassen dürfte und daſs
namentlich, im Gegensatz zu anderen mechanischen Puddlern, durch das Fehlen
reibender Flächen die rasche Abnutzung und Zerstörung vollständig umgangen sei. Head hebt besonders hervor, daſs ihm der Gang der Ofens
etwas kühl vorgekommen sei und daſs ihm die Erwärmung der Verbrennungsluft durchaus
nothwendig geschienen habe. Die Qualität der Producte anlangend, so seien auf seinen
Werken mehrere der Rohschienen aus Howson's Ofen weiter
verarbeitet worden und hätten dem Anschein nach ganz gute Producte ergeben;
specielle Versuche seien damit allerdings nicht gemacht worden.
Lowthian Bell, welcher die
Befürchtungen Williams' (der den Puddelproceſs als
demnächst abgethan oder überlebt ansieht) nicht theilt, betont auſser den schon
hervorgehobenen guten Eigenschaften des Howson'schen
Ofens noch die Art der Befeuerung, welche schon in den ersten Versuchen zu namhaften
Ersparnissen gegenüber dem alten Proceſs geführt habe. Damals schon habe man 1t Eisen mit 71cbm gepuddelt (welche etwa 152k
Kohlenstoff entsprächen), während sowohl bei Hopkins, Gilkes
und Comp. als auch auf nordamerikanischen Werken der Danks-Ofen nahezu 1t Kohlen, nicht gerechnet Schmelzen und
Quetschenbetrieb, verlangt hatte. Bell hebt weiterhin
noch hervor die Uebereinstimmung Howson's mit seinen
eigenen Erfahrungen bezüglich der Abhängigkeit des Phosphorgehaltes im Eisen von der
Temperatur des Processes. Audi er habe gefunden, daſs eine niedere Temperatur der
Entphosphorung günstig sei.
Crampton bespricht insbesondere
einige für den Howson'schen Apparat als günstig
hervorgehobene Punkte; zunächst theilt er aus den Erfahrungen mit seinem eigenen
Ofen in Woolwich mit, daſs die Anschlüsse, hauptsächlich aus wassergekühlten
Stahlringen bestehend, sich vollkommen haltbar erwiesen hätten (?), obwohl sie fast
immer mit geschmolzenem Metall bedeckt, d.h. überflössen würden, und daſs diese
Haltbarkeit hauptsächlich von dem regelmäſsigen Gang des Ofens herrührt (dessen
Bewegung nach Crampton wie die einer Drehbank geht).
Ein anderer Punkt, den Crampton berührt, ist die
Verminderung des Phosphorgehaltes, nachdem hervorgehoben, daſs schon vor 4 Jahren
der Crampton-Ofen Roheisen von 1,3 Proc. in Stabeisen von 0,02 Proc. verwandelt
habe, als Webb von Crewe, der die Sache bezweifelt,
eigenes Material und eigene Arbeiter nach Woolwich gesendet. Der Guſsstahl, den Vickers in Sheffield daraus gemacht, habe 0,02 Proc.
Schwefel und nur Spuren von Phosphor enthalten. – Schlief such wendet sich Crampton gegen die Feuerungsanlage und sagt, daſs
seiner Absicht nach die Gasfeuerung, sobald sie besondere Generatoren verlange,
niemals einen so guten Effect geben könne, als wenn das Gas im Ofen selbst so nah
als möglich an dem Heizraume erzeugt würde. Sein Ideal wäre deshalb ein genau
horizontal gelagerter Drehpuddelöfen mit innerer Gaserzeugung. Der von Howson angewendete heiſse Wind führe zwar einen Theil
der Abhitze wieder in das eigentliche Centrum des Processes zurück, verlange aber
wiederum die Anlage voluminöser Apparate von Stein oder Roheisen, welche natürlich
entsprechend Wärme absorbirten. Durch alle solche Weiterungen der Anlage würde die
auf die Erhitzung des Apparates entfaltende Quote der Wärmeproduction im Verhältniſs
zu den anderen Verbrauchsposten gesteigert und naturgemäſs ein Mehraufwand von
Brennstoff überhaupt herbeigeführt.Die Bemerkungen Crampton's, der seine
Staubstromfeuerung natürlich für vorwiegend praktisch und zweckmäſsig hält,
gehen zu weit; es setzen sich die Selbstkosten eines Processes ja nicht
allein aus den Rohmaterialaufwänden zusammen, sondern daneben aus den Zinsen
und Amortisation der Anlage, und es will uns bedünken, daſs die für den
groſsen Betrieb nach Crampton'scher Art
nothwendig werdenden Kohlenwäschen, Kohlenmühlen, Ventilatoren und Leitungen
in den Zinsen mehr betragen dürften, als die für die Generatoren und
Winderwärmungsapparate der Howson'schen Anlagen
nothwendigen Wärmeausgaben.D.
In der Beantwortung der mannigfachen sonst noch gemachten Einwürfe
hebt Howson nochmals hervor:
1) daſs der Zeitaufwand für das Luppenmachen und Ausheizen 15 bis
25 Minuten dauere, aber nicht gut weiter getrieben werden könne, da sonst die
Wirkung des metallischen Eisens auf den Phosphorgehalt der Schlacke, durch die
wachsende Temperatur veranlaſst, eintreten könnte;
2) daſs die Einführung des Fettling auch vor dem Zulaſs des Eisens
beim Anheizen des Apparates geschehen könne, daſs er aber das früher geschilderte
Einstreuen vorziehe, weil dadurch die principiell als nothwendig erkannte Mäſsigung
der Temperatur eher zu erreichen sei;
3) daſs die Entphosphorung von der Menge des angewendeten
phosphorfreien Fettling abhänge und daſs, indem er ein bestimmtes Quantum Fettling
genannt, es selbstverständlich sei, daſs man auch mehr zersetzen könne, um noch
geringeren Phosphorgehalt zu bekommen.
4) daſs der bei seinen Versuchen hie und da nachgewiesene
Rothbruch nicht in den Schwefelgehalt des Roheisens, sondern in dem der angewendeten
Kohlen begründet sei, weshalb schwefelreichere Kohlen beim Betrieb der Generatoren
zu vermeiden seien.
5) daſs die angewendeten Chargen aus einer Mischung grauer und
weiſser Gänze bestanden hätten, wobei sich dann für das weiſse Cleveland-Roheisen
eine leichtere Bearbeitbarkeit herausgestellt.
Auſserdem betonte Howson noch die
Möglichkeit, Stahl mit oder ohne Roheisen nur aus Rohschienen, doch mit Zusätzen von
Ferromangan in dem Drehofen herzustellen. Das Stahlpuddeln dagegen ist nicht mit
gleichem Erfolg ausgeführt worden. – Das Futter des Topfes besteht aus einer
Mischung vom besten Walzsinter (tap-mill), gepulvert,
und Portland- bezieh. Romancement. Man schmilzt den Sinter zu Blöcken und klebt sie
in dem Ofen mittels der obigen Mischung (4/5 Sinter gepulvert und 1/5 Cement) als Mörtel zusammen. Nach
vollständigem Trocknen und Hartwerden beansprucht das Futter keine weitere
Aufmerksamkeit mehr.
Die Verhandlungen in der Herbst-Generalversammlung des Iron
and Steel Institute ergaben doch den Eindruck des Interesses an der neuen
Construction, wenn auch Einzelne, z.B. Edward Williams,
den Puddelproceſs als mit einem Fuſs bereits im Grabe stehend ansahen und dies auch
unverhohlen aussprachen. Für diese ist der Howson'sche
Drehtopf nur ein Entphosphorungsapparat, in welchem man das Roheisen auf seinem Weg
vom Hohofen nach der Bessemerbirne einer Wäsche durch
natürliches oder künstliches Fettling aussetzt. Man mag ihn betrachten, von welchem
Standpunkt man will, so ist daran doch, abgesehen von den ökonomisch günstig
aussehenden Resultaten, zweierlei von entschiedener Wichtigkeit für das
Eisenhüttenwesen – einmal die nachgewiesene Möglichkeit, eine Brennerconstruction
wie die des Knallgasgebläses auch in groſsem Maſsstab gebrauchen zu können, dann die
Erfahrung, daſs auch bei mäſsiger Temperatur und ohne eigentliches Aufkochen des
Bades eine Entphosphorung im Verhältniſs des zugesetzten Eisenoxyduls eintritt. Es
scheint dies auf den ersten Blick der allgemeinen Erfahrung zu widersprechen, wonach
zur möglichsten Reinigung des angewendeten Materials das Eisenbad kochen muſs;
indessen klärt sich bei näherer Betrachtung die Sache auf, namentlich, sobald man
die Wandlungen des Phosphorgehaltes im Puddelproceſs verfolgt. Es ist die Oxydation
des Phosphors einerseits, die mögliche Reduction der Phosphorsäure durch
metallisches Eisen andererseits ins Auge zu fassen.
Die Oxydation des Phosphorgehaltes im Roheisen findet
bei niedriger Temperatur und um so besser statt, je reiner und säurefreier die
Eisenoxyde sind, die das Frischen des Roheisens bewirken. Ist der Phosphor zu
Phosphorsäure oxydirt, so kommt es darauf an, das Eisenoxyd-reiche Oxydulphosphat
der Einwirkung des metallischen Eisens zu entziehen. Dies geschieht durch Entfernung
der Schlacken und schlieſslich durch Aussaigern der in den Luppen noch steckenden
Schlackenreste, wobei ein etwaiger Mangangehalt durch Herabstimmen des
Schmelzpunktes gute Dienste leistet. Je Silicium-ärmer das Roheisen ist und je
Kohlenstoff- und Mangan-haltiger, desto mehr wird es sich, wie dies auch Howson's Erfahrungen beweisen, für den geschilderten
Proceſs eignen. Roheisen, erblasen aus kalkigen und phosphorreichen Erzen, wie es
die Clevelanderze und einige Hauptvarietäten der Minette sind, müssen sich gerade im
Howson'schen Ofen gut verarbeiten lassen.
Die Schlacke ist sehr gar, d.h. eisenreich, strengflüssig, hält jedenfalls den
Phosphor viel mehr zurück, auch bei der höheren Temperatur des Luppenmachens, so
daſs man sich die eigenthümliche Erfahrung Howson's aus
den theoretisch feststehenden Relationen zwischen Phosphor, Sauerstoff und Eisen
erklären kann.Vgl. Wedding: Schmiedbares Eisen, 1. Lieferung
S. 18, wo in einfacher, klarer Weise der Vorgang der Phosphoroxydation
dargestellt ist.
Die gewöhnliche Praxis, die von Anfang an mit einer gröſseren Menge Kieselerde
arbeitet, puddelt mit flüssiger Schlacke, deren
Aggregatzusand an sich jeder chemischen Wirkung auf einen nicht gleich schweren, aber ebenfalls flüssigen Körper, das
Roheisen, ungünstiger ist, als wenn eine krümlige Mischung mit stark entwickelter
Contactfläche vorhanden wäre. Dieser Umstand ist jedenfalls von bedeutendem
Einfluſs, doch nur bei der eigenartigen Heizung des Howson'schen Ofens voll auszunutzen, weil sich hierbei die Temperatur sehr
genau und rasch reguliren läſst.
Was nun schlieſslich die praktische Bedeutung von Howson's Ofen anlangt, so ist anzuführen, daſs Lowthian Bell im Augenblick einen Howson'schen Apparat zur directen Fluſsstahlerzeugung aus Clevelandeisen in
Betrieb setzt und daſs hierbei der Dampfhammer vollständig ausgeschlossen sein wird.
Terrenoire und andere Werke des Loire-Beckens haben mit Howson Verträge zur Einführung des Verfahrens abgeschlossen und weitere
Schritte sind in Aussicht.
Wir können am Schluſs nur den Wunsch aussprechen, daſs die deutsche Eisenindustrie
von dieser Neuerung im Puddelproceſs Besitz nimmt und mit Hilfe ihrer guten
Gaskohlen, sowie der vorhandenen Fettling-Materialien endlich die Bahn der
Entphosphorung praktisch beschreitet, die vielleicht zu einem billigeren
Hohofenproduct und zu einem daraus trotzdem hervorgehenden werthvolleren
Qualitätsfabrikat Veranlassung gibt. Hätte Deutschland, wenigstens
Rheinland-Westphalen einen Stahl- und Eisenverein von
technisch-wirthschaftlicher Bedeutung, so würde sich eine commissarische
Prüfung des Verfahrens wohl eher lohnen, als es s. Z. bei den englischen und
belgischen Commissionen für den Danks-Ofen in der Folge sich herausstellte.
Praktische Vorschläge zu machen oder gar technische Winke und Rathschläge zu geben,
ist indessen nicht Sache der Professoren; dieselben thun genug, wenn sie das
Sachverhältniſs selbst theoretisch prüfen und zu erklären suchen. Die ausführende,
für Erfolg oder Nichterfolg verantwortlich eintretende Praxis hat das Weitere zu
beschlieſsen.